Понятие о производственном и технологическом процессах и их структура
Производственный процесс (безотносительно вида объекта производства по ГОСТ 14.004–83) определяется как совокупность всех действий людей и орудий труда, необходимых на данном предприятии для изготовления продукции. В него входят все этапы переработки продуктов природы в предметы (машины, оборудование, материалы, строения и т.п.), необходимые обществу или отдельному человеку.
В машиностроении производственным процессом называют совокупность отдельных процессов, осуществляемых для получения из материалов и полуфабрикатов готовых изделий. В основу положен технологический процесс изготовления изделий. Для его обеспечения необходимы еще вспомогательные и обслуживающие процессы.
Производственный процесс на предприятии включает:
• получение и входной контроль материалов, заготовок, комплектующих и их складирование;
• подготовку и обслуживание средств производства заготовок (отладку, регулирование, настройку станков и другого технологического оборудования);
• внутризаводское транспортирование заготовок к рабочим местам;
• различные виды обработки (механическую, электрофизикохимическую, термическую и т.д.);
• вспомогательные процессы (контроль качества деталей, заточку и изготовление инструмента и оснастки);
• сборку изделий, их испытание и регулировку;
• отделку, окраску и упаковку;
• хранение и отправку готовой продукции.
Наилучший результат дает тот производственный процесс, в котором все этапы строго организационно согласованы и экономически обоснованы.
Технологическим процессом по ГОСТ 3.1109–82 называют часть производственного процесса, содержащую целенаправленные действия по изменению и последующему определению состояния предмета производства.
Установлены следующие разновидности технологического процесса: формообразование, литье, формование, спекание, гальванопластика, обработка давлением, термическая обработка, электрофизическая, электрохимическая и слесарная обработка, нанесение покрытий, сборка, сварка, пайка, клепка, склеивание, монтаж, контроль качества изделий, маркирование, консервация, упаковывание.
Технологические процессы выполняют на рабочих местах с помощью определенного оборудования, оснастки и инструмента, в результате чего изменяются физико-химические свойства материалов, геометрическая форма, размеры и относительное положение элементов деталей, качество поверхности, внешний вид объекта производства и т.д.
В целях обеспечения наиболее рационального процесса изготовления детали составляют план обработки с указанием: что, в каком порядке, каким способом и на какой поверхности детали надо обрабатывать. В связи с этим весь процесс обработки расчленяется на отдельные составные части – операции, которые бывают технологическими и вспомогательными.
Структура технологических процессов показана на рис. 1.1.

Рис. 1.1. Схема составных частей технологического процесса
Операцией (технологической операцией) называют законченную часть технологического процесса, выполняемую на одном рабочем месте одним или несколькими рабочими, одной или несколькими единицами автоматического оборудования.
Операция является основным элементом производственного планирования и учета. Она охватывает все действия оборудования и рабочих над одним или несколькими совместно обрабатываемыми (собираемыми) объектами производства (заготовками). Заготовка может быть передвинута или переставлена, но до обработки следующей все действия, связанные с ее обработкой, относятся к одной операции: например, втулку можно обработать за одну операцию, обтачивая поверхность с одной стороны, переставляя в патроне и обтачивая ее с другой стороны. Если все втулки данной партии обтачивают с одной стороны, а затем – с другой, обработку ведут в две операции.
На операцию обычно разрабатывают и выписывают всю учетную, технологическую и плановую документацию; устанавливают норму времени.
Основными технологическими элементами, из которых формируется операция, являются переходы.
Технологический переход – законченная часть операции, выполняемая одними и теми же средствами технологического оснащения при постоянных режимах и установке.
Например, на рис. 1.2 приведена схема обработки центрального отверстия 1 и выточки 3 во втулке, выполняемая последовательно несколькими инструментами на одном рабочем месте (станке), т.е. в одну операцию. Отверстие обрабатывают в три перехода: сверление отверстия, растачивание отверстия 2 и выточки 3.
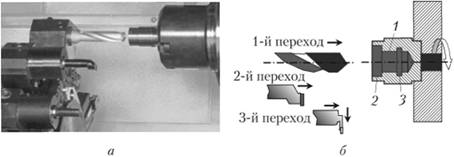
Рис. 1.2. Обработка внутренней полости втулки в три перехода:
а – общий вид перед первым переходом: б – схема обработки
Если внутреннюю полость втулки обрабатывать раздельно, т.е. сверлить на одном станке, а растачивать на другом, то обработка будет состоять из двух операций.
Вспомогательным переходом называется законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением формы, размеров и шероховатости поверхности, но необходимы для выполнения технологического перехода, например установка заготовки, смена инструмента и т.д.
Переходы могут быть совмещены во времени за счет одновременной обработки нескольких поверхностей детали несколькими режущими инструментами. Их можно выполнять последовательно, параллельно, например одновременная обработка нескольких поверхностей на агрегатных или многорезцовых станках (рис. 1.3), и параллельно-последовательно (рис. 1.4).
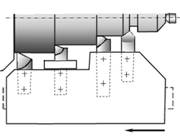
Рис. 1.3. Одновременная обработка нескольких цилиндрических поверхностей за один переход

Рис. 1.4. Одновременная обработка наружной и внутренней поверхностей двумя резцами
Рабочим ходом называется законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемая изменением ее формы, размеров, качества поверхности или свойств.
На станках, обрабатывающих тела вращения, под рабочим ходом понимают непрерывную работу инструмента. Например, па токарном станке – снятие резцом одного слоя стружки непрерывно, на строгательном станке – снятие одного слоя металла по всей поверхности заготовки.
Если слой материала не снимается, а подвергается пластической деформации (например, при обкатке поверхности гладким роликом с целью ее уплотнения), также применяют понятие рабочего хода, как и при снятии стружки.
Вспомогательным ходом называется законченная часть перехода, состоящая из однократного перемещения инструмента относительно заготовки, не сопровождаемая изменением ее формы, размеров, качества поверхности или свойств, но необходимая для выполнения рабочего хода.
Установом называется часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы.
Например, на рис. 1.5 приведена схема обработки уступов заготовки детали с двух сторон (I и II) в два установа. Уступы обрабатывают последовательно, без поворотного приспособления: вначале обрабатывают уступ, например, со стороны I, затем заготовку снимают, поворачивают и снова закрепляют, после чего обрабатывают уступ с другой стороны II.
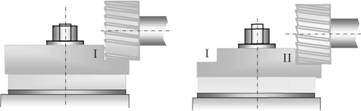
Рис. 1.5. Схема обработки уступов в два установа
Следует различать понятия "установ" и "установка".
Установка – это физический процесс установки заготовки (или детали) в приспособление станка или на конвейере с требуемой точностью.
Позиция – фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной части операции.
Например, при обработке на многошпиндельных полуавтоматах и автоматах деталь при одном закреплении занимает различные положения (позиции) относительно станка путем вращения стола (или барабана), последовательно подводящего ее к разным инструментам.
После установки заготовки в приспособление станка или оборудования ее необходимо закрепить.
Закрепление – приложение сил к предмету труда для обеспечения постоянства его положения, достигнутого при базировании.
Проходом называется однократное относительное движение режущего инструмента и обрабатываемой детали, в результате которого с поверхности заготовки снимается один слой материала.
Все действия рабочего, совершаемые им при выполнении технологической операции, расчленяются на отдельные приемы.
Прием – это совокупность действий человека, применяемых при выполнении перехода или его части, объединенных одним целевым назначением.
Обычно приемами являются вспомогательные действия, например постановка или снятие детали, пуск станка, переключение скорости или подачи и т.п. Это понятие используют при техническом нормировании операции.
Элементом приема принято называть его элементарную часть, характеризующую законченную часть элементарного действия работающего (взятие детали, подведение к приспособлению, помещение в приспособление, закрепление).
Наладка – подготовка технологического оборудования и оснастки к выполнению определенной технологической операции. К ней относятся установка приспособления, переключение скорости и подачи, настройка заданной температуры и т.д.
Подналадка – дополнительная регулировка технологического оборудования и (или) оснастки в процессе работы для восстановления достигнутых при наладке значений параметров.
Настройка станка на размер – придание лезвию инструмента требуемого расположения относительно баз заготовки.