Оптимизация процесса исполнения программы предметно-замкнутым участком предприятия с учетом динамизма хода производства
Процесс изготовления маршрутного комплекта деталей можно представить как объемно-календарный контур (ОКК) взаимосвязанных запараллеленных календарных прямоугольников, каждый из которых отражает продолжительность загрузки и количество взаимозаменяемых рабочих мест участка на соответствующей операции частичного процесса.
Площадь каждого календарного прямоугольника численно равна плановой трудоемкости изготовления МКД на соответствующей операции типового технологического маршрута. Длина прямоугольника характеризует длительность обработки, а высота – количество взаимозаменяемых рабочих мест, одновременно занятых обработкой данного МКД. Расчет основных параметров ОКК процесса изготовления МКД (длина и высота календарных прямоугольников, опережения между ними и совокупный цикл) подробно рассмотрены в предыдущей части учебника. Каждый календарный прямоугольник ОКК является комплектооперацией, т.е. операцией типового технологического маршрута (вида работ), которая выполняется над всеми деталями МКД.
Процесс изготовления всех МКД, запланированных участку на определенный плановый период, можно представить как объединение их ОКК, опережения между операциями технологического маршрута, исходя из условия, что комплектооперации каждого МКД выполняются последовательно, т.е. по формуле

где Ok+i – опережение между k-й и (k + 1)-й операциями технологического маршрута при последовательном выполнении комплектоопераций каждого МКД производственной программы участка; Тki – продолжительность комплектоопераций i-го МКД на предыдущей k-й операции технологического маршрута, выполняемой на данном производственном участке; Тk+1,i-1– продолжительность комплектоопераций предыдущего (ί – 1)-го МКД на последующей (k + 1)-й операции технологического маршрута, выполняемой на данном производственном участке; i – номер запускаемого МКД (i = 1, 2, 3,..., m).
Максимальная разность в формуле Ok+i обязательно определит i-й лимитирующий МКД, требующий опережения Ok+i. По лимитирующему МКД производят расчет возможного запараллеливания его комплектоопераций на k-й и (k + 1)-й операциях технологического маршрута.
Величина запараллеливания Sk+1 между k-й и (k+1)-й комплектооперациями зависит от соотношения продолжительностей комплектоопераций каждого i-го МКД, включенного в программу участка, и средней продолжительности выполнения одной технологической операции над деталями рассматриваемого МКД на соответствующих операциях процесса.
Так, если  , то
, то  , если
, если  , то
, то . Здесь
. Здесь  и
и  – средние продолжительности одной технологической операции на соответствующих комплектооперациях (k, k + 1), i-го МКД.
– средние продолжительности одной технологической операции на соответствующих комплектооперациях (k, k + 1), i-го МКД.
Минимальное опережение между k-й и (k + 1)-й операциями технологического маршрута ( ), обеспечивающее слияние всех ОКК плановых МКД и непрерывную загрузку рабочих мест на этих операциях, определяется по формуле
), обеспечивающее слияние всех ОКК плановых МКД и непрерывную загрузку рабочих мест на этих операциях, определяется по формуле 
В табл. 6.4 в качестве исходных данных дана характеристика МКД, включенных в месячный план участка (цифры условные).
В табл. 6.4 каждый МКД характеризуется продолжительностью своих комплектоопераций и средней продолжительностью технологических операций на каждой его комплектоопераций.
Таблица 6.4. Характеристика маршрутных комплектов деталей (МКД), включенных в месячный план маршрутного предметно-замкнутого участка
|
Операция технологического маршрута |
Продолжительности комплектоопераций МКД (Тki),ч |
Сумма |
|||||||
|
i = 1 |
i = 2 |
i = 3 |
i = 4 |
i = 5 |
i = 6 |
i = 7 |
i = 8 |
||
|
1 |
1 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
1 |
18 |
26 |
15 |
20 |
23 |
15 |
24 |
28 |
169 |
|
2 |
25 |
15 |
20 |
26 |
14 |
26 |
25 |
15 |
166 |
|
3 |
14 |
24 |
26 |
16 |
26 |
16 |
20 |
26 |
168 |
|
4 |
23 |
15 |
24 |
22 |
20 |
26 |
15 |
20 |
165 |
|
Средняя продолжительность технологической операции по комплектооперациям МКД |
|||||||||
|
k |
i = 1 |
i = 2 |
i = 3 |
i = 4 |
i = 5 |
i = 6 |
i = 7 |
i = 8 |
|
|
1 |
4 |
6 |
4 |
4 |
5 |
5 |
4 |
3 |
|
|
2 |
6 |
3 |
6 |
5 |
4 |
3 |
5 |
4 |
|
|
3 |
4 |
5 |
4 |
3 |
4 |
6 |
4 |
4 |
|
|
4 |
3 |
5 |
3 |
3 |
5 |
3 |
5 |
5 |
|
В табл. 6.5 выполнен расчет опережений между операциями технологического маршрута при последовательном выполнении комплектоопераций каждого МКД.
Таблица 6.5. Расчет опережений между операциями технологического маршрута при последовательном выполнении комплектоопераций каждого МКД
|
Операция технологического маршрута |
Нарастающие суммы продолжительностей комплектоопераций МКД (ΣΤΜ), ч |
|
|
|
|||||||
|
i = 1 |
i = 2 |
i=3 |
i = 4 |
i=5 |
i=6 |
i = 7 |
i = 8 |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|















































По табл. 6.5 между первой и второй операциями технологического маршрута просматриваются все разности (
 ) между смежными комплектами деталей и выбирается наибольшая, т.е.
) между смежными комплектами деталей и выбирается наибольшая, т.е.
В табл. 6.5 опережение (O2 = 19 является минимальным, чтобы обеспечить последовательное непрерывное выполнение комплектоопераций всех маршрутных комплектов деталей на второй операции процесса. Окончания обработки второго, третьего и четвертого маршрутных комплектов деталей на первой операции процесса имеют наибольшее опережение относительно окончания предыдущего комплекта деталей на второй операции, поэтому величину возможного запараллеливания комплектоопераций всех рассматриваемых комплектов деталей можно определить по комплектам деталей, имеющих наибольшие опережения.
У каждого (второго, третьего и четвертого) МКД есть своя максимальная продолжительность запараллеливания первой и второй комплектоопераций. В расчет принимают минимальную, т.е.  или
или 
Например:  и тогда
и тогда  "
" и тогда;
и тогда; 

 и тогда
и тогда
Минимальное опережение  между первой и второй операциями процесса (видами работ на участке) определяется с учетом величины опережения между смежными операциями процесса и величины минимально возможного запараллеливания в ведущих МКД, т.е.
между первой и второй операциями процесса (видами работ на участке) определяется с учетом величины опережения между смежными операциями процесса и величины минимально возможного запараллеливания в ведущих МКД, т.е. 
 . Таким образом, минимальное опережение между первой и второй операциями технологического маршрута составит 8 ч (рис. 6.5).
. Таким образом, минимальное опережение между первой и второй операциями технологического маршрута составит 8 ч (рис. 6.5).
Между второй и третьей операциями технологического маршрута  ,
, 
Между третьей и четвертой операциями технологического маршрута ,
,  ,
, 
На рис. 6.5 проиллюстрирован процесс непрерывного изготовления восьми рассматриваемых МКД, который спланирован в строгом соответствии с параметрами, рассчитанными в табл. 6.5. План-график изготовления восьми МКД одновременно является планом-графиком ритмичной работы предметнозамкнутого (маршрутного) участка. Если ОКК переходящих работ из предыдущего планового периода имеет опережения по
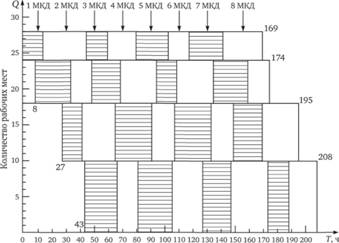
Рис. 6.5. План-график изготовления восьми бригадокомплектов деталей (МКД) (месячный план-график ритмичной работы предметно-замкнутого участка)
свертыванию работ большие, чем соответствующие опережения ОКК по развертыванию работ данного планового периода, то эти ОКК стыкуются без нарушения непрерывной загрузки рабочих мест маршрутного участка в рассматриваемом плановом периоде.
Как правило, опережения по свертыванию работ больше опережений по развертыванию процесса, и это увеличивает опережения сверх минимально необходимых для организации непрерывной загрузки рабочих мест.
Там, где опережения по свертыванию работ ( ) меньше соответствующих опережений по развертыванию работ (
) меньше соответствующих опережений по развертыванию работ ( ), может возникнуть перерыв (продолжительностью
), может возникнуть перерыв (продолжительностью  ).
).
Этот перерыв возможен, если до этого опережения по свертыванию работ не были больше опережений по развертыванию работ. Такие перерывы в календарном плане работы участка являются нежелательными, так как вызывают потери ресурса рабочего времени рабочих и оборудования. Но поскольку эти перерывы заложены в план, то они являются дополнительным резервом, обеспечивающим повышение устойчивости выполнения плановых заданий в условиях действия различных возмущающих воздействий.