Нормализация
Нормализация – термическая обработка, заключающаяся в нагреве до температур на 30...50 °С выше Ас3 доэвтектоидных и Аст заэвтектоидных сталей, изотермической выдержке для прогрева и завершения фазовых превращений, и охлаждении на спокойном воздухе. Распад аустенита в процессе охлаждения на воздухе происходит в температурном интервале перлитного превращения, но при таких степенях переохлаждения, когда образуется ферритно-цементитная смесь более тонкого строения, чем перлит. При нормализации сталь приобретает структуру сорбита или сорбитообразного дисперсного перлита.
Назначение нормализации зависит от химического состава стали, и в первую очередь от содержания углерода.
Для доэвтектоидных низкоуглеродистых (до 0,3% углерода) сталей нормализацию часто применяют вместо отжига. В этом случае она является предварительной или промежуточной термической обработкой, которую проводят на заготовках с целью улучшения их обрабатываемо
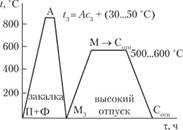
Рис. 5.25. График улучшения деталей, изготовляемых из углеродистых и легированных конструкционных сталей с 0,3...0,55% углерода
сти резанием. Твердость заготовок таких сталей, имеющих после нормализации структуру сорбита, немного выше твердости заготовок после отжига, после которого они имеют структуру феррита и перлита. Так, твердость отожженной углеродистой стали с ОГЛАВЛЕНИЕм углерода 0,2% составляет 120 НВ, а после нормализации – 130 НВ. Такое повышение твердости практически не изменяет режимов резания, но улучшает обрабатываемость резанием, так как повышение твердости сталей облегчает дробление стружки (уменьшает "наволакивание" на инструмент), улучшает качество обработанной поверхности. Кроме того, нормализация несколько уменьшает анизотропию свойств, вызываемую присутствием в горячедеформированной стали вытянутых неметаллических включений. При ускоренном охлаждении (по сравнению с отжигом) возникает больше центров кристаллизации и строчсчность структуры становится менее выраженной. Использование для низкоуглеродистых сталей нормализации вместо отжига оправданно и экономически, так как этот процесс менее продолжителен и требует меньшей загрузки термического оборудования (охлаждение не в печи, а на воздухе).
Для конструкционных среднеуглеродистых улучшаемых сталей, содержащих 0,3...0,55% углерода, нормализацию применяют вместо улучшения. В этом случае нормализация является упрочняющей термической обработкой. Механические свойства (предел текучести, пластичность и ударная вязкость) после нормализации (структура пластинчатого сорбита) ниже, чем после улучшения (зернистый сорбит). Вместе с тем детали при нормализации меньше подвержены деформациям, поскольку при более медленном охлаждении на воздухе образуются меньшие напряжения, чем при закалке, которая выполняется в процессе улучшения. Нормализацию используют при изготовлении менее нагруженных деталей машин, улучшение – для тяжелонагруженных.
Для высокоуглеродистых заэвтектоидных инструментальных сталей нормализацию применяют для устранения цементитной сетки, т.е. структуры, при которой пластины вторичного цементита располагаются по границам перлитного зерна. Такая структура возникает в результате нарушения температурного режима горячей пластической деформации и перегрева при отжиге.
Присутствие в структуре цементигной сетки недопустимо. Наличие хрупкой фазы (цементита по границам зерен), сохраняющейся после закалки и отпуска, снижает ударную вязкость стали, повышая вероятность ее хрупкого разрушения.
При нагреве выше температуры Аст (в процессе нормализации) вторичный цементит растворяется в аустените. Во время последующего ускоренного охлаждения на воздухе образуется большое количество центров кристаллизации цементита во всем объеме зерен аустенита, замедляются диффузионные процессы и цементитная сетка по границам зерен не образуется. Твердость после нормализации выше, чем после отжига, что ухудшает обрабатываемость резанием. Если необходимо снижение твердости, заготовки после нормализации подвергают высокому отпуску или сфероидизирующему отжигу.