Функциональное и организационное построение маршрутной системы оперативного управления непоточным производством
В соответствии с требованиями, предъявляемыми к системе ОУП, каждая система оперативного управления должна обеспечивать:
• ритмичную согласованную работу всех производственных подразделений по сводному цикловому графику подготовки производства, изготовлению и выпуска изделий;
• максимальную непрерывность процессов производства;
• максимальную надежность оперативных планов и минимальную трудоемкость плановых работ;
• высокую гибкость в реализации целей ОУП при возникновении различных организационно-технических возмущений в ходе производства;
• непрерывность планового руководства;
• соответствие системы ОУП типу и характеру конкретного производства.
Система ОУП может соответствовать всем требованиям, которые к ней предъявляются, если совершенствование всей системы ОУП будет базироваться на:
• предварительно упорядоченном движении деталей по типовым внутриучастковым организационно-технологическим маршрутам, так как однонаправленное движение деталей всегда можно рассчитать, а разнонаправленное движение деталей можно лишь прогнозировать;
• всемерной унификации и типизации технологических маршрутов с целью упрощения (сокращения числа) связей между производственными подразделениями;
• использовании нормативов организации производственного процесса, а не традиционного состава календарно-плановых нормативов, состава которых недостаточно для согласования технико-экономического планирования с оперативным управлением производством;
• применении объемно-динамического метода как при расчете основных нормативов организации производственного процесса, так и при построении планов-графиков изготовления деталей, сборочных единиц, изделий.
Маршрутная система оперативного управления непоточным производством (МС ОУП) как раз является такой системой ОУП, которая соответствует вышеназванным требованиям и базируется на прогрессивной маршрутной форме организации производства и на более совершенном объемно-динамическом методе планирования. Маршрутная система ОУП в качестве основных элементов имеет: состав планово-учетных единиц, метод разработки и согласования программ производственных подразделений, состав нормативов организации производственного процесса (НОПП); состав учетных данных.
В маршрутной системе ОУП в качестве планово-учетной единицы используются: готовое изделие как номенклатурная позиция плана товарного выпуска сборочных цехов; комплект деталей на узловую, общую сборку как номенклатурная позиция графика комплектации сборочных цехов или графика работы участка (цеха) комплектации; маршрутный комплект деталей (МКД) как номенклатурная позиция сводного графика изготовления продукции, формируемый как комплект деталей, сборочных единиц (СЕ), одного заказа, изготавливаемого на одном производственном участке по типовому технологическому маршруту.
Оперативно-плановые расчеты в маршрутной системе ОУП по уровню агрегирования используемой информации и качественной характеристике получаемых результатов объединены в группы задач: расчет нормативов организации производственного процесса, межцеховое и внутрицеховое оперативное планирование.
Примерный состав комплекса задач, обязательных к решению для обеспечения нормального функционирования МС ОУП, представлен на рис. 7.1.
На этом рисунке не представлены задачи, решение которых обеспечивает формирование упорядоченного однонаправленного движения деталей по типовым внутриучастковым и межучастковым (межцеховым) технологическим маршрутам. Эти задачи должны решаться в подсистеме ИСУ "Технологическая подготовка производства".
Задачи 33, 1, 27, 10 также традиционно относятся к технологической подготовке производства, но включены в состав МС ОУП для обеспечения целенаправленного централизованного руководства технической подготовкой производства.
Такое централизованное руководство технической подготовкой производства особенно необходимо в условиях единичного и мелкосерийного производства и при высоком (свыше 20%) уровне обновления выпускаемой продукции для подчинения технологической подготовки производства задачам своевременного выпуска продукции и наилучшего использования располагаемых ресурсов предприятия. По мере перехода от мелкосерийного к серийному и к массовому типу производства и сокращения номенклатуры вновь осваиваемых изделий может отпасть необходимость решения этих задач в МС ОУП.
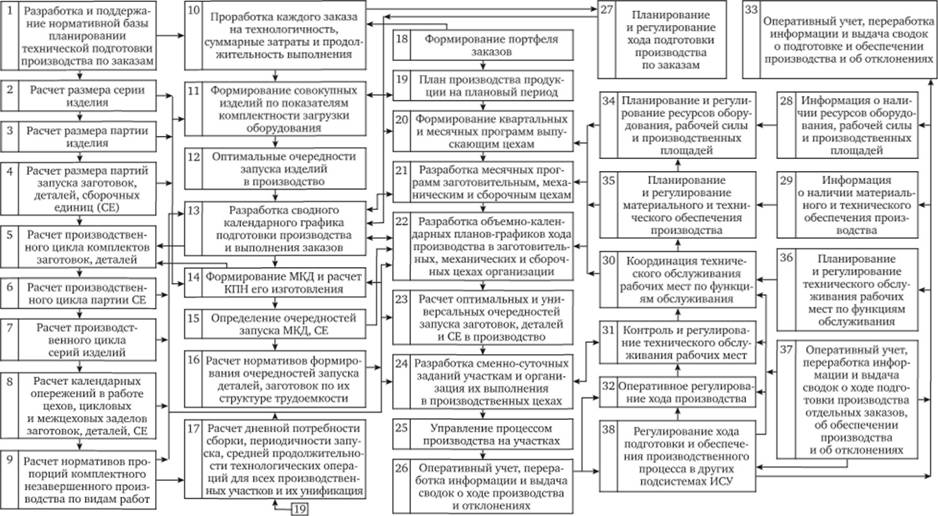
Рис. 7.1. Примерный состав задач и взаимосвязи, необходимые для нормального функционирования маршрутной системы оперативного управления непоточным производством
Из рис. 7.1 очевидно, что НОПП (показатели комплектности загрузки оборудования, совокупное изделие, очередность запуска изделий, размер серии изделий, длительность производственного цикла изготовления серии изделий, маршрутный комплект деталей, длительность производственного цикла маршрутного комплекта деталей) должны использоваться уже при формировании плана производства и реализации продукции и при построении сводного графика изготовления изделий, т.е. при выполнении технико-экономических расчетов. Применение этих нормативов дает возможность обеспечения сбалансированности, надежности и точности запланированного хода производства на всех уровнях управления основным производством.
Под показателями комплектности загрузки оборудования понимаются нормативные количественные пропорции сочетания различных изделий (заказов) для формирования совокупного заказа, структура трудоемкости которого максимально приближена к структуре плановой загрузки групп оборудования предприятия.
Количество изделий одного наименования, вошедших в совокупное изделие, определяет размер серии этого изделия.
Маршрутный комплект деталей (МКД) – это такая совокупность деталей, которая состоит из деталей, принадлежащих определенному заказу, и которая подлежит изготовлению на одном из производственных участков согласно его специализации.
В процессе производства МКД по своей трудоемкости должен быть таким, чтобы средняя продолжительность его изготовления на каждой группе взаимозаменяемых рабочих мест была близка к половине рабочей недели – это необходимо для обеспечения устойчивости плана-графика при сложившемся уровне возмущающих воздействий, которая равна задержке запуска деталей до полутора суток. Не все МКД имеют такую большую трудоемкость – в этом случае малые МКД следует объединять в МКД-комплексы.
Длительность производственного цикла изготовления МКД определяется при расчете объемно-календарного контура (ОКК) процесса изготовления МКД. ОКК является пространственно-временно́й моделью процесса изготовления МКД по группам взаимозаменяемых рабочих мест. Графически ОКК представляет собой параллельно-последовательную цепочку прямоугольников, высота которых отображает количество взаимозаменяемых рабочих мест, выделенных для изготовления МКД, а длина прямоугольника отображает продолжительность изготовления МКД на этой же группе взаимозаменяемых рабочих мест. Такой прямоугольник в модели получил название "комплекто- операция".
Каждая комплектооперация выполняется непрерывно, т.е. без внутрисменных простоев рабочих мест. Непрерывность загрузки рабочих мест обеспечивается за счет соблюдения нормативных опережений между комплектооперациями. Совокупный цикл изготовления МКД определяется по продолжительности ОКК, а не по длительности цикла изготовления ведущей детали с использованием средневероятностных статистических нормативов времени межоперационного пролеживания деталей.
Центральной задачей, сердцем всей МС ОУП является разработка сводного циклового графика подготовки производства и изготовления изделий. В условиях единичного и мелкосерийного производства, высокой обновляемости выпускаемой продукции строится сводный цикловой график, объединяющий подготовку производства и изготовление изделий. Согласования процессов подготовки производства и изготовления изделия можно добиться посредством соблюдения нормативных опережений (при устойчивой номенклатуре серийного выпуска продукции такое объединение не обязательно).
Сводный цикловой график выполнения заказов способствует организации ритмичной работы всех производственных участков. Если сводный цикловой график на межцеховом уровне обеспечивает согласование выполняемых работ по номенклатуре, срокам и объемам, то на внутрицеховом уровне центральным плановым документом является план-график работы производственного участка (см. блок 22 рис. 7.1).
План-график работы участка разрабатывается на основе сводного графика и предназначен для согласования загрузки групп взаимозаменяемых рабочих мест внутри каждого производственного участка при изготовлении МКД или СЕ. Непрерывная загрузка каждой группы взаимозаменяемых рабочих мест обеспечивается при полной стыковке (сопряжении) смежных, календарных контуров процессов изготовления МКД или СЕ.
План-график работы предметно-замкнутого участка для каждого МКД или СЕ четко определяет их моменты запуска в работу в целом на каждую группу взаимозаменяемых рабочих мест, детали каждого МКД могут произвольно запускаться в обработку. Оптимальная и вспомогательные очередности запуска деталей являются резервом мастера-плановика производственного участка по регулированию хода производства. Оптимальной очередностью запуска деталей в обработку является очередность запуска на минимизацию простоев рабочих мест. В качестве вспомогательных очередностей запуска деталей используется очередность запуска деталей по k-му элементу (где к – количество комплектоопераций в календарном контуре). Очередность запуска деталей по k-му элементу используется для компенсации возникших отклонений от плана-графика. При недостатке или избытке работ к запуску на k-й комплекто- операции на первую комплектооперацию запускаются детали, которые на к-й комплектоопераций имеют соответственно самую большую или самую малую трудоемкость среди совокупности деталеопераций МКД, подлежащих выполнению.
Оптимальная очередность и очередность запуска по k-му элементу формируются по нормативной таблице индексов структуры трудоемкости, которые рассчитываются по каждой операции детали и для всех деталей МКД (см. блок 16 рис. 7.1).
В МС ОУП для удержания производственного процесса в плане-графике используется регулирование хода производства по нормативу пропорций незавершенного производства. Традиционно учет незавершенного производства ведется по его натуральному составу (или количеству незаконченных деталей) и затратам на изготовление деталей. Учет натурального состава незавершенного производства необходим для обеспечения комплектного выпуска продукции. Учет затрат на изготовление деталей, находящихся в незавершенном производстве, необходим для определения объема валовой продукции и расчетов по ее себестоимости. Значительно больший интерес для ОУП представляет учет остаточной трудоемкости незавершенного производства как объема предстоящих работ.
Учет незавершенного производства по его остаточной трудоемкости дает возможность по отклонениям от норматива остаточной трудоемкости заблаговременно определять возникающие перегрузки отдельных групп взаимозаменяемых рабочих мест, т.е. создается возможность заблаговременно определять возникновение "узких" и "широких" мест в производстве, а это очень важно для организации ритмичной работы каждого производственного участка.
Например, одним из нормативов пропорций незавершенного производства (см. блок 9 рис. 7.1) являются нормативы пропорций остаточной трудоемкости незавершенного производства по деталеоперациям, возможным к запуску на каждую группу взаимозаменяемых рабочих мест. Норматив остаточной трудоемкости незавершенного производства, возможного к запуску на каждую группу взаимозаменяемых рабочих мест, численно равен такому объему работ, который может выполнять вся группа взаимозаменяемых рабочих мест за время нормативного опережения между смежными комплектооперация- ми по плану-графику работы участка.
Заключительным этапом календарно-плановых расчетов хода производства является формирование сменно-суточных заданий. Если фактическая остаточная трудоемкость незавершенного производства, полная и возможная к запуску, не противоречит соответствующим нормативам, то сменно-суточные задания каждому рабочему назначаются в соответствии с оптимальной очередностью запуска деталей МКД в обработку. Если возникают отклонения факта от плана остаточной трудоемкости незавершенного производства, то в первую очередь устраняются отклонения по остаточной трудоемкости незавершенного производства, возможной к запуску, как отклонения, ведущие к возникновению "узких мест" или внутрисменных простоев рабочих мест внутри планового периода. Во вторую очередь необходимо устранять отклонения факта от норматива по полной остаточной трудоемкости незавершенного производства, ведущие к возникновению внутрисменных простоев рабочих мест на стыке плановых периодов.
Если фактическая остаточная трудоемкость незавершенного производства, возможная к запуску или полная, отклоняется от соответствующих нормативов, то возникшие отклонения (если они не превышают 40% норматива) компенсируются запуском деталей по k-му элементу структуры; если появляются бо́льшие отклонения, то они компенсируются временной перестановкой рабочих с недогруженной группы взаимозаменяемых рабочих мест на перегруженную для работы в третью смену или на резервном рабочем месте. Переставляемые рабочие должны владеть смежными профессиями. Сменно-суточное задание каждому рабочему должно быть чуть выше его возможностей, с тем чтобы задание не сдерживало потенциальных возможностей рабочего по повышению его индивидуальной производительности труда.
Для качественного выполнения сменно-суточных заданий необходимо своевременное выполнение оперативной подготовки заданий. То есть к каждой производственной операции необходимо заблаговременно подготавливать предметы и средства производства, техническую документацию и, наконец, самого исполнителя. Здесь можно представить лишь упрощенную схему такой оперативной подготовки производства.
Прежде всего производится проверка обеспеченности месячного производственного плана цеху (участку) на наличие в цехе соответствующих заданиям заготовок, инструментов и приспособлений, технической документации, оборудования, программного обеспечения к станкам с ЧПУ и обрабатывающим центрам, средств технического контроля и исполнителей. Ежедневно на третьи сутки вперед должен составляться проект сменно-суточного задания, в котором указываются наименование деталей и их количество, номер и наименование операции, подлежащей выполнению, норма штучного времени и расценки на штуку и общая, разряд работы и фамилия исполнителя.
В специальном помещении по проектам сменно-суточных заданий осуществляются комплектация и проверка качества материалов, инструментов, приспособлений и документации на определенную операцию. Если обнаруживаются какие-либо несоответствия требованиям качества, то оперативная подготовка задания может быть продлена еще на двое суток для устранения замеченных отклонений. При отсутствии отклонений от требуемого качества материалов, инструментов, приспособлений и технической документации оперативная подготовка каждого задания выполняется в течение двух суток. Все комплектуется и укладывается на специальные перевозные или передвижные стеллажи и до подачи на конкретное рабочее место содержится в этом специальном помещении оперативной подготовки заданий. В оперативной подготовке заданий участвуют все цеховые службы по техническому обслуживанию производства, по технологической и производственной подготовке производства.
Формируется сменно-суточное задание участку, которое состоит из заданий, прошедших оперативную подготовку производства. Согласно этому заданию на каждое рабочее место подается свой стеллаж, предварительно укомплектованный всем необходимым для качественного выполнения технологических операций.
Такая организация оперативной подготовки производства позволяет устранить до 20% потерь рабочего времени, которые сегодня еще тратятся рабочими на самообслуживание рабочего места или на выполнение работ, не предусмотренных сменносуточным заданием. Теперь службы, занимающиеся оперативной подготовкой производства, могут осуществлять подготовку запуска деталей не вообще на месячный план, а каждый раз на конкретную смену, и поэтому должны выполнять строго определенный и посильный объем работ по оперативной подготовке заданий, что обеспечит равномерную загрузку самих исполнителей и значительно повысит качество обслуживания.
Для того чтобы служба ОУП могла координировать деятельность обеспечивающих основное производство служб, необходимо, чтобы она определяла цели и критерии их деятельности, а также активно участвовала в регулировании их работы при возникновении различных сбоев в обслуживании и обеспечении основного производства. Это обстоятельство отражено на рис. 7.1, где блоки 34–37, которые обычно не входят в состав задач подсистемы ОУП, включены как совместные работы для обеспечения слаженности и гармонии хода основного процесса производства с обслуживающими и обеспечивающими процессами.
На рис. 7.1 не представлены блоки по обеспечению упорядоченного движения деталей по типовым межцеховым и внутрицеховым технологическим маршрутам, не отражены связи подсистем, ОУП с подсистемами материально-технического обеспечения и сбытом готовой продукции; неполно выражены связи с подсистемами технико-экономического планирования и технической подготовки производства – так сделано из-за неозможности отражения всех динамических связей подсистемы ОУП с другими подсистемами ИСУ на одном рисунке.
Организационно маршрутная система оперативного управления производством включает комплекс календарно-плановых расчетов, которые имитируют ход производственного процесса, и тем самым она (МС ОУП) учитывает динамизм протекания производственного процесса. МС ОУП построена таким образом, что в ней экономически целесообразный (оптимальный) план подкрепляется специальным организационным механизмом сменно-суточного планирования, созданным для поддержания производственного процесса в плановом режиме, а в плане предусмотрено достижение высоких конечных результатов: своевременного и качественного выполнения плана поставок продукции, непрерывной и полной загрузки производственных подразделений и рабочих мест, поддержания минимально необходимого и комплектного незавершенного производства.
В отличие от известных базовых систем ИСУ в МС ОУП использованы наиболее эффективные формы и методы организации и оперативного планирования всего непоточного производства на любом машиностроительном предприятии:
• типовые схемы движения предметов труда в производстве (ТСД ПТ) как метод организации материальных потоков, обеспечивающий формирование рациональной производственной структуры предприятия, организацию однонаправленных материальных потоков и функционирование прогрессивной маршрутной формы организации производственного процесса;
• объемно-динамический метод (ОДМ) выполнения календарно-плановых расчетов, который обеспечивает согласование сроков выпуска продукции с равномерной и полной загрузкой плановых рабочих мест производственных участков;
• комплекс календарно-плановых расчетов, которые имитируют ход производственного процесса, и тем самым МС ОУП учитывает динамизм протекания производственного процесса;
• специальный организационный механизм сменно-суточного планирования, созданный для поддержания производственного процесса в плановом режиме.
Учет основных направлений совершенствования организации производства и планирования, таких как непрерывное совершенствование производственной структуры предприятия и упорядочение движения деталей до прямотока; непрерывное календарное согласование движения частей производственного процесса и поддержание минимально необходимого и комплектного НЗП; непрерывное согласование основного и вспомогательных производственных процессов по обслуживанию и обеспечению основного производства, постоянное целенаправленное резервирование производственных ресурсов при формировании объемно-цикловых планов-графиков хода производства на всех уровнях управления; полная реализация требований, предъявляемых к оперативному управлению и планированию производства, позволяет в рамках маршрутной системы оперативного управления производством организовать ритмичную работу всех производственных подразделений и предприятия в целом.