Фрезерная обработка заготовок
Фрезерование – процесс механической обработки с вращательным главным движением резания при постоянном радиусе траектории многолезвийного инструмента (фрезы) и хотя бы одним движением подачи, направленным перпендикулярно оси главного движения резания.
Для стандартных схем фрезерования движение подачи совершает стол с закрепленной на нем заготовкой. Традиционное фрезерование применяют при обработке горизонтальных, вертикальных и наклонных плоскостей, пазов и канавок различного профиля, изготовлении зубчатых колес.
В современных фрезерных станках используют комбинации движений – поступательных и угловых как заготовки, так и фрезы. Данные схемы позволяют осуществлять фрезерование объемного рельефа, поэтому они получили название 3D-фрезерования (рис. 11.43).

Рис. 11.43. Примеры 3D-фрезерования торцевой фрезой
Особенность процесса фрезерования заключается в прерывистости резания каждым зубом фрезы. Зуб вступает в контакт с заготовкой и выполняет работу только на некоторой части своего оборота, затем, продолжая движение, не касается заготовки до следующего врезания. В этот момент он охлаждается, что удлиняет срок службы фрезы. Каждый зуб имеет такие же элементы и углы, что и токарный резец, поэтому фрезу можно рассматривать как набор токарных резцов. Режущие зубья могут располагаться как на цилиндрической, так и на торцевой поверхности.
Классификация и конструкция фрез
По технологическому признаку различают фрезы для обработки плоскостей, пазов, шлицев, фасонных поверхностей, тел вращения, зубчатых и резьбовых поверхностей, разрезания материала и др.
По конструктивным признакам фрезы подразделяют по:
• расположению зубьев на исходном цилиндре – торцевые, цилиндрические, дисковые, двухсторонние, угловые, фасонные, концевые и др.;
• конструкции зуба – с остро заточенными и затылованными зубьями;
• направлению зуба – с прямыми, наклонными, винтовыми, равнонаправленными зубьями;
• конструкции фрезы – цельные, составные, со вставными зубьями, сборные;
• способу крепления – насадные, концевые с коническим или цилиндрическим хвостовиком;
• виду инструментального материала режущей части – из быстрорежущей стали, твердых сплавов, режущей керамики, сверхтвердых материалов.
Основные типы фрез показаны на рис. 11.44. Цилиндрические и торцевые предназначены для обработки плоскостей, дисковые (пазовые, двухсторонние, трехсторонние) – для фрезерования пазов, уступов и боковых поверхностей. Прорезные и отрезные фрезы используют для прорезания узких пазов и разрезания материалов, концевые – для обработки пазов, уступов и плоскостей шириной 0,8 от диаметра фрезы. Угловые применяют в основном для фрезерования стружечных канавок режущих инструментов и скосов, фасонные – для фрезерования фасонных поверхностей.
Конструкция фрезы определяет способ ее закрепления на станке. Фрезы с осевым отверстием кренят на оправках и называют насадными (рис. 11.44, а, б, з–л), имеющие цилиндрический или конический хвостовик называют хвостовыми (рис. 11.44, в–ж).
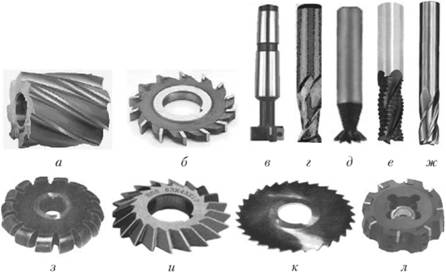
Рис. 11.44. Основные типы фрез:
а – цилиндрическая; б – дисковая трехсторонняя с прямыми зубьями; в – для Т-образных пазов; г – концевая; д – угловая для фрезерования пазов типа "ласточкин хвост"; е – хвостовая; ж – шпоночная; з – фасонная выпуклая для фрезерования полукруглых шлицов и пазов; и призматическая насадная; к – дисковая прорезная (шлицевая) и отрезная; л – торцевая насадная
Основные виды и схемы фрезерования
При цилиндрическом фрезеровании ось фрезы параллельна обрабатываемой поверхности. Работают зубья, расположенные на цилиндрической поверхности фрезы (рис. 11.45, а).
При торцевом фрезеровании (рис. 11.45, б) ось фрезы перпендикулярна обрабатываемой поверхности. В работе участвуют зубья, расположенные как на торцевой, так и на цилиндрической поверхности фрезы.

Рис. 11.45. Типы фрез:
а – цилиндрическая; 6 – торцевая
Торцевое и цилиндрическое фрезерование можно выполнять двумя способами: встречным фрезерованием – направление подачи противоположно направлению вращения фрезы, и попутным фрезерованием – направление подачи совпадает с направлением вращения фрезы.
При попутном фрезеровании (рис. 11,46, а) зуб начинает резание со слоя наибольшей толщины amax, поэтому в момент входа его в обрабатываемую заготовку происходит удар.

Рис. 11.46. Схемы фрезерования:
а – попутное; б – встречное
При встречном фрезеровании (рис. 11.46, б) процесс резания проходит спокойнее, так как толщина срезаемого слоя возрастает плавно, и, следовательно, нагрузка на станок растет постепенно. В первом случае заготовка прижимается к столу, а стол – к направляющим, благодаря чему повышаются жесткость инструмента и качество обработанной поверхности. Во втором случае фреза стремится оторвать заготовку от поверхности стола.
Демонстрация возможностей разных схем обработки показана на рис. 11.47.
Рис. 11.47. Схемы обработки различными фрезами