Эвольвентные шлицевые соединения
Эвольвентные шлицевые соединения имеют то же назначение, что и прямобочные, но отличаются только формой боковой поверхности зубьев и впадин. Эвольвентные шлицы представляют собой зубья эвольвентного профиля, характеризуемые модулем т, числом зубьев г и утлом зацепления (угол профиля принят равным 30°, что обеспечивает получение более толстого основания зуба). По сравнению с прямобочными шлицами эвольвентные обладают следующими преимуществами: технологичностью (для обработки всех типоразмеров валов с определенным модулем требуется только одна червячная фреза; во многих случаях можно обойтись только одним фрезерованием); возможно применение всех видов чистовой обработки зубьев - шевингование, шлифование и т. п.; прочностью (способностью передавать большие крутящие моменты, которая вызвана увеличением прочности элементов из-за постепенного утолщения зубьев к основанию, отсутствием концентраторов напряжений); точностью (детали эвольвентного соединения самоустанавливаются под нагрузкой и лучше центрируются).
Эвольвентные шлицы являются более предпочтительными.
Способы центрирования деталей эвольвентного соединения
В эвольвентных шлицевых соединениях, так же как и в прямобочных, используется три способа центрирования: центрирование по боковым сторонам л (получило наибольшее распространение); по наружному диаметру зубьев О (при необходимости точной соосности деталей на валу); центрирование по внутреннему диаметру й.
При всех способах центрирования возможно как подвижное, так и неподвижное соединение.
На рис. 5.38 покатаны: исходный контур (рис. 5.38, а) и форма зубьев вала и втулки при центрировании по наружному диаметру (рис. 5.38, г); исходный контур (закругленная форма дна впадины) (рис. 5.38, б) и форма зубьев вала и втулки при центрировании по боковым поверхностям зубьев (плоская форма дна впадины) (рис. 5.38, д)
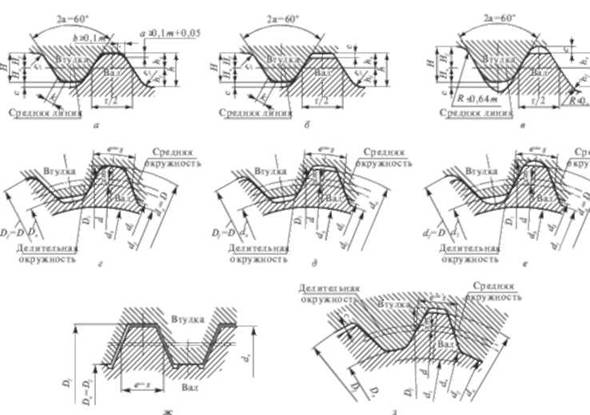
Рис. 5.38. Исходный контур, форма зубьев вата и втулки и способы центрирования деталей эвольвентного шлицевого соединения
закругленная форма дна впадины (рис. 5.38, е) исходный контур при центрировании по внутреннему диаметру (рис. 5.38, ж, з).
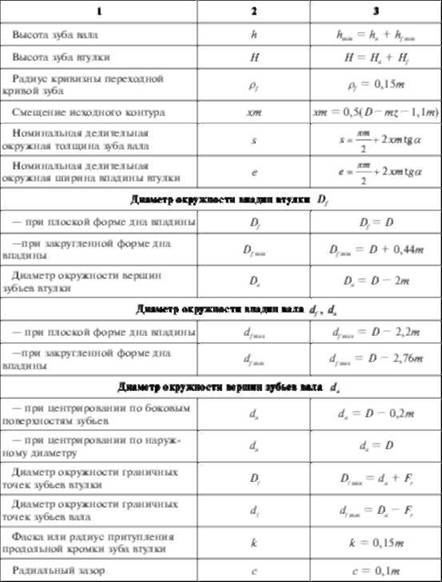
Основными элементами эвольвентного шлицевого соединения являются: номинальный (исходный) диаметр О; делительная окружная толщина зуба вала л* и ширина впадины втулки е (номинально 5 = е) диаметр основной окружности с1ь диаметр делительной окружности й смешение исходного контура хт делительный окружной шаг Р (табл. 5.28).
5.28. Соотношение между отдельными элементами шлицевого соединения

По наружному и внутреннему диаметрам шлицевых деталей с эвольвентным профилем зуба поля допусков и посадки в соответствии с ГОСТ 6033-80 задают по ГОСТ 25347-82.
Центрирование по боковым поверхностям зубьев. Этот способ центрирования является основным при применении эвольвентных шлицевых соединений. Точность соединения обеспечивается точностью ширины впадины (е) втулки и толщины зуба (5) вала.
На ширину впадин втулки и толщину зуба вала установлены специальные поля допусков, обозначаемые (для отличия от обычных полей допусков для гладких соединений) сначала числом, показывающим степень точности, а затем буквой основного отклонения.
Поля допусков на размер между боковыми поверхностями впадин втулки и зубьев вала заданы тремя отклонениями: £5 и й' -верхние отклонения, определяющие верхнюю границу полного (суммарного) допуска Т Е1е и е(е - отклонения, определяющие нижнюю границу той части Те или 7^ общего допуска, которая предназначена для отклонений собственно размера; Е1 и е - нижние отклонения суммарного допуска. На чертежах деталей указывают только предельные отклонения поля допуска Те(Т)у а нижнее суммарное отклонение используют в качестве начала отсчета отклонений при проектировании рабочей части комплексных калибров. Предельные отклонения ширины впадины втулки и толщины зуба вала отсчитываются от их общего номинального размера на дуге делительной окружности. На рис. 5.39 покатано относительное расположение установленных стандартом основных отклонений деталей и относительное расположение допусков размера и допусков формы и расположения.
Для ширины впадин втулки установлены 7, 9 и П-я степени точности, а для толщины зубьев вала - 7-11-я степени.
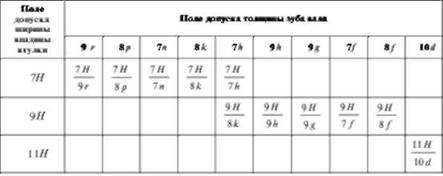
По ширине впадины втулки предусмотрено одно отклонение Я, а для толщины зуба десять основных отклонений (рис. 5.39): я, с, йу /, & Л, К п, Р, г (табл. 5.29).
5.29. Поля допусков ширины впадины втулки и толщины зуба вала

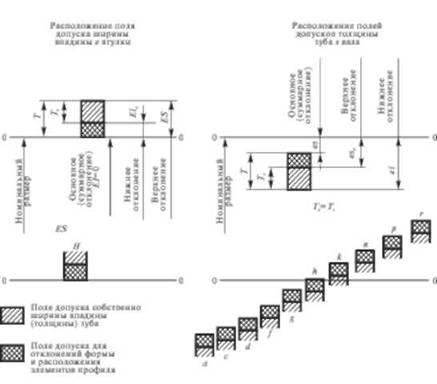
Рис. 5.39. Относительное расположение основных отклонений деталей, относительное расположение допусков размера и допусков формы и расположения
Установленные посадки по боковым поверхностям зубьев приведены в табл. 5.30.
5.30. Посадки по боковым поверхностям зубьев
ГОСТ допускает использование и других посадок, образованных сочетанием полей допусков (см. табл. 5.29).
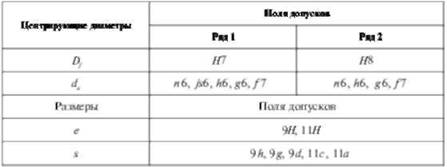
Центрирование по наружному диаметру. В табл. 5.31 приведены поля допусков (ГОСТ 6033-80) Ъп й№ е и л* при центрировании по наружным диаметрам /Х-и йй.
5.31. Поля допусков при центрировании по наружным диаметрам
Центрирование по внутреннему диаметру. Допуски и основные отклонения при центрировании по внутреннему диаметру приводятся в приложении к ГОСТ 6033-80 (этот тип центрирования используется редко).
В табл. 5.32 приведены поля допусков Dfy db, eus при центрировании по внутренним диаметрам D, и d.
5.32. Поля допусков при центрировании по внутренним диаметрам
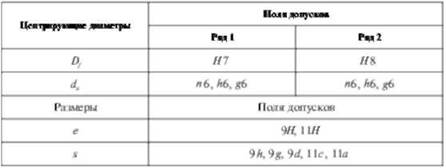
При выборе полей допусков ряд I следует предпочитать ряду 2.
Поля допусков нецентрирующих диаметров
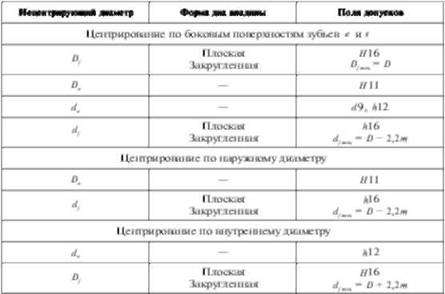
В табл. 5.33 приведены поля допусков нецентрируюших диаметров при различных способах центрирования.
5.33. Поля допусков не центрирующих диаметров
Условные обозначения звольвентных шлицевых соединений
Обозначение шлицевых эвольвентных соединений содержит номинальный диаметр соединения Д модуль т, обозначение посадки по центрирующим размерам; обозначение посадки по нецентрируюшим размерам; номер стандарта.
Примеры обозначения:
1) при центрировании по боковым сторонам зубьев О = 50 мм, т = 2 мм, посадка 9#/9#:
- соединения 50 х 2 х 9#/9# ГОСТ 6033-80;
- втулки 50 х 2 х 9Н ГОСТ 6033-80;
- вала 50 х 2 х 9# ГОСТ 6033-80;
2) при центрировании по наружному диаметру Д = 50 мм, т = 2 мм, посадка по центрирующему диаметру Н7/ф: посадка по боковым сторонам - 9Н/9Н:
- соединения 50 х Я7/#6 х 2 х 9Я/9А ГОСТ 6033-80;
- втулки 50 х Я7 х 2 х 9Я ГОСТ 6033-80;
- вала 50 х ¿6 х 2 х 9#6 ГОСТ 6033-80;
3) при центрировании по внутреннему диаметру О = 50 мм, т = 2 мм, посадка по центрирующему диаметру - Я7/#6; посадка по нецентрирующему диаметру - 9Я/9Л:
- соединения /50 х 2 х Я7/#6 х 9Я/9Л ГОСТ 6033-80 (/' - обозначает центрирование по внутреннему диаметру);
- втулки /' 50 х Я7 х 2 х 9Я ГОСТ 6033-80;
- вала /50 х ¿6 х 2 х 9А ГОСТ 6033-80.
Допуски и основные отклонения для диаметров окружности впадины втулки О, и окружности вершин зубьев вала йа принимаются по ГОСТ 25346.
Контроль шлицевых соединений
Элементы шлицевых соединений контролируют комплексными или поэлементными калибрами для внутренних и наружных шлицев.
На рис. 5.40 показаны три метода контроля шлицевых эвольвентных соединений.
Стандартный метод контроля осуществляют проходным комплексным и непроходным секторным калибром (контролируют суммарный допуск 7"). Допуск Те устанавливается в качестве справочного и не используется для принятия и отбраковки деталей.
Альтернативный метод А предусматривает проверку с помощью проходных комплексных калибров, непроходных секторных и комплексных калибров. Данный метод применяют для того, чтобы обеспечить максимально эффективный боковой зазор СУ тах.
Альтернативный метод В используют там, где не требуется контролировать погрешность формы и расположения шлицев.
Шлицевые соединения контролируют комплексными проходными и поэлементными непроходными калибрами. Комплексные калибры должны проходить по контролируемой поверхности под действием собственной массы. Контроль шлицевого вала или втулки комплексным калибром достаточен в одном положении калибра без его перестановки. Контроль поэлементным непроходным калибром должен проводиться не менее чем в трех различных положениях. Если поэлементный непроходной калибр проходит в одном из этих положений, то контролируемую деталь считают браком. Вместо поэлементных непроходных калибров допускается применять контроль шлицевых валов и втулок с помощью измерительных роликов.
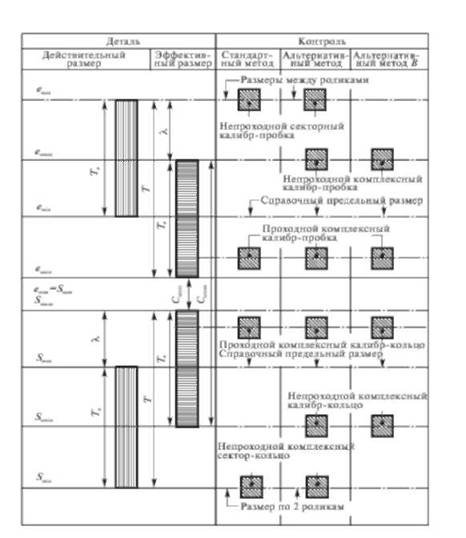
Рис. 5.40. Методы контроля шлицевых эвольвентных соединений
Если длина комплексного калибра менее 0,5 длины контролируемой поверхности, то необходимо проводить дополнительно проверку отклонения от параллельности Т7 сторон зубьев изделия.
Для контроля шлицевых валов и втулок шестой и более грубых степеней точности предназначены калибры 3-й степени точности, для контроля восьмой и более грубых степеней точности - калибры 4-й степени точности.