Допуски калибров
Взаимозаменяемость гладких изделий зависит от единства размеров, допусков и отклонений калибров и применяемых типов калибров. Стандарты на допуски гладких калибров (ГОСТ 24853-81 и ГОСТ 24852-81) распространяются на предельные гладкие калибры (пробки и скобы), служащие для контроля отверстий (внутренних размеров) и валов (наружных размеров) с номинальными размерами до 3150 мм и допусками IT6-ITM (ГОСТ 25346-89), а также на контрольные калибры, предназначенные для контроля калибр-скоб. Допуски калибров для контроля деталей, допуски которых отличаются от стандартных, но лежат в диапазоне /Т6-1ТМ, следует определять по квалитету, допуск которого является ближайшим к нестандартному допуску изделия.
На гладкие калибры установлены следующие допуски на изготовление (см. рис. 5.49; 5.50): Я - новых калибр-пробок для отверстий (Hs - тех же калибров, но со сферическими измерительными поверхностями); Я, - новых калибр-скоб для валов; Нр - контрольных калибров для скоб. Допуски на изготовление калибров зависят от величины допусков на изготовление контролируемых изделий.
При измерении предельными калибрами из-за погрешности их изготовления необходимо сместить настройку (установить приемочные границы) вне поля допуска контролируемой детали. В этом случае производственный (технологический) допуск /Тг расширяется до гарантированного значения /Т1ар.
Для всех проходных калибров поля допусков на изготовление Н(Н) и Я, смешены внутрь поля допуска /Г контролируемого изделия. Положение середины поля допуска калибра определяется величиной отклонения Z (для калибр-пробок) относительно наименьшего предельного размера контролируемого отверстия и d^ (для калибр-скоб) относительно наибольшего предельного размера контролируемого вала dmix.
По отклонениям Zw Z, и допускам калибров Н(Н) и Я, находят границы их полей допусков.
Износ проходных калибров ограничивается допустимым выходом размера изношенного проходного калибра за границу поля допуска контролируемого изделия (Dmin и d^). При размерах до 180 мм для проходных калибров, контролирующих отверстия и валы квалитетов 6-8, допускается выход размера изношенного калибра за границу поля допуска изделия на величину К и Yx соответственно. Для изделий квалитетов 9- 17 граница износа проходных калибров совпадает с проходным пределом изделия (У= У{ = 0). При размерах свыше 180 мм поле допуска не проходного калибра и границы износа проходного калибра смешены внутрь поля допуска изделия на величины "(для пробок) и щ (для скоб), называемые безопасными зонами, которые установлены для компенсации погрешностей контроля.
Поля допусков непроходных калибров для размеров до 180 мм симметричны относительно границы поля допуска изделия (DmM для пробок и dm]n для скоб), т. е. а = ах = 0.
Смешение полей допусков калибров и границ износа их проходных сторон внутрь поля допуска детали устраняет возможность искажения характера посадок и гарантирует получение размеров годных деталей в пределах установленных полей допусков.
Расчет исполнительных размеров калибров
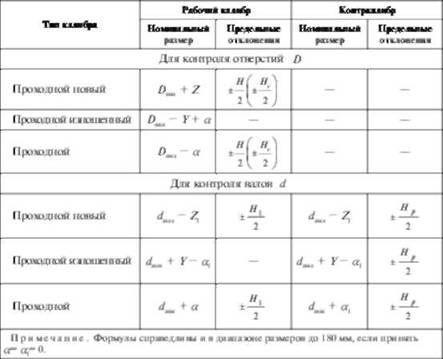
Исполнительными называют предельные размеры калибра, по которым изготовляют новый калибр. Они должны иметь допуск в виде одного отклонения, направленного в тело калибра, т. е. как для основного отверстия И и основного вала И. Поэтому исполнительный размер на чертеже скобы проставляют как наименьший предельный размер с положительным отклонением, на чертеже пробки и контрольного калибра - как наибольший предельный размер с отрицательным отклонением. Исполнительные размеры калибров определяют по формулам (ГОСТ 24853-81), приведенным в табл. 5.37.
Прежде чем рассчитать исполнительные размеры калибров, нужно найти предельные размеры контролируемой детали.
При подсчете исполнительных размеров калибров необходимо пользоваться следующим правилом: размеры рабочих калибров для контроля изделий квалитетов 15-17 следует округлять до целого микрометра; квалитетов 6-14 и всех контрольных калибров - до величин, кратных 0,5 мкм, при этом допуск на калибры сохраняется; размеры, оканчивающиеся на 0,25 и 0,75 мкм, следует округлять до величин, кратных 0,5 мкм, в сторону сокращения производственного допуска изделия.
Приведем примеры расчета исполнительных размеров калибров, используя формулы табл. 5.37.
Пример.
Определить размеры калибр-пробок для контроля отверстия ЗОЮ.
Решение. По ГОСТ 25347-82 находим предельные отклонения отверстия £5= ±21 мкм; £/= 0, тогда Dm" - 30,021 мм; Dmia = 30. По ГОСТ 24853-81 для отверстия размером 30 мм, квалитета 7 определим допуски и отклонения рабочих калибров, мкм: Н~ 4, Z~ 3, Y~3. Схема расположения полей допусков соответствует приведенной на рис. 5.49.
Используя формулы (табл. 5.37), найдем наибольший размер проходной новой калибр-пробки:
5.37. Формулы для определения размеров калибров в диапазоне диаметров 180-3150 мм

Исполнительный размер калибр-пробки, проставляемый на чертеже,

Наименьший размер изношенной проходной калибр-пробки

при достижении которого его нужно изъять из эксплуатации. Наибольший размер непроходной калибр-пробки

Исполнительный размер калибр-пробки, проставляемый на чертеже,

Пример.
Определить размеры калибр-скоб для контроля вала 30А6.
Решение. По ГОСТ 25347-82 находим предельные отклонения вала <а = +15 мкм; = +2 мкм, тогда ёЮ№ = 30,015 мм; ёЫл = 30,002 мм. По ГОСТ 24853-81 определим допуски и отклонения рабочих калибр-скоб и контрольных калибров, мкм: Я, = 4, 2Х = 3, Нр = 1,5, У] = 3 мкм. Схема расположения полей допусков соответствует приведенной на рис. 5.50.
Наименьший размер проходной новой калибр-скобы

Исполнительный размер проходной калибр-скобы, проставляемый на чертеже,

Наибольший размер изношенной проходной калибр-скобы

при достижении которого его нужно изъять из эксплуатации. Наименьший размер непроходной калибр-скобы

Исполнительный размер непроходной калибр-скобы, проставляемый на чертеже,

Далее определяем наибольшие и исполнительные размеры контрольных калибров (К-ПР, К-НЕ, К-И):

При маркировке на калибр наносят номинальный размер с буквенным обозначением поля допуска контролируемой детали, цифровые величины предельных отклонений детали в миллиметрах, тип калибра (например, ПР, НЕ, К-И) и товарный знак завода-изготовителя.
На рис. 5.51 приведен пример маркировки двустороннего двухпредельного калибра-пробки 60Я7 и калибра скобы 25А6.
Требования к шероховатости поверхностей гладких калибров (ГОСТ 2015-84) регламентируются параметрами шероховатости Яа

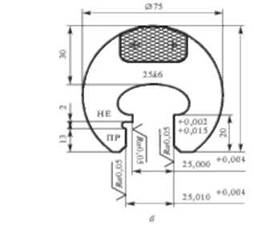
Рис. 5.51. Калибр-пробка 60Н7 (а) и калибр-скоба 25к6 (б)
(не более указанных значений в микрометрах) в зависимости от наименования поверхности: измерительные поверхности - 10% допуска (соответственно Я, Я,, Я,, Нр), но не более 0,2 мкм при допусках ГГ6-1Т12 и не более 0,4 мкм - свыше /Л2; поверхность заходных и выходных фасок калибров - 1,6; поверхность конуса 60° центровых отверстий и наружных вставок - 0,8 мкм; поверхность конуса 1:50 хвостовиков вставок - 3,2 мкм и отверстий ручек - 2,5 мкм; остальные обработанные поверхности - 3,2 мкм.