Обработка заготовок пилением
Пиление – способ обработки материалов многолезвийным инструментом (ножовкой, ленточной пилой, дисковой фрезой), обеспечивающий разделение заготовки и получение при этом плоских торцевых поверхностей.
Пиление как процесс механической обработки применяется в заготовительном производстве для разделения (разрезки) заготовок из проката и поковок на мерные полуфабрикаты. В зависимости от формы используемого инструмента к пильным станкам относятся:
• осциллирующие, в которых инструмент представляет собой прямое лезвие с зубьями (ножовочное полотно), выполняющее линейные возвратно-поступательные перемещения;
• циркулярные, в которых применяется круглый инструмент, внешняя кромка которого имеет зубья и который вращается с высокой скоростью. Такие инструменты называются прорезными или шлицепрорезными дисками (рис. 11.72);
• ленточнопильные, в которых используется очень длинное полотно пилы, одна кромка которого имеет зубья, а концы соединены для образования бесконечной ленты.
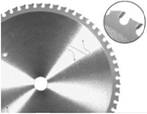
Рис. 11.72. Циркулярная пила
Процесс резания осуществляется на отрезных ручных дисковых (рис. 11.73) или ленточнопильных (рис. 11.74) станках.

Рис. 11.73. Дисковый станок

Рис. 11.74. Ленточнопильный станок
Ленточнопильные станки относятся к наиболее современному и прогрессивному оборудованию для разрезки заготовок, обеспечивающему высокую производительность и высокое качество реза. Они предназначены для резки заготовок круглой, прямоугольной формы и профилей из практически всех основных материалов: легких сплавов, цветных металлов, конструкционных, высоколегированных, нержавеющих и быстрорежущих сталей, высокопрочных чу- гунов (рис. 11.75, 11.76).
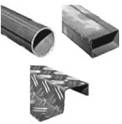
Рис. 11.75. Примеры разрезки заготовок

Рис. 11.76. Процесс пиления ленточной пилой круглых заготовок
Ленточнопильные станки имеют возможность выполнения разреза под любым заданным углом с высокой точностью, не требующей последующей доводки. Их используют как в единичном, так и серийном производстве, в ручном управлении (для единичного) и автоматическом цикле. Скорость резания в зависимости от твердости материала и конфигурации заготовки составляет 15–80 м/мин.
Ширина реза соответствует ширине разведенных зубьев Sp (рис. 11.77). Ножовочное полотно крепят так, чтобы зубья были направлены по направлению реза. Большое значение имеет правильная регулировка натяжения полотна: при слабом натяжении рез получается косым.
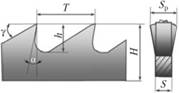
Рис. 11.77. Параметры пилы:
H – ширина пилы; S – толщина пилы; h – высота зуба; Т – шаг пилы; Sp – ширина разводки зубьев; α – передний угол; у – задний угол
Пилы с постоянным шагом используют для резки заготовок с постоянным поперечным сечением. Большой выбор пил с различной геометрией зуба обеспечивает потребности в разрезке как сплошных прутков большого диаметра, так и тонкостенных коробчатых конструкций. Пилы с переменным шагом (рис. 11.78) рекомендуются для резки заготовок с переменным сечением. Они имеют более широкий по сравнению с постоянным шагом рабочий диапазон применения, уменьшают вибрации и шум.
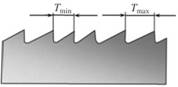
Рис. 11.78. Полотно пилы с переменным шагом
Самые современные конструкции ленточных пил имеют твердосплавные зубья (рис. 11.79, в) или зубья с твердосплавными частицами (рис. 11.79, б). У этих полотен очень высокая стойкость к износу. Они предназначены для резки высоколегированных сталей, цветных металлов, сплавов на основе кобальта, никеля и титана, закаленных сталей с твердостью до 62 HRC. Специальная геометрия зубьев служит для получения максимальной производительности, ленточное полотно из легированной стали обеспечивает высокую стойкость к изгибающим напряжениям. Наличие большого числа твердосплавных частиц на режущей кромке пилы обеспечивает получение ровной гладкой поверхности.

Рис. 11.79. Полотна:
а – обычное; б – с твердосплавными частицами зубьев; в – с твердосплавными зубьями
Полотна для эффективного резания и удаления стружки имеют разводку зубьев. Используют три вида разводки: вправо-влево, переменную, загребную (рис. 11.80).

Рис. 11.80. Схемы разводки зубьев пильных полотен:
а – вправо-влево; б – переменная; в – загребная
Разводка вправо-влево предназначена для резки сплавов из цветных металлов. У такого полотна в теле заготовки одновременно примерно на 1/3 больше режущих зубьев. Переменная разводка предназначена для резки углеродистых сталей.
Загребная разводка (с последовательностью зубьев вправо-влево-прямо) значительно улучшает удаление стружки для вязких материалов и материалов, резка которых приводит к обильному образованию стружки, благодаря снижению числа режущих зубьев при увеличении числа зубьев, выносящих стружку из пропила.