Обработка деталей из пластических масс и резины
Нагрев при изготовлении изделий из полимеров и пластических масс используют при операциях формообразования – для термопластичных и термореактивных материалов и отверждения – для термореактивных материалов.
Отличия в строении полимеров – основы пластических масс, каучуков – основы резин, с одной стороны, и металлов – с другой, определяют существенные отличия свойств этих материалов. Полимеры и каучуки в отличие от металлов могут находиться в вязкотекучем состоянии, когда возможно перемещение макромолекул друг относительно друга. Вязкотекучее состояние сохраняется в интервале температур Tт...Tл, т.е. выше температуры текучести вплоть до температуры деструкции (см. 12.1.1 и рис. 12.1). В этом состоянии полимеры легко принимают определенную форму, которую сохраняют после охлаждения, а детали из термопластичных пластмасс приобретают окончательные свойства. Детали из термореактивных пластмасс для дости-
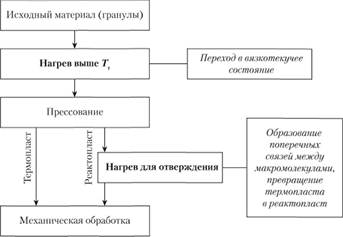
Рис. 15.15. Технологические маршруты изготовления деталей из пластических масс
жения окончательных свойств подвергают отверждению (рис. 15.15).
Исходные материалы для производства деталей из пластмасс – гранулы, порошки или листовой материал; деталей из резины – каучук (сырая резина) или листы. Одной из наиболее распространенных технологий производства деталей из пластмасс и резины является прессование. В матрицу пресс-формы, нагретую выше температуры Тт, загружают исходный материал (порошок, гранулы и др.). Материал, находясь в вязкотекучем состоянии, под действием давления заполняет формообразующую полость пресс-формы и приобретает ее форму, т.е. получается деталь.
Детали из термореактивных пластиков для придания окончательных свойств подвергают отверждениию, т.е. дополнительному нагреву, при котором между макромолекулами возникают поперечные связи (сшивание). Отверждение может выполняться в той же пресс-форме, где проводилось формообразование.
Окончательной термической обработкой при производстве резино-технических изделий является вулканизация – нагрев в парах серы, в результате которого образуются поперечные связи. При этом термопластичный каучук превращается в реактопласт – резину (см. 12.1.3 и рис. 12.7).
Окончательными операциями обработки изделий из пластических масс и резины могут быть резание, обрезка (обрубка) облоя и т.п., т.е. традиционные операции, применяемые при обработке металлов.
Приведем температуры формообразования и отверждения для некоторых распространенных полимеров, пластических масс и резины.
Полиэтилен – термопластичный полимер, производится при давлении 100 МПа и температуре 200...300 °С (полиэтилен высокого давления, ПЭВД) или при давлении 0,1...0,6 МПа и 150 °С (полиэтилен низкого давления, ПЭНД).
Изделия на основе эпоксидных смол – реактопласты – формуются при температуре 40...50 °С, отверждаются при 60...120 °С в течение 12...2 ч.
В качестве связки абразивных кругов используют термореактивную фенолформальдегидную смолу – бакелит (с алебастром в качестве наполнителя и отвердителем – уротропином). После приготовления смеси производится нагрев до 50...100 °С, при котором происходит переход бакелита в вязкотекучее состояние. В таком состоянии связка скрепляет частицы абразива, массе придают необходимую форму. Отверждение выполняют нагревом до 180...200 °С, в результате этой операции (бакелизация) абразивному кругу придаются окончательные свойства.
Изделия из резины изготавливают холодным прессованием сырой резины (каучука) с последующей вулканизацией при 130...200 °С. Вулканизация может быть совмещена с прессованием.