Литье в разовые песчаные формы
Литье в разовые песчаные формы пока остается наиболее распространенным способом получения отливок. Возможно получение отливок самой разнообразной конфигурации и размеров, из различных литейных сплавов, в условиях как единичного, так и массового производства. Отливка получается в результате заполнения расплавленным материалом полости литейной формы, изготовленной из кварцевого песка, глины и специальных добавок.
Глина является связующим и при оптимальном содержании воды (4–5%) придает формовочной смеси необходимую прочность и пластичность. Песок увеличивает пористость и, следовательно, газопроницаемость формовочной смеси. Кроме того, в нее вводят противопригарные добавки (каменноугольную пыль, графит), защитные присадочные материалы (борную кислоту, серный цвет) и другие ингредиенты. После затвердевания и охлаждения литейного материала (рис. 7.4) форму разрушают для извлечения отливки.
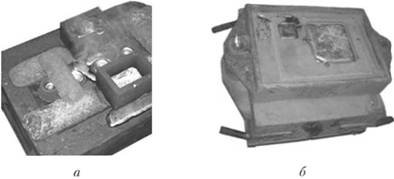
Рис. 7.4. Литейная форма:
а – после завивки; б – охлаждения
Способ позволяет получать отливки плотной структуры без газовой пористости, раковин, трещин и остаточных напряжений. Однако они имеют невысокую точность (14–17-й квалитет), чистоту поверхности (Rz = 320÷80) и, следовательно, большие припуски на механическую обработку. К недостаткам этого способа следует отнести не всегда удовлетворительные условия труда. Обрабатываемые материалы: чугуны, углеродистые и легированные стали, алюминиевые и медные сплавы. Для наглядности структурная схема этого метода литья представлена на рис. 7.5.
На этой схеме среди прочих показана операция выбивки.

Рис. 7.5. Схема технологического процесса литья в разовые формы
Выбивка – процесс удаления затвердевшей и охлажденной до нужной температуры отливки из литейной формы.
Технологическая оснастка
Литейная форма в большинстве случаев состоит из двух полуформ: верхней (рис. 7.6, а) и нижней (рис. 7.6, б). Их получают уплотнением формовочной смеси вокруг модели в специальных металлических рамках – опоках. Наличие двух полуформ необходимо для извлечения модели из формы.
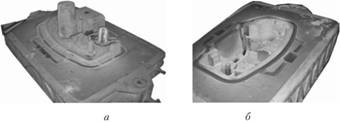
Рис. 7.6. Пример литейной формы:
а – верхняя половина; б– нижняя половина
Опока – это приспособление (рамка) для удержания формовочной смеси при изготовлении формы. Внешний вид разных опок показан на рис. 7.7.
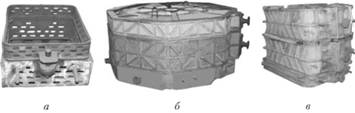
Рис. 7.7. Примеры опок:
а – пустая: б – с готовой формой; в – стопка из двух опок
Применяют в основном металлические опоки из чугуна, стали или алюминия. Деревянные используют в тех редких случаях, когда необходимо срочно изготовить небольшое число отливок. По конфигурации опоки бывают прямоугольными, круглыми и реже фигурными. Форму собирают из двух или нескольких опок, которые соединяют между собой штырями 1 (рис. 7.8) через центрирующие отверстия (ушки) 5, расположенные на боковых стенках.
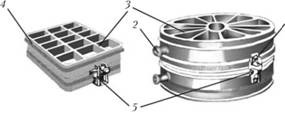
Рис. 7.8. Схемы опок:
1 – соединительные штыри; 2 – ручка; 3 – внутренние ребра; 4 – буртики; 5 – центрирующие отверстия
Для того чтобы формовочная смесь не выпадала, опока снабжена ребрами 3 и буртиками 4, которые расположены у плоскости разъема.
Для получения в отливке отверстий и внутренних полостей применяют литейные стержни (рис. 7.9).
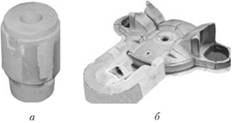
Рис. 7.9. Примеры стержней для формования внутренней полости отливки:
а – одиночный; б – система стержней
При заливке формы они обычно со всех сторон окружены расплавом, поэтому должны обладать высокой газопроницаемостью, прочностью, податливостью, выбиваемостью, что обеспечивается выбором соответствующей стержневой смеси и конструкции стержня. Для изготовления стержневых смесей используют кварцевый песок и самотвердеющие неорганические (жидкое стекло с добавкой 10%-ного раствора NaOH) или органические (фенолформальдегидная или карбамидофурановая смолы) связующие. Стержни изготовляют в стержневых ящиках.
В верхней полуформе с помощью соответствующих моделей выполняют воронку и систему каналов, по которым из ковша поступает литейный сплав в полость формы.
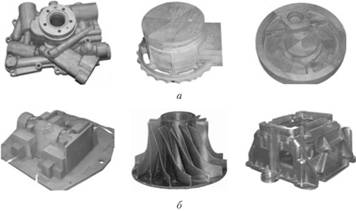
Рис. 7.10. Примеры моделей:
а – деревянные; б – пластмассовые
Модельный комплект – это совокупность технологической оснастки, необходимой для образования в литейной форме рабочей полости. В него включают следующие элементы: модели, модельные плиты, стержневые ящики и другие приспособления.
Модель – приспособление, с помощью которого в форме получают отпечаток, соответствующий конфигурации и размерам отливки.
Различают разъемные и неразъемные модели. Они могут быть изготовлены из дерева (рис. 7.10, а), чугуна, цветных металлов, пластика (рис. 7.10, б) – для коррозионно-стойких и сложных отливок высокой точности.
Модельная плита – это металлическая плита с закрепленными на ней моделями и элементами литниковой системы. Ее применяют при машинной формовке. Один из вариантов модельной плиты изображен на рис. 7.11.
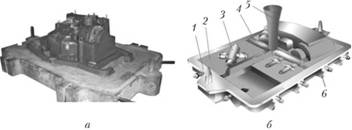
Рис. 7.11. Сборная модельная плита:
а – внешний вид; б – принципиальная схема; 1 – основная плита; 2 – съемный вкладыш; 3 – модель; 4 – модель коллектора; 5 – модель стояка; 6 – упорные плиты
Стержневой ящик – приспособление, служащее для изготовления стержней. Стержневые ящики бывают цельными, разъемными, вытряхными (рис. 7.12) и др.

Рис. 7.12. Основные типы конструкций металлических стержневых ящиков:
а – разъемный вертикальный; б – разъемный горизонтальный; в – вытряхной
Для единичного и серийного производства их изготовляют из дерева, для массового производства – из чугуна, алюминиевых сплавов, пластмассы. Части стержневого ящика соединяют с помощью штырей и скрепляют скобами или откидными барашками или крепят в зажимах машины.