Литье в кокиль
Кокиль (от франц. coquille) – металлическая форма из чугуна, стали или алюминиевых сплавов. Таким образом, сущность литья в кокиль состоит в применении литейных
форм, металлические части которых составляют их основу и формируют конфигурацию и свойства отливки. Пример внешнего вида кокиля приведен на рис. 7.22.

Рис. 7.22. Внешний вид кокиля для получения алюминиевых отливок
Отдельные элементы кокиля, главным образом стержни, формирующие сложные внутренние полости отливки, могут быть песчаными, керамическими или металлическими.
Стержни из песка на том или ином связующем предназначены только для разового использования.
Кокиль используют многократно (несколько тысяч раз). В качестве примера на рис. 7.23 показана схема, а на рис. 7.24 внешний вид разобранного кокиля с несколькими разъемами по горизонтали и вертикали для получения сложной пространственной отливки из алюминиевого сплава.
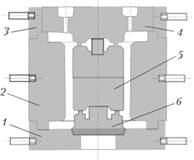
Рис. 7.23. Схема кокиля с несколькими разъемами по горизонтали и вертикали:
1 – нижняя часть формы; 2 – разъемные половины формы; 3 – верхняя часть формы; 4, 5, 6 – стержни

Рис. 7.24. Образец кокиля в разобранном виде
В кокилях получают точные отливки (12–14-й квалитет) с чистой поверхностью (Rz = 40÷10 мкм) массой до 200 кг. Повышенная скорость охлаждения способствует получению плотных отливок с мелкозернистой структурой, что повышает прочность и пластичность материала. К особенностям технологического процесса следует отнести нанесение на рабочую поверхность кокиля огнеупорного покрытия толщиной 0,3-0,8 мм, уменьшающего скорость его нагрева. Оно снижает разность температур по толщине кокиля, уменьшает температурные напряжения в нем и повышает его стойкость. В качестве огнеупорных материалов применяют пылевидный кварц, оксиды и карбиды металлов, графит.
После нанесения покрытия кокиль нагревают до рабочей температуры 150–350°С и устанавливают в него стержни. Части соединяют и скрепляют, затем заливают расплав. После охлаждения отливки до заданной температуры кокиль раскрывают и удаляют отливку. Из нее выбивают песчаные стержни, обрезают литники, прибыли. Затем цикл повторяется.
Скорость отвода теплоты от расплава и отливки можно регулировать, изменяя температуру нагрева кокиля перед заливкой.
Этот способ в сравнении с литьем в песчаные формы имеет ряд преимуществ:
• повышение производительности труда в результате исключения трудоемких операций смесеприготовления, формовки, очистки;
• более высокую точность размеров и малую шероховатость поверхности отливок;
• повышение механических свойств, плотности, образование мелкозернистой структуры;
• улучшение условий труда.
Недостатки способа:
• высокая стоимость кокиля, сложность и трудоемкость его изготовления;
• высокая интенсивность охлаждения расплава ограничивает возможность получения тонкостенных протяженных отливок;
• отсутствие у стенок кокилей газопроницаемости;
• неподатливый кокиль приводит к появлению напряжений, а иногда и трещин при изготовлении отливок со сложными очертаниями и переходами.
Существует разновидность этого метода – литье в облицованный кокиль. Сущность процесса заключается в том, что на рабочую поверхность металлического кокиля наносят достаточно толстый слой облицовки (4–6 мм), что позволяет резко повысить термическое сопротивление переносу теплоты от отливки к стенке, снизить скорость ее охлаждения и температуру рабочей поверхности. Рациональная область использования – массовое и крупносерийное производство отливок ответственного назначения из чугуна и стали массой до 200 кг.