Листовая штамповка
Листовой называют штамповку разнообразных но форме и размерам деталей из листового, ленточного или полосового материала, осуществляемую без значительного изменения его толщины. Изделия получают в результате пластического деформирования или разделения исходного материала в специальных инструментах – штампах, установленных на прессах. В основном используют механические и гидравлические прессы. Из первых наиболее широко применяют кривошипные.
Листовая штамповка широко применяется во всех отраслях машиностроения. Диапазон штампуемых листовых деталей очень большой – по габаритным размерам от нескольких миллиметров до 6–7 м; по толщине от десятых долей миллиметра до 100 мм и выше. Точность изготовления деталей достигает при обычной штамповке 11–12-х квалитетов, при зачистке, чистовой вырубке и калибровке 9–10-х квалитетов. Тонколистовой материал (толщиной до 4 мм) штампуют главным образом в холодном состоянии, толстолистовой (толщиной свыше 4 мм) – как в холодном, так и в горячем. Иногда после штамповки детали частично доделывают на металлорежущих станках: подрезают по торцу, сверлят отверстия малых диаметров и т.п.
Основные преимущества листовой штамповки:
• возможность изготовления прочных, легких и жестких тонкостенных изделий простой или сложной формы, получить которые другими способами затруднительно или невозможно;
• высокая производительность и экономное расходование металла;
• широкие возможности автоматизации штамповочных работ с применением для этого относительно несложных устройств;
• взаимозаменяемость деталей и высокая чистота поверхности.
Технологию листовой штамповки и конструкцию штам- пового инструмента выбирают в зависимости от размеров и формы детали, ее точности и серийности производства.
Операции листовой штамповки подразделяют на:
• разделительные, при которых одна часть металла отделяется от другой;
• формоизменяющие, при которых форма заготовок изменяется без их разрушения;
• комбинированные, при которых сочетаются разделительные и формоизменяющие переходы обработки;
• штампосборочные, при которых механически соединяются отдельные листовые штампованные детали.
Разделительные операции
К разделительным операциям относятся отрезка, разрезка, вырубка, пробивка, обрезка, надрезка, проколка, зачистка и др.
Отрезка – полное отделение части заготовки по незамкнутому контуру путем сдвига (рис. 9.18, а).
Разрезка – разделение заготовки на части по незамкнутому контуру путем сдвига (рис. 9.18, б).
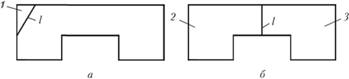
Рис. 9.18. Отрезка (а) и разрезка (б):
l – линия реза; 1 – отрезанная часть; 2, 3 – разрезанные части заготовки
Вырубка – разделение заготовки по замкнутому контуру для получения плоского полуфабриката или детали с заданной формой наружной поверхности (рис. 9.19). Пример формирования наружного контура зубчатого профиля приведен на рис. 9.20, а.
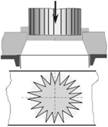
Рис. 9.19. Схема вырубки

Рис. 9.20. Примеры деталей, полученных вырубкой (а) и пробивкой (б)
Пробивка – образование в заготовке сквозных отверстий путем сдвига с удалением части материала в отход (рис. 9.21).

Рис. 9.21. Схема пробивки
При вырубке и пробивке характер деформирования заготовки одинаков. Эти операции отличаются только назначением. Пример получения отверстия в плоской детали приведен на рис. 9.20, б.
Вырубку и пробивку обычно осуществляют гидравлическими или электромеханическими прессами. При выполнении операций используют металлические пуансоны и матрицы. Пуансон вдавливает часть заготовки в отверстие матрицы. В начальной стадии деформирования происходят врезание режущих кромок в заготовку и смещение одной ее части относительно другой без видимого разрушения. Затем, как видно из рис. 9.21, отход отделяется от заготовки.
В мелкосерийном и единичном производствах для этих целей хорошо зарекомендовали себя гидравлические координатно-пробивные прессы с ЧПУ (рис. 9.22). Их характерной особенностью является наличие в конструкции револьверных головок и координатного стола. В револьверные головки (рис. 9.23) устанавливают комплект пуансонов заданной формы и размеров, необходимых для выполнения конкретного технологического процесса. Координатный стол предназначен для ориентации заготовки в рабочей зоне пресса.

Рис. 9.22. Внешний вид гидравлических координатно-пробивных прессов

Рис. 9.23. Револьверная головка координатно-пробивного пресса:
а – перед началом операции; б – в момент выполнения операции; 1 – корпус головки; 2 – пуансон в рабочем положении
Обрезка – отделение от детали технологического отхода. Иначе говоря, это отделение краевой части полого изделия (рис. 9.24) для обеспечения заданной постоянной по периметру высоты детали или краевой части плоского фланца для получения заданных формы и размеров.
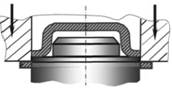
Рис. 9.24. Схема обрезки
Надрезка – неполное отделение части заготовки путем сдвига, причем разделяемые части не теряют связи между собой. На рис. 9.25 показана схема получения надрезки в плоской заготовке.
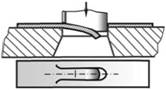
Рис. 9.25. Схема надрезки
Проколка – образование сквозных отверстий в листовой заготовке без удаления материала в отход (рис. 9.26).
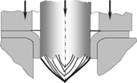
Рис. 9.26. Схема проколки
Зачистка – удаление мелких неровностей и шероховатостей но внутреннему или наружному контуру полуфабриката после вырубки или пробивки для получения точных размеров детали и малой шероховатости поверхности (рис. 9.27).
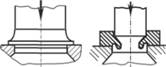
Рис. 9.27. Схема зачистки
Вырезка – полное отделение изделия от исходной заготовки по замкнутому контуру путем сдвига.
Высечка – полное отделение изделия от исходной заготовки по замкнутому контуру внедрением инструмента.
Просечка – образование отверстия в заготовке (рис. 9.28) внедрением инструмента – штампа (рис. 9.29) с удалением части металла в отход.

Рис. 9.28. Пример просечки

Рис. 9.29. Дыропробивной штамп
При разделительных операциях важную роль играет раскрой. Раскроем называют порядок расположения заготовок на листе, ленте или полосе. Наиболее экономичен такой вариант, при котором отходы материала в виде перемычек минимальны. Перемычками называются промежутки, остающиеся между вырубленными заготовками или между заготовками и краем листа или ленты.
Выбор способа раскроя зависит от геометрических форм деталей. О его качестве судят по коэффициенту использования металла η, который определяют по формуле

где F0 – полезная площадь; F3 – площадь заготовки.
Применяют раскрой прямой, наклонный, встречный, комбинированный, многорядный, с вырезкой перемычки (рис. 9.30).
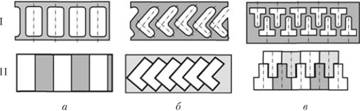
Рис. 9.30. Схемы раскроя материала с перемычками (I) и без перемычек (II):
а – прямой; б – наклонный; в – встречный
Прямой раскрой применяют для деталей простой формы – прямоугольной или квадратной; наклонный – для деталей Г-образной или другой сложной формы; встречный – в основном для деталей Т, П, Ш-образной формы. На рис. 9.31

Рис. 9.31. Пример прямого раскроя детали простой формы
показан прямой раскрой для детали простой формы. Когда отходы можно использовать, применяют комбинированный раскрой.