Допуски метрических резьб
Допуски метрических резьб с крупными и мелкими шагами для диаметров 1-600 мм регламентированы ГОСТ 16093-2004.
Резьба полностью определяется пятью параметрами: тремя диаметрами, шагом и углом наклона боковых сторон. Однако нормируются допусками лишь средний диаметр (для болта и гайки), наружный диаметр (1 (для наружных резьб - болта) и внутренний диаметр /), (для внутренних резьб - гаек).
Посадки с зазором
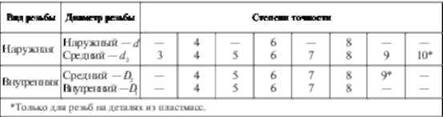
Стандарт регламентирует степени точности, определяющие значения допусков диаметров наружной и внутренней резьб (табл. 5.53), а также ряды основных отклонений (верхние для болтов и нижние для гаек) (табл. 5.54).
Основные отклонения, определяющие положение полей допусков относительно номинального профиля, зависят только от шага резьбы (кроме И и Н). Для резьб с данным шагом одноименные отклонения для всех диаметров (наружного, среднего, внутреннего) равны.
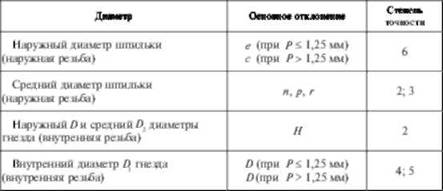
5.53. Степени точности диаметров внутренней и наружной резьб
5.54. Основные отклонения диаметров болтов и гаек

Все отклонения и допуски отсчитываются от номинального профиля в направлении, перпендикулярном оси резьбы (рис. 5.101). На схемах принято указывать половинные величины, полагая, что вторые половины расположены на диаметрально противоположных профилях.
Величины основных отклонений определяются по формулам:
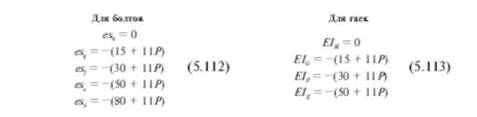
Второе предельное отклонение определяют по принятой степени точности резьбы (еі = ех - /Ті/; еі = ех - /Ті/,; £5 = £/ + /ТО,; £5 = ЕІ + /ТТЛ). Сочетание основного отклонения, обозначаемое буквой, с допуском по принятой степени точности образует поле допуска.
В табл. 5.55 приведены поля допусков, предусмотренных ГОСТ 16093-81.
Посадки могут быть образованы сочетанием любых полей допусков, приведенных в табл. 5.55. Предпочтительно сочетать поля допусков одного класса точности.
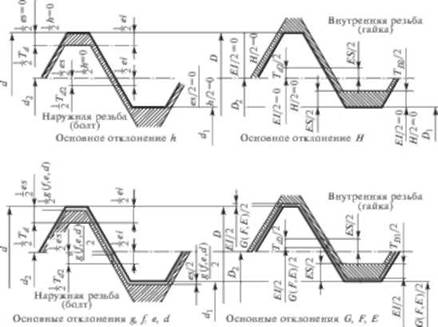
Рис. 5.101. Расположение полей допусков метрической резьбы болта и гайки при посадке с зазором
5.55. Поля допусков болтов и гаек для различных длин свинчивания и классов точности
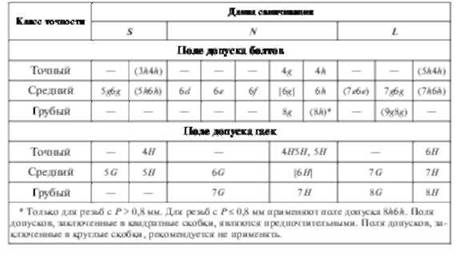
Длины свинчивании. Для выбора степени точности в зависимости от длины свинчивания резьбы установлены три группы длин свинчивания: 5-малые (меньше 2,24Л/0-2), Л^- нормальные (2,24Л/02 < Ы< 6,74Л/Л2) и ^-большие (больше 6,74А/а2) УиР-в мм). Длина свинчивания зависит от шага и диаметра резьбы.
Классы точности резьбы. Понятие о классах точности условное. На чертежах указываются только поля допусков, а классы точности используются для сравнительной оценки точности резьбы. Точный класс рекомендуют для ответственных статически нагруженных резьбовых соединений; средний класс - для резьб общего применения и грубый класс - при нарезании резьб на горячекатанных заготовках, в длинных глухих отверстиях и т. п.
Допуски резьбы. Оспошым рядом допусков для всех диаметров принят ряд по 6-й степени точности. Допуски диаметров резьбы для 6-й степени точности при нормальной длине свинчивания определяют по формулам:
- для среднего диаметра резьбы болта -

- для наружного диаметра болта
- для внутреннего диаметра гайки

- для среднего диаметра гайки

где /° берется в мм; й - среднее геометрическое крайних значений интервала номинальных диаметров; Г - в мкм.
Допуски остальных степеней точности определяют умножением допуска 6-й степени точности на следующие коэффициенты:
|
Степень точности |
3 |
4 |
5 |
7 |
N |
9 |
1(1 |
|
Коэффициент |
0,5 |
0,63 |
0,8 |
1.25 |
1.6 |
2 |
2,5 |
Допуски на внутренний диаметр </, наружной резьбы (болта) и наружный диаметр О внутренней резьбы (гайки) не устанавливают.
Посадки с натягом
Посадки с натягом по среднему диаметру используют в тех случаях, когда конструкция узла не допускает применения резьбового соединения типа болт-гайка из-за возможного самоотвинчивания в процессе работы под действием внешних факторов (вибраций, температур и т. п.).
Расположение полей допусков на диаметр резьбы с натягом показано на рис. 5.102.
Посадки с натягом предусмотрены только в системе отверстия.
Допуск среднего диаметра резьбы деталей, сортируемых на группы, является допуском на собственно средний диаметр (в отличие от резьб с зазором, где допуск на средний диаметр является суммарным), а не сортируемых на группы - суммарным.
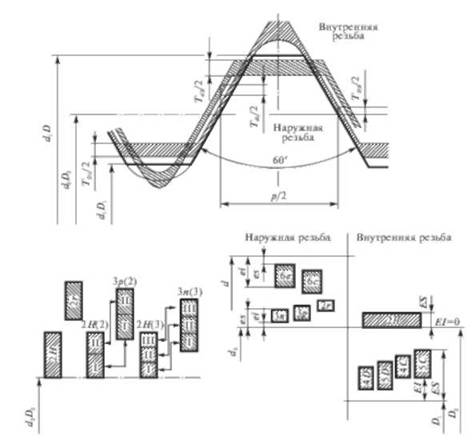
Рис. 5.102. Расположение полей допусков на диаметры резьбы с натягом
Допуски на внутренний диаметр наружной резьбы не устанавливают. Он ограничен предельными отклонениями формы впадин резьбы.
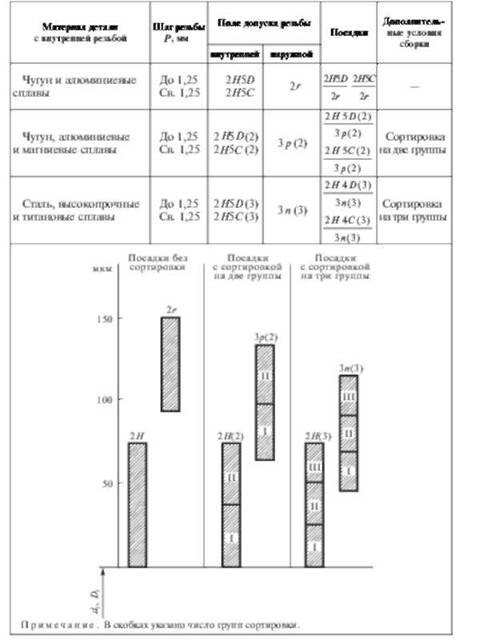
Для образования полей допусков используются основные отклонения и степени точности. В резьбах с натягом установлены следующие основные отклонения, зависящие от шага резьбы и степени точности диаметров (табл. 5.56).
5.56. Степени точности и основные отклонения наружных и внутренних диаметров резьб в соединениях с натягом
Поля допусков посадок с натягом приведены в табл. 5.57.
Для резьб с натягом устанавливаются также допустимые отклонения формы наружной и внутренней резьб, которые определяются разностью между наибольшим и наименьшим действительными значениями среднего диаметра. Их величина не должна превышать 25 % от допуска среднего диаметра.
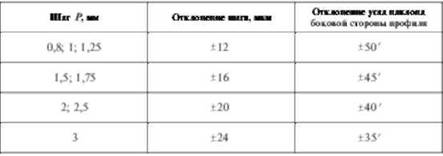
Стандартом установлены также отклонения шага и угла наклона боковой стороны профиля, которые относятся к стандартным длинам свинчивания (табл. 5.58).
Отклонения формы резьбы, отклонения шага и угла наклона не подлежат обязательному контролю, если это особо не оговорено.
Переходные посадки
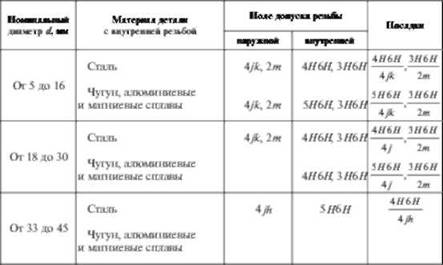
Допуски метрической резьбы для переходных посадок установлены для стальных деталей с наружной резьбой диаметрами от 5 до 45 мм, сопрягаемых с внутренней резьбой в деталях из стали при длине свинчивания / = (I...1,25)4 чугуна при / = (1,25...1,5)</, алюминиевых и магниевых сплавов при / = (1,5...2)4
5.57. Поля допусков диаметров резьбы в соединениях с натягом
5.58. Отклонения шага и угла наклона боковой стороны профиля для стандартных длин свинчивания
Поля допусков и их сочетания для получения переходных посадок приведены в табл. 5.59, а схема расположения полей допусков на рис. 5.103.
5.59. Поля допусков для получения переходных посадок в резьбовых соединениях
Переходные посадки применяют при одновременном заклинивании резьбы (наиболее распространенный способ заклинивания - затяг резьбового стержня с упором в сбег резьбы в деталях с внутренней резьбой). Во избежание деформации резьбы в отверстии предусматривают коническую зенковку.
Числовые значения основных отклонений среднего диаметра наружной резьбы рассчитываются по формулам:

В формулы значение Р подставляется в мм, а значение е/ получается в мкм.
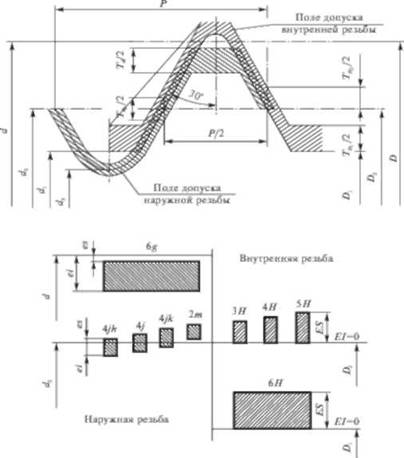
Рис. 5.103. Расположение полей допусков на диаметры резьбы в переходных посадках
Расчетные значения округляются до ближайших предпочтительных чисел ряда Да40.
Допуски средних диаметров наружной и внутренней резьбы определяются по формулам:

где а1 - среднее геометрическое отдельных значений интервалов номинальных диаметров резьбы по ГОСТ 16093-2004 в мм, Р - в мм, Т - в мкм.
Для резьб в переходных посадках, как и в посадках с натягом, установлены допустимые отклонения формы наружной и внутренней резьб, определяемые разностью между наибольшим и наименьшим действительными значениями среднего диаметра. Они не должны превышать 25 % от допуска среднего диаметра. Стандартом установлены также отклонения шага и утла наклона боковой стороны профиля, которые относятся к стандартным длинам свинчивания (см. табл. 5.58).Отклонения формы резьбы, отклонения шага и утла наклона не подлежат обязательному контролю, если это особо не оговорено.