Цикл PDCA
Стандарты процессов
• Стандартизация – это этап, предшествующий и подготавливающий инновации
• Обычно не увеличивает (non-cost or low-cost) стоимость продукта
Особенности стандартизации процессов
• В настоящее время самый лучший, легкий и безопасный путь улучшения:
• объективность, простота, заметность
• Только один действующий одновременно стандарт для всех сотрудников
• Совместимы с требованиями повышения качества, снижения стоимости и гарантированности поставок
• Показывают четкую связь между причиной и следствием
• Документирование «know-how»
Важно! Основа в самодисциплине:
• задача менеджмента убедиться, что стандарты утверждены, сотрудники им обучены и следуют
• без самодисциплины сотрудников стандарты не будут поддерживаться
Внедрение стандартов:
Это процесс, выполняемый параллельно циклу улучшений PDCA (plan-do-check-act), после его завершения цикл SDCA (стандартизовать - внедрить - проверить - выполнять).
Стандарт закрепляет любое улучшение. Если оно внедрено – то все без исключения сотрудники предприятия действуют по новой стандартизовано схеме
Цикл PDCA
Выполнение цикла PDCA (внедрение улучшения) – сам по себе абсолютно четко стандартизованный процесс. Каждый шаг, которого реализуется по четко установленной на данном предприятии процедуре.
Пример пошаговой инструкции ФОРД. Пример отчета о проведении PDCA
| Выгоды стандартизации Западный и восточный подходы к улучшению. Стандарт закрепляет любое улучшение. Если оно внедрено – то все без исключения сотрудники предприятия действуют по новой стандартизовано схеме |  
|
• Основа для тренингов и подготовки персонала.
• Основа для аудита и выявления проблем.
• Основа для внедрения передового опыта («Best Practices»).
• Управление (снижение) вариаций.
• Обеспечивает нацеленность менеджмента: обслуживание и улучшение процессов.
Три элемента стандартизованной работы:
• 1) Время такта (Tact Time)
• 2) Состав оборудования (материалов) для выполнения работы
• 3) Последовательность выполнения (порядок операций)
Если пункты 2 и 3 понятны, то пункт 1 попробуем рассмотреть более детально.
Понятие «Время такта»
Перепроизводство (запасы) – это худший вид потерь.
Ключевой вопрос: Каков должен быть темп работы: предприятия в целом (например, сколько автомобилей в день выпускать) и темп работы любого отдельного сотрудника!
· Спрос клиента -объем выпуска в единицу времени (смена, день, неделя, месяц …)
· Затрачиваемое время –время, необходимое на удовлетворение спроса
· Tact Time = Затрачиваемое время / Спрос клиента –время на выпуск единицы продукции
Пример расчета:
· Спрос: 1174 изделия за одну рабочую смену
· 1 смена = 8 часов (480 минут) минус 30 минут обеденный перерыв = 450 минут
· Время такта = 450*60 / 1174 = 23 секунды на 1 изделие.
Какие причины препятствуют точному заданию времени такта и вследствие этого увеличивают стоимость продукта?
Неспособность использовать полезно доступное время:
• перерывы, простой (major downtime)
• нарушения рабочего процесса (minor downtime)
• переналадка оборудования
• отклонения от графика работы
• неспособность определить уровень спроса
• брак, переделка (исправление)
Другой показатель, который часто путают со временем такта (Tact Time) – это время цикла (Cycle Time). Это цикличность выполнения ПОВТОРЯЮЩЕГОСЯ рабочего процесса на отдельно взятом рабочем месте.
Различают два типа времени цикла:
• 1) Общее время ручных операций на единицу изделия:
– не включает время простоя
– ориентируется на среднего работника
• 2) Машинное время цикла:
– общее операционное время работы оборудования
– включает время загрузки и разгрузки
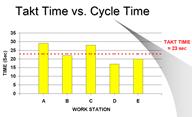
На графике слева представлено соотношение времени цикла и такта (для 5 рабочих мест). Но, мы помним, что все время на любом рабочем месте включает 3 части (рисунок в центре): создание ценности (Value added), потери, связанные с выполнением необходимых операций, но не создающих ценности и просто потерей.
Отсюда, реально график выглядит – ИНАЧЕ (справа в таблице)!
| 
| 
|
ШАГ 1. Поэтому, прежде чем, оптимизировать время цикла ко времени такта. Необходимо постараться УБРАТЬ ПОТЕРИ!

Какой ШАГ 2?
Вариант 1.
Рассчитаем требуемое число ОПЕРАТОРОВ (1 станция – 1 оператор)
· Число операторов = Суммарное время цикла / Время такта
· (23+18+12+15+16)/23 = 3,7 оператора
Таким образом, можно уменьшить число занятых операторов, разбросав операции со станции С по другим станциям.

Вариант 2.
Если требуется, можно попытаться сократить время такта. Например, с 23 секунд до 18 секунд.
Как получают реальное время цикла конкретного рабочего места?
Путем наблюдений! Специальные тренинги с двумя целями
· Наблюдение за временем цикла
· Цель наблюдать и фиксировать все точки разрыва (смена действий)
Последовательность наблюдений:
• Объяснить оператору, что выделаете и почему
• Просто наблюдать за работой
• Время наблюдения: несколько полных циклов
• Таблица наблюдений:
• Составить список всех точек смены действий
• Зафиксировать время каждого действия
• Отметить все используемые инструменты и выявленные проблемы
• Показать оператору и спросить не упущено ли что либо
• Вычислить полное время цикла
• Обсудить результаты совместно с оператором
Рекомендации:
• Число циклов наблюдения:
– Длительный процесс (> 1 мин): 3…4 цикла
– Небольшой процесс (< 1 мин): 10…12 циклов
• Использовать среднее время:
– не самого быстрого или медленного работника
• Отделить операции, не являющиеся частью цикла
Пример с тренингов – типовой бланк наблюдения за ходом процесса
Тема 6-2. Lean (показатели и макропоказатели)
· «Измерение (показатель) – это только верхушка айсберга (то, что лежит на поверхности). Так весьма опасно прокладывать дорогу»!