Самостійна робота. з курсу: «Виробниче навчання»
МІНІСТЕРСТВО ОСВІТИ І НАУКИ, МОЛОДІ ТА СПОРТУ УКРАЇНИ
НАВЧАЛЬНО-ВИРОБНИЧИЙ ЦЕНТР
УКРАЇНСЬКОЇ ІНЖЕНЕРНО-ПЕДАГОГІЧНОЇ АКАДЕМІЇ
Самостійна робота
з курсу: «Виробниче навчання»
студента 2 курсу в галузі «Професійна освіта»
за весняний семестр 2011-2012н.р. на дільниці метрології .
| Виконав студент : групи: ДЕН-I10-1 Чернобай С.А. |
(дата, підпис)
| Прийняв майстер виробничого навчання | Руденко Є.М. |
(дата, кількість балів, підпис) (П.І.Б)
Харків 2011-2012н.р.
Виды отклонений форм тел вращения. Причины и источники возникновения погрешностей при измерении.
В основу нормирования и систему отсчета отклонений формы поперечного сечения тел вращения положен принцип прилегающих профилей [1,2]. Под отклонением формы понимается отклонение действительного (реального) профиля изготовленной детали от номинального (геометрического) профиля, заданного чертежом (рис. 1).
Наибольшее расстояние от точек действительного профиля до прилегающей окружности по нормали к последней принимают за величину отклонения от круглости  . К дифференцированным (частным) отклонениям от круглости относят овальность и огранку (рис. 2). Огранка может быть с четным и нечетным числом граней. Минимальное число граней - три.
. К дифференцированным (частным) отклонениям от круглости относят овальность и огранку (рис. 2). Огранка может быть с четным и нечетным числом граней. Минимальное число граней - три.

2. Способы и средства измерений отклонений от круглости
При определении отклонений от круглости используют три способа измерений:
1) разностный, при котором определяется разность между последовательными значениями размеров действительного профиля;
2) сравнение с образцовой поверхностью на основе явления интерференции;
3) прецизионного вращения, при котором действительный профиль сравнивается с траекторией точного кругового движения.
Разностный способ реализуется в двух- и трехконтактных устройствах (рис.3).
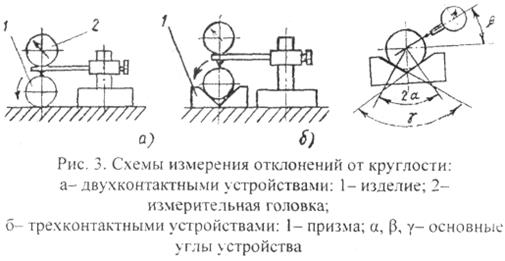
Двухконтактные устройства позволяют выявлять огранку с четным числом граней и овальность. Трехконтактные устройства представляют собой комбинацию призмы с заданным углом раскрытия и измерительной головки.
Колебание показаний измерительного устройства при повороте изделия связано с величиной огранки и коэффициентом воспроизведения К, зависящим, в свою очередь, от числа граней действительного профиля и углов  и
и  (табл. 1).
(табл. 1).
Сравнительные измерения отклонений от круглости отверстий в различных сечениях от 5 до 12 мм могут быть осуществлены с помощью интерференционного нутромера типа ИГ-88 (рис. 4).
Образцовой поверхностью нутромера является поверхность доведенного конуса 1, расположенного внутри проверяемого кольца 2. Величину отклонения определяют по интерференционной картине, возникающей в поле зрения окуляра 3 при взаимодействии пучков света, отразивших от исследуемой и образцовой поверхностей. Точность измерения достигает 0,03- 0,05 мкм.
Таблица 1.
Параметры трехконтактных устройств для контроля огранок с различным числом граней


Рис. 4. Схема измерения отклонений от круглости нутромером ИГ-88: 1- поверхность доведенного конуса; 2- проверяемое кольцо; 3-окуляр
Отклонение от круглости вала можно измерить в кольце (рис.5, а), диаметр которого равен диаметру прилегающей окружности. Это условие выполняется с помощью набора колец разных диаметров. Индикатор, установленный на кольце, позволяет сравнить профили сечения вращаемой детали с траекторией точного кругового движения, задаваемой внутренней поверхностью кольца.
Более точными и универсальными приборами для определения отклонений от круглости являются кругломеры, работающие по методу относительного прецизионного вращения измерительного наконечника и контролируемой поверхности с записью отклонений на диаграммном диске. Конструкции кругломеров подразделяют на два типа: а- с вращающимся измерительным наконечником / и неподвижной деталью (рис.5, б); б- с неподвижным наконечником / и вращающейся проверяемой деталью 2 (рис.5, в).

Рис. 5. Схемы измерения отклонений от круглости:
а- в кольце; б- кругломером с вращающимся измерительным наконечником / и неподвижной деталью 2; в- с неподвижным наконечником 1 и вращающейся проверяемой деталью 2
По принципу измерительных систем кругломеры могут быть электромеханическими, индуктивными или пневматическими. Перед измерением деталь центрируют, относительно оси вращения. Сигналы измерительной головки, предварительно усиленные и записанные в полярных координатах, представляют собой круглограмму, сравнение которой с прилегающей окружностью позволяет оценить отклонение от круглости проверяемой детали. .Техническая характеристика кругломеров приведена в таблице 2.
Таблица 2 Техническая характеристика кругломеров

3. Методы обработки круглограммы
Круглограмма представляет собой бумажный диаграммный диск 1 (рис. 6), с центром в точке О. В исходной прямоугольной системе координат точку О принимают за центр контура геометрического профиля поперечного сечения вала (см. рис.1).
Из точки О с угловым шагом 30° проведены двенадцать лучей 2.На каждый луч нанесена измерительная шкала 3 с ценой деления 2 мм (на рисунке измерительная шкала показана на одном луче, на остальных - только их первые деления 4). Контур круглограммы 5 представляет собой запись отклонений от круглости проверяемого вала в полярных координатах с началом координат в точке О. Запись выполнена с заданным коэффициентом увеличения F.
Традиционным Методом оценки отклонений от круглости тел вращения, в частности, вала является метод сравнения контуров круглограммы с прилегающей окружностью [3]. Прилегающую окружность 6 находят и проводят с помощью шаблона - прозрачной пластины, с нанесенными на ней концентрическими окружностями или с помощью циркуля.

Рис. 6. Круглограмма
Шаблон накладывают на круглограмму и перемещаю относительно её до тех пор, пока одна из окружностей с наименьшим диаметром не коснется контура круглограммы в наиболее выступающих точках А и В. Эта окружность с центром в точке С и будет прилегающей окружностью. Циркулем прилегающую окружность проводят аналогичным способом - перемещают ножку циркуля в разных направлениях относительно начала исходной системы координат (точки О) и подбирают окружность самого малого радиуса, описывающую контур круглограммы.
Значение отклонений от крутости  Lk в мкм определяют из выражения:
Lk в мкм определяют из выражения:

Здесь: Lk- точка пересечения луча с контуром круглограмм»: Lk1- точка пересечения луча с прилегающей окружностью; к=1,2...и (п- количество точек по числу проведенных лучей).
Значение отклонений от крутости Rk в мкм по второму методу, при котором измерение отклонений следует выполнять не по луч, а по нормали к прилегающей окружности, можно определить и; выражения

Измерения производят циркулем - измерителем с использованием линейки или с помощью одной линейки.
Для определения отклонений от крутости по третьему методу в качестве базы отсчета может быть принята средняя окружность 7 (см. рис.6), проведенная по принципу наименьших квадратов [4].
Абсциссу а и ординату Ь, а также радиус R1 определяют по формулам:


Измерения Хк, Yk, OLk производят с помощью циркуля -измерителя и линейки или с помощью угольника. Данные измерений вносят в таблицу 3.
Значения отклонений от крутости Rk 1 в мкм определяют из выражения

Расстояние С1 Lk измеряют с помощью циркуля- измерителя и линейки или одной линейки, а величина R1 берется из табл. 3.
Результаты вычислений по формулам (1), (2) и (3) вносят в таблицу 4.
Таблица 3 Данные измерении к расчету координат а и b центра С средней окружности, её радиуса R' и результаты их расчета




Таблица 4 Расчетные данные отклонений от крутости


Знак «+» или «-» указывает на то, что отклонение направлено во внутрь или наружу средней окружности. При последующих вычислениях значения отклонений выражаются их абсолютным.; величинами [6].
По данным табл. 4 находят наибольшие отклонения от круглости L наиб , Rнаиб, R1наиб (сумма наибольших отклонений направленных внутрь и наружу средней окружности) и определяют средние арифметические значения отклонений [5,7]:

Уточненные средние квадратические отклонения вычисляют по формулам [4,8]:


Полученные данные вносят в таблицу 5.
Таблица 5 Данные наибольших отклонений от крутлости и результаты вычислений средних арифметических значений отклонений и уточненных средних квадратических отклонений

Анализ данных табл.5 позволяет сделать следующий вывод: при определении отклонений от круглости тремя методами возможны расхождения их численных значений; для выбора оптимального метода по точности измерения необходимы дополнительные исследования.
Точность определения отклонений от круглости по вышеописанной методике может быть повышена при следующем условии и следующим образом. Если вблизи луча окажется точка на контуре круглограммы более удаленная от прилегающей или средней окружности, то эту точку следует при помощи циркуля по дуге перенести на близлежащий луч.