Описание ведущего оборудования
Сливкосозревательная ванна (рис. 2.1) имеет полуцилиндрическую форму, снаружи окружена рубашкой. Рубашка заполняется водой и подогревается паром через барботер 1. Давление пара 0,05 МПа. Переливная труба 2 поддерживает постоянный уровень воды в рубашке. Сливкосозревательная ванна имеет крышку 18, которая закрывается с помощью червячного механизма 15 ручного действия. Ванну устанавливают на фундамент с уклоном в сторону сливного крана 8.
Расположенная внутри ванны 9 мешалка 10 из труб одновременно является и теплообменником. Концы труб мешалки соединены с коллекторами, через которые подается и отводится теплоноситель или хладоноситель. Патрубки от подающего и отводящего коллекторов являются полуосями - цапфами, которые размещаются в самоустанавливающихся подшипниках 6. К качающимся в подшипниках цапфам присоединены изогнутые отводы с сальниковыми устройствами. Отводы фланцами 4 с другой стороны подсоединены к неподвижным магистралям, по которым подается и отводится тепло - или хладоноситель.
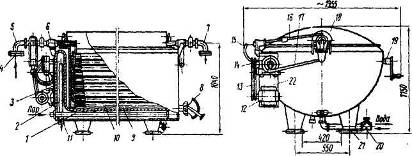
Рис. 2.1. Сливкосозревательная ванна ВСГМ
1 - трубчатый перфорированный барботер; 2 - переливная труба;
3 - корпус; 4 - фланец; 5 - отводы; 6 – п7одшипники; 7 - отводы;
8 - сливной кран; 9 - рабочая ванна; 10 - мешалка; 11 - спускной патрубок; 12 — электродвигатель; 13 - клин временная передача;
14 - редуктор; 15 - червячный механизм; 16 - тяга;
17 - кривошипно-шатунный механизм; 18 - крышка; 19 - рукоятка; 20 - патрубок для подачи воды; 21 - ножки; 22 - плита.
Мешалка совершает маятниковое движение, отклоняясь от вертикальной оси на 60-100°. Число качаний мешалки 12 в минуту. Качательные движения мешалке сообщает кривошипно-шатунный механизм 17, который приводится от электродвигателя 12 через клиноременную передачу и редуктор. Мощность электродвигателя 0,6 кВт. Угол качания мешалки регулируется специальным пальцем.
Техническая характеристика сливкосозревательных ванн приведена в табл. 2.1.
Для уменьшения трудоемкости операций по внесению сухого и сгущенного сырья в смесительные ванны на ряде предприятий используются специальные устройства для подъема и опрокидывания бочек. Потребляемая такими устройствами мощность составляет всего 1 кВт, а продолжительность рабочего цикла не превышает 4 с. Для этой же цели используют тельферы, подъемно-разгрузочные устройства.
Таблица 2.1 Техническая характеристика сливкосозревательных ванн
| Показатель | Сливкосозревательные ванны | |||
| ВСГМ-400 | ВСГМ-800 | ВСГМ-1200 | ВСГМ-2000 | |
| Рабочая емкость, л | ||||
| Теплопередающая поверхность мешалки, м3 | 0,7 | 1,13 | 1,7 | 3,0 |
| Занимаемая площадь, м2 | 2,73 | 4,13 | 5,3 | 7,1 |
| Масса, кг |
Фильтр А1-0ШФ (рис. 2.2) состоит из двух взаимозаменяемых камер, работающих поочередно. По мере засорения одну камеру отключают на очистку, а в работу включают вторую. Камеры имеют форму цилиндра и расположены горизонтально по обе стороны распределительного устройства 1, укрепленного на опорной стойке 7. Каждая камера состоит из корпуса 5 и сетчатого фильтровального цилиндра 6. Распределительное устройство 1 включает в себя корпус и пробковый кран 2.
Смесь для фильтрования подается в верхнее отверстие распределительного устройства и переходит в корпус фильтровальной камеры. Обтекая сверху фильтровальный сетчатый цилиндр, смесь выходит из камеры и поступает в нижнюю часть распределительного устройства. Из нижнего патрубка распределительного устройства смесь направляется в трубопровод для дальнейшей обработки. Производительность фильтра меняется от 2500 до 4600 кг/ч в зависимости от вида смеси. Смесь подается под давлением 0,2-0,25 МПа. Занимаемая фильтром площадь 0,4 м2, масса его 62 кг.

Рис. 2.2. Фильтр А1-0ШФ для смесей мороженого
1 — распределительное устройство; 2 — пробковый кран; 3 — гайка;
4 - ключ; 5 - корпус фильтра с ручкой;
6 - фильтровальная сетка цилиндра; 7 - стойка.
ГомогенизаторОГБ-М (рис. 2.3) горизонтального типа с одноступенчатой гомогенизирующей головкой состоит из станины 6, привода, кривошипно-шатунного механизма 8, блока 5, гомогенизирующей головки 4 и манометрического устройства 1.
Привод размещен в нижней части станины. От электродвигателя 2 через клиноременную передачу 3 приводится в движение кривошипно-шатунный механизм 8, который обеспечивает возвратно-поступательное движение плунжеров. Плунжеры (их 3) двигаются в трех камерном блоке 5, установленном на передней верхней части станины. В каждой камере имеются всасывающий и нагнетательный клапаны.
Гомогенизирующая головка (рис. 2.7, б) состоит из корпуса 3, гомогенизирующего клапана 2, седла клапана и распылителя 4. Манометрическое устройство 1 имеет корпус, в котором размещен манометр с трубкой, заполненной трансформаторным маслом.
Горячая смесь (60-80° С) фильтруется (фильтр располагается на всасывающей линии перед гомогенизатором) и поступает в гомогенизатор. При возвратном ходе плунжера смесь поднимает всасывающий клапан и проходит в рабочую камеру. Когда плунжер делает нагнетательный ход, смесь проталкивается и, поднимая нагнетательный клапан, проходит в нагнетательный коллектор плунжерного блока. Через отверстие в нагнетательном коллекторе смесь поступает в гомогенизирующую головку. Гомогенизация нагретой смеси осуществляется при прохождении ее через кольцевую щель между клапаном и седлом под большим давлением.
К основным факторам, обеспечивающим раздробление жировых шариков, относятся изменения давления и скорости потока смеси при прохождении его через гомогенизирующую головку.

Рис. 2.3. Гомогенизатор ОГБ-М
1 - рукоятка для регулирования давления; 2 - электродвигатель;
3 – клиноременная передача; 4 - гомогенизирующая головка;
5 - плунжерный блок; 6 - станина; 7 - ползун;
8 -кривошипно-шатунный механизм; 9 -коленчатый вал
Таблица 2.2 Техническая характеристика гомогенизатора типа ОГБ-М
| Показатель | Значение |
| Производительность, л/ч | |
| Рабочее давление, МПа | 12,5-17,5 |
| Диаметр плунжера, мм | 26,5 |
| Ход плунжера, мм | |
| Частота вращения коленчатого вала, с-1 | 4,33 |
| Мощность электродвигателя, кВт | |
| Занимаемая площадь, м2 | 0,77 |
| Масса, кг |
Автоматизированная пластинчатая пастеризационно-охладительная установка(рис. 2.4) состоит из пластинчатого теплообменника 6, уравнительного бака 2 с поплавковым регулятором, насоса 1 для подачи смеси из уравнительного бака в секцию регенерации, бойлера 10 для горячей воды, инжектора 11 для нагрева воды паром, насоса 9 для подачи горячей воды из бойлера в секцию пастеризации, перепускного клапана 3, цилиндрического выдерживателя 7, пульта управления 4. Установка соединяется трубопроводами с необходимой арматурой и укомплектовывается электрогидравлическими регулирующими клапанами подачи пара и рассола. В схему установки входит гомогенизатор марки А1-ОГА-2.5, размещенный между секциями пастеризации и регенерации. Установка занимает площадь 13,5 м2.
Теплообменник 6 состоит из четырех секций: пастеризации, регенерации, охлаждения холодной водой и охлаждения рассолом. Теплопередающие пластины (тип П-2) продеты через верхнюю и нижнюю штанги и в каждой секции собраны в пакеты. На каждой пластине выбит порядковый номер. Пакет представляет собой группу пластин, создающих одинаковое направление движения жидкости. Секции отделяются одна от другой промежуточными плитами. По углам плит расположены штуцера для прохода жидкостей. По краям каждой пластины приклеена резиновая прокладка, чтобы плотно зажать пластины во всех секциях нажимной плитой с помощью винтовых устройств, расположенных на концах верхней и нижней штанг.
Уравнительный бак 2, через который смесь поступает в пластинчатый теплообменник 6, должен всегда быть заполнен смесью до определенного уровня. Для автоматического поддержания смеси на необходимом рабочем уровне уравнительный бак 2 оборудован поплавковым регулятором прямого действия.
Выдерживатель 7 представляет собой трубу большого диаметра, проходя через которую пастеризованная и гомогенизированная смесь теряет скорость и, таким образом, еще 20-50 с выдерживается при температуре пастеризации.

Рис. 2.4. Автоматизированная пластинчатая охладительная установка для смесей мороженого
мороженое технологический фасовка закаливание
1- ротационный насос; 2 - уравнительный бак;
3 - перепускной клапан; 4 - пульт управления;
5 - термометр сопротивления; 6 – пластинчатый теплообменник; 7 - цилиндрический выдерживатель;
8 - гомогенизатор (в комплект установки не входит);
9 - насос для горячей воды; 10 - бойлер; 11- инжектор.
Перепускной клапан 3 служит для автоматического возврата недопастеризованной смеси в бак 2.
Перед пуском прижимают к стойке пластины в пластинчатом теплообменнике. Затем присоединяют трубопроводы для смеси, воды, пара, рассола. Установку промывают и стерилизуют.
Таблица 2.3 Технические характеристики пастеризационно-охладительных установок для смесей мороженого
| Показатели | Пастеризационно-охладительные установки производительностью, кг/ч: | |
| Производительность, кг/ч | ||
| Давление,МПа пара рассола | 0,05-0,25 0,05 0,25 | 0,2-0,25 0,2-0,25 |
| Расход, м3/ч: горячей воды холодной воды рассола | ||
| Расход пара, кг/ч | ||
| Общая поверхность теплообмена, м2 | 14,4 | |
| Установленная мощность, кВт | 3,5 | 5,5 |
| Масса, кг |
В настоящее время завод «Воронежпродмаш» предлагает пастеризационно-охладителные установки для смеси мороженого марки ООЛ. Для данной линии подойдет установка марки ООЛ-3 со следующими техническими характеристиками (табл. 2.4)
Таблица 2.4 Технические характеристики пастеризационно-охладительных установок для смесей мороженого марки ООЛ-3
| Показатель | Значение |
| Производительность, л/ч | |
| Температура молока, поступающего в аппарат, °С | |
| Температура охлаждения | 2-6 |
| Хладоноситель - вода ледяная | 0-1 |
| Диаметр трубопроводов для подвода и отвода продукта и ледяной воды, мм | |
| Габаритные размеры, мм, не более: длина ширина высота | |
| Масса, кг |
Автоматизированный пластинчатый охладитель марки А1-ООЯ-1,2 предназначен для быстрого охлаждения смеси в закрытом потоке тонким слоем.
Охладитель (рис. 2.5) устроен следующим образом. Две горизонтальные штанги с винтовыми зажимными механизмами 6 совместно с главной 1 и поддерживающей стойкой 7 образуют станину. Теплообменные пластины, разделительная 3 и нажимная 5 плиты продеваются штангами и плотно прижимаются к главной стойке зажимными устройствами 6. Охладитель имеет две секции: секцию охлаждения артезианской водой 4 и секцию охлаждения холодным рассолом 2. Он снабжен средствами автоматизации для поддержания и регулирования температуры смеси на выходе.

Рис. 2.5. Пластинчатый охладитель А1-00Я-2.5
1 - главная стойка; 2 - секция рассольного охлаждения;
3 - разделительная плита; 4 - секция водяного охлаждения;
5 - нажимная плита; 6 - зажимные устройства; 7 - поддерживающая стойка; 8 - пластина теплообменная; 9 -термометр сопротивления.
Пластины 8 (тип П-2) рифленые, штампованные из нержавеющей стали марки Х18Н10Т. Поверхность теплообмена одной пластины 0,2 м2. К пластинам приклеены резиновые прокладки, чтобы их можно было герметично прижать друг к другу и создать своеобразный поток жидкости. Общее количество пластин в аппарате 72 шт.
В комплект установки для охлаждения смеси кроме пластинчатого охладителя входят также уравнительный бак с поплавковым регулятором уровня смеси, насос для подачи смеси из бака в аппарат и пульт управления.
Таблица 2.5 Техническая характеристика пластинчатого охладителя А1-00В-2.5
| Показатели | Значения |
| Производительность, кг/ч | |
| Температура смеси мороженого,°С: поступающей в аппарат | |
| Температура рассола, °С: | -5...-7 |
| Установленная мощность, кВт | 2,2 |
| Занимаемая площадь, м2 | 1,7 |
| Масса, кг |
Вертикальный резервуар РМВЦ-6(рис. 2.6) устанавливается на трех опорах 13. Корпус имеет цилиндрическую форму. В нижней части корпуса расположен люк 5 для внутреннего осмотра и мойки, который закрывается шарнирно укрепленной крышкой. Сквозь крышку люка проходит консольный вал лопастной мешалки. Электродвигатель и редуктор мешалки крепятся к крышке люка. Ниже люка расположен краник 3 для взятия проб. Выше люка вмонтирована оправа для термометра 6. В верхней части корпуса находятся светильник 7 с контрольной лампой и смотровое окно. Верхнее и нижнее днища у резервуара сферические. С внешней стороны резервуар покрыт изоляцией 11из древесноволокнистых плит или пенопласта и металлическим кожухом 12.
Смесь подводится к патрубку 8, расположенному в верхнем днище, и заливается в резервуар через пеногасящую трубу. В центре нижнего днища находится сливной кран 1, который снабжен приспособлением 2 для его открывания на расстоянии. Количество смеси в резервуаре измеряют уровнемером поплавкового типа с сигнализатором максимального уровня. Всплывая, поплавок 9 воздействует на микропереключатель, в результате срабатывает сигнальная лампа. Техническая характеристика резервуаров для молока приведена в табл. 2.5.


Рис. 2.6. Резервуар РМВЦ-6 для хранения молока
1 - сливной кран; 2 - приспособление для открывания сливного крана; 3 - кран для отбора проб; 4 - привод мешалки; 5 - люк;
6 - оправа термометра; 7 - светильник; 8 - приемный патрубок;
9 - поплавок указателя уровня; 10 - корпус резервуара;
11 - изоляция; 12 - кожух; 13 - опоры резервуара; 14 - фундамент.
Таблица 2.6 Технические характеристики резервуара РМВЦ-6
| Показатели | Значение |
| Рабочая вместимость, л | |
| Толщина термоизоляции, мм | 37,5 |
| Коэффициент теплопередачи, Вт/м2 • °С | 1,45 |
| Частота вращения мешалки, с-1 | 5,6 |
| Мощность электродвигателя мешалки, кВт | 0,27 |
| Расчетное повышение температуры продукта при хранении за 12 ч, °С | |
| Занимаемая площадь, м2 | 4,37 |
| Масса, кг |
Фризер ОФИ (рис.2.7) состоит из станины, замораживающего цилиндра с мешалкой и ножами, насосов, расходного бачка для смеси с поплавковым клапаном, привода. Предназначен для выработки мороженого различных видов на молочной основе, в том числе с наполнителями (в виде порошка, пюре, сиропов), а также плодово-ягодного.
На станине 3 горизонтально расположен замораживающий цилиндр 7. Наружная поверхность рубашки цилиндра покрыта изоляцией и стальным кожухом. Спереди цилиндр закрывается крышкой, имеющей выходной патрубок для мороженого с трехходовым краном 6. В выходном патрубке расположен клапан противодавления, которым можно регулировать давление продукта в цилиндре.
Мешалка цилиндра состоит из наружного корпуса с окнами, внутренней лопасти, взбивателя и двух ножей. Взбиватель представляет собой кольца, соединенные четырьмя стержнями. Цапфа взбивателя вставляется в переднюю крышку цилиндра и таким образом обеспечивает взбивателю неподвижность. Ножи надеваются на шпильки. Корпус мешалки своей шейкой соединяется с приводным валом предохранительной латунной шпилькой. Шейка вала мешалки у выхода из задней крышки цилиндра уплотняется сальником.
Шестеренные продуктовые насосы 10 состоят из корпуса, двух крышек (передней и задней), двух шестерен. Вал ведущей шестерни уплотняется сальником из чашки и кольца. Внутри чашки заложена резиновая кольцевая прокладка, упирающаяся в пружину. Расходный бачок 9 крепится на кронштейне к стенке картера. Воздушная прослойка между стенками расходного бачка выполняет роль тепловой изоляции, уменьшающей нагрев смеси мороженого. Бачок снабжен поплавковым клапаном автоматического действия, через который поступает смесь и регулируется ее уровень. Внизу расположен кран для забора смеси. В бачке находится сетка для процеживания смеси.
Во внутренней полости станины расположены электродвигатель - привод мешалки и насосов фризера, системы передач и механизм вариатора.

Рис. 2.7. Фризер марки ОФИ
1 – аккумулятор жидкого аммиака; 2 – трубопровод жидкого аммиака; 3 - станина; 4 – регулирующий маховик вариатор;
5 – трехходовой аммиачный запорный кран; 6 – трехходовой кран выпуска мороженого; 7 – цилиндр ; 8 – двухрядная звездочка для привода мешалки; 9 – расходный бачок для смеси; 10 – продуктовые насосы; 11 – насадка для выпуска мороженого; 12 – пульт управления.
Холодильная система фризера ОФИ - аммиачная, циркуляционная. Под цилиндром 7 расположен аммиачный аккумулятор 1. Он представляет собой сосуд, в котором всегда содержится запас жидкого аммиака. В днище аккумулятора расположен инжектор. Жидкий аммиак под давлением конденсации (0,8-1,0 МПа) проходит фильтр и, разветвляясь, поступает к инжектору и к аккумулятору. Жидкий аммиак, выйдя из узкого сопла инжектора в виде струи, попадает в аккумулятор, при этом давление его снижается до давления испарения, а скорость резко возрастает. Приобретая большую скорость, эта струя захватывает жидкость из аккумулятора и поднимает ее по подающей трубе вверх во внутреннюю полость рубашки цилиндра.
Омывая стенки цилиндра, жидкий аммиак кипит за счет тепла смеси и мороженого, находящихся в цилиндре. Пары аммиака направляются во всасывающую магистраль через регулятор давления испарения аммиака.
Пуск фризера производят в определенной последовательности. Открывают запорные вентили на всасывающей линии аммиака, затем на жидкостной. Открывают запорные жидкостные вентили перед фризером и заполняют аккумулятор аммиаком до половины. Заполняют смесью расходный бачок. Немного приоткрывают регулятор давления испарения, для чего отпускают пружины, вывернув нажимной винт за маховичок. Открывают доступ смеси к продуктовым насосам. Включают электродвигатель, при этом ручку вариатора поворачивают в положение наименьшей скорости. Как только из цилиндра фризера пойдет смесь, открывают подачу аммиака к инжектору, переключают в рабочее положение трехходовой аммиачный запорный кран (повертывают рукоятку так, чтобы риска на штоке крана расположилась вертикально). При этом начинается питание аммиаком рубашки цилиндра.
Затем производят необходимую регулировку фризера, и, как только будет выходить мороженое требуемого качества, трехходовой выпускной кран переключается на подачу мороженого в насадку для расфасовки.
Смесь для мороженого подается в расходный бачок фризера самотеком или насосом через поплавковый клапан. Из расходного бачка ее забирает насос первой ступени и подает к насосу второй ступени. Насос второй ступени имеет большую производительность, работает с недогрузкой, поэтому подсасывает воздух через специальный воздушный клапан. Насыщенная воздухом смесь непрерывно подается под давлением насоса второй ступени в рабочий цилиндр, и под действием этого давления выдается готовое мороженое.
Корпус мешалки цилиндра, внутренняя лопасть ее и ножи вращаются в одном направлении, а взбиватель неподвижен. При вращении мешалки лопасть отбрасывает продукт на стержни взбивателя, ножи прижимаются к стенкам цилиндра и непрерывно срезают с них тонкий слой намерзающего мороженого. При выходе мороженого из цилиндра давление падает, и воздушные пузырьки расширяются, увеличивая взбитость мороженого.
Мороженое из цилиндра вытесняется сплошной струей насосом второй ступени. Оно идет по выходному патрубку через открытый трехходовой продуктовый кран, преодолевая сопротивление пружины клапана противодавления.
Остановку и выключение фризера производят в следующем порядке. Прекращают подачу смеси в расходный бачок и переключают трехходовой запорный аммиачный кран в нерабочее положение. Затем закрывают запорные вентили на инжекторной линии перед поплавковым регулятором уровня.
Как только из фризера пойдет жидкая смесь, устанавливают вариатор в средне положение и выключают электродвигатель. Закрывают главный жидкостный вентиль у фризера. После остановки фризер разбирают и моют.
Таблица 2.7 Технические характеристики фризера ОФИ
| Показатели | Значение | |
| Производительность, кг/ч | 250-400 | |
| Емкость расходного бачка для смеси, л | ||
| Размеры цилиндра, мм | длина | |
| Внутренний диаметр | ||
| Поверхность охлаждения цилиндра, м2 | 0,25 | |
| Давление фризерования смеси, МПа | До 0,5 | |
| Температура кипения аммиака или температура рассола | -30..-37 | |
| Занимаемая площадь, м2 | 1,82 | |
| Масса, кг |
Экструзионно-формовочный автомат фирмы «RHEON» модель Cornucopia® KN135(рис. 2.9) способен работать с разнообразными видами пищевых материалов, начиная от кондитерских масс и заканчивая мясными и рыбными фаршами. Cornucopia® KN135 снабжен новым запатентованным видом диафрагмы, благодаря которой можно получать продукцию высшего качества. Автомат производит изделия массой от 10 грамм до 150 грамм. Также возможно использование разнообразных дополнительных опций, таких как «Устройство для внедрения цельной начинки».
Размер изделия  (10 ~ 150 г)
(10 ~ 150 г)
Соотношение начинки и оболочки  (1:0 ~ 0:1)
(1:0 ~ 0:1)
Длина изделия 
Рис. 2.8. Способы формования автоматом фирмы Rheon

Рис. 2.9. Экструзионно-формовочный автомат Rheon Cornucopia® KN135
Процесс формования изделия происходит следующем образом: продукт загружаются в специальные бункера. Далее происходит постепенное нагнетание ингредиента в формовочный узел автомата, где осуществляется точная дозировка изделия. Затем, экструзия отсаживается с помощью диафрагмы. При использовании начинки диафрагма не обрезает, а завальцовывает изделие и начинка равномерно распределяется внутри.
Таблица 2.8 Технические характеристики экструзионно-формовочный автомата Rheon Cornucopia® KN135
| Показатели | Значение |
| Масса заготовки сферической, круглой или цилиндрической формы, г/шт | 10-150 |
| Количество изделий (максимум), шт/мин | |
| Масса одной заготовки форма брикет | ограничений нет |
| Производительность (при непрерывной экструзии), кг/ч | |
| Мощность, кВт | 1,09 |
| Загрузочная емкость, л |
Экструзионно-формовочный автомат Rheon WN055(рис. 2.10) легкий в обращении, возможна легкая переналадка с сорта на сорт. Имеет точное дозирование компонентов (машина имеет блок памяти до 100 рецептур, достаточно ввести лишь код изделия), точное соотношение начинки и оболочки, которое может меняться в зависимости от выбранной рецептуры. Возможен выпуск изделий, как с начинкой, так и без начинки, размер изделий легко регулируется в широком диапазоне. Машина работает без шума и моется обычной проточной водой. Возможно использование начинок разной консистенции и дисперсности.
В качестве начинки подходят следующие ингредиенты: повидло, варенье, фруктово-ягодная масса; ореховая масса с твердыми частицами; нуга; массы шоколадные, конфетные и маковые; вареное сгущенное молоко; рыбные, мясные, сырные, овощные и многое другое.
При базовой комплектации насадок автомат выпускает изделия: сферической и цилиндрической формы, а также непрерывную экструзию (форма рулет). Для расширения ассортимента можно использовать дополнительные опции.
Экструзионно-формовочный автомат «Rheon WN055» выпускает продукцию в два ряда. По своим возможностям автомат соответствует работе двух однорядных формовщиков «Cornucopia™ KN135».

Рис. 2.10. Экструзионно-формовочный автомат Rheon WN055
Преимущества автомата в его компактности, наличии модернизированного и более расширенного пульта управления. Автомат имеет больше контролирующих компонентов, в следствие чего продукция, произведенная на этом оборудовании, безупречной формы и высшего качества.
Пульт управления автомата включает в себя монитор «Touch Screen». Нажатием на экран, Вы можете переходить от одной программы к другой, от одной функции к другой. Несомненно, вы будете получать невероятное удовольствие, работая на этом сверхлегком в управлении и послушном автомате.
Таблица 2.9 Технические характеристики экструзионно-формовочный автомата Rheon WN055
| Показатели | Значение |
| Длина, мм | |
| Ширина, мм | |
| Высота, мм | |
| Вес, кг | |
| Мощность, кВт | 4,3 |
| Вместимость бункеров, л | |
| Вес изделия, г | От 20 до 120 |
| Количество изделий, максимальное, шт/ч | |
| Длина изделия, максимальная, мм | |
| Производительность, максимальная, кг/ч |
Ленточный скороморозильный аппарат АПС-450(рис. 2. 11)предназначен для замораживания мелкоштучных продуктов питания, например ягод, фруктов, пельменей, блинчиков, мясных продуктов, мороженого и т.д. Продукт поступает в аппарат и перемещается в нем с помощью конвейерных лент. Скорость движения лент регулируется плавно и в широком диапазоне. Ленты выполнены из тканеполимерных или резинотканных материалов, допущенных для контакта с пищевыми продуктами. Замороженный продукт через приемный бункер выводится для подачи на расфасовку.

Рис. 2.11. Ленточный скороморозильный аппарат АПС-450
Продукт, находясь на ленточном конвейере, обдувается потоками холодного воздуха под высоким давлением, направленными на его верхнюю и нижнюю поверхности, благодаря чему происходит быстрое замораживание с минимальными повреждениями структуры продукта и минимальной усушкой в среднем 0,4%.
Транспортные системы могут иметь различное конструктивное исполнение: сетчатый (прямолинейный или спиральный) или ленточный конвейер из нержавеющей стали, люлечный или пространственный конвейер. Туннели удобны для встраивания в технологическую линию (подготовка, технологическая обработка, фасовка, замораживание, упаковка) и характеризуются постоянной производительностью, измеряемой в килограммах замороженной продукции в час. Конструкция туннеля, как правило, оптимизирована под определенный вид (размер) продукта и переход на другой продукт приводит к потере производительности.
Теплоизоляция аппаратов выполнена из "сэндвич" панелей с применением ППУ и окрашенной оцинкованной стали. Металлоконструкции изготовлены из нержавеющей стали.
Таблица 2.10 Технические характеристики ленточного скороморозильного аппарата АПС-450
| Показатели | Значение |
| Производительность замораживания при температуре продукта (от tнач=+15°C до tкон=-18°C), кг/час | |
| Температура воздуха в камере аппарата, °С | -30±2 |
| Время заморозки от tнач= +15°C до tкон=-18°C, мин | 25..35 |
| Хладагент | R-22 |
| Электропитание, В, Гц | 380, 50 |
| Габаритные размеры: длина, мм ширина, мм высота, мм | |
| Тип агрегата | АКК-50В |
| Установленная мощность, кВт аппарата оттайки агрегата | 4,7 64,7 |
Агрегат глазированияпредназначена для равномерного полного покрытия глазурью изделий в процессе их непрерывного транспортирования.
Корпус АГШ выполнен из окрашенного металла или нержавеющей стали (материал выбирает заказчик). В корпусе установлена темперирующая емкость с встроенным насосом для подачи шоколадной глазури. Над темперирующей емкостью установлен сетчатый транспортер, состоящий из двух частей: приемной - для приема продукции, и рабочей - для глазирования или декорирования продукции. Внутри транспортера установлен нижний разливочный блок, используемый для глазирования нижней части продукции. Над транспортером установлена термокамера, в которой находится рабочая зона. Внутри, над рабочим транспортером, расположен верхний разливочный блок, используемый для нанесения на изделие равномерного слоя шоколадной глазури по всей ширине транспортерной сетки. Также в рабочей зоне установлено сопло для сдува излишков глазури.
Таблица 2.11 Технические характеристики агрегатов глазирования АГШ
| Показатели | Значение | ||
| АГШ 400 | АГШ 600 | АГШ 800 | |
| Производительность, кг/ч | |||
| Рабочая ширина сетки, мм | |||
| Скорость движения сетки, м/мин | 0,5-4,5 | 0,5-4,5 | 0,5-4,5 |
| Производительность по глазури, толщиной 1,5-2,0 мм, м2/мин | 0,21-1,50 | 0,33-2,38 | 0,45-3,25 |
| Объем загрузочной термоемкости, м3 | 0,05 | 0,12 | 0,18 |
| Объем воды в терморубашке, м3 | 0,065 | 0,097 | 0,13 |
| Максимальная высота изделия, мм | |||
| Напряжение (3-х фазное с изолированной нейтралью),В | |||
| Установленная мощность, кВт | 3,5 | 6,3 | 6,3 |
| Дина, мм Ширина, мм высота, мм | |||
| Масса АГШ, не более, кг |
На панели управления, установленной в верхней части АГШ, расположен измеритель-регулятор, контролирующий температуру шоколадной глазури и воды.
Инверторы OMRON регулируют скорость движения транспортера, насоса подачи глазури и мощность воздушного потока для сдува излишков глазури.
Горизонтальная упаковочная машина «Линепак ФА» (рис. 2.13) предназначена для упаковки штучных изделий в трех шовные пакеты Flow-Pack. Упаковочная машина может использоваться для работы с молочными продуктами (брикеты творожной массы, предварительно упакованные в пергамент, творог, мороженое) в условиях повышенной влажности и входить в состав линии глазированных сырков.
Специально для работы в условиях повышенной влажности линия выполнена из нержавеющей стали. С целью автоматизации процесса производства линия укомплектована системой автоматической укладки продукции (шаговые транспортеры), которая обеспечивает непрерывную подачу продукта с производственной линии на упаковочный автомат. Возможно как правостороннее, так и левостороннее исполнение, а также двустороннее. Линия оснащена термопринтерным датером, узлом размотки пленки с двумя рулонодержателями и устройством центрирования рулонов пленки.
Используемый упаковочный материал: двуосноориентированный полипропилен с одним или двумя термосвариваемыми слоями, комбинированные материалы на основе полипропилена.
Стандартная комплектация упаковочной машины: подающий горизонтальный цепной транспортер; упаковочный модуль с универсальным формирователем пакета; механизм работы по фотометке; механизм размотки и центрирования рулона; датер в поперечном шве (методом тиснения); отводящий ленточный транспортер; счетчик циклов; датчики безопасности; двухпозиционные сварочные губки; два рулонодержателя.

Рис. 2.13. Горизонтальная упаковочная машина «Линепак ФА»
Таблица2.12 Техническая характеристика упаковочной машины
| Показатели | Значение |
| Размер стандартных упаковываемых предметов, мм: Длина Ширина Высота | 50...170 15...160 10...70 |
| Напряжение питания, В, Гц | 220, 50 |
| Потребляемая мощность, кВт | 3,5 |
| Производительность кинематическая, шт/мин, (стандартные изделия): | |
| Толщина пленки, мкм | 20-35 |
| Диаметр рулона (max), мм | |
| Ширина рулона, мм | |
| Вес рулона не более, кг | |
| Габаритные размеры упаковочной машины, мм: Длина Ширина Высота | |
| Масса упаковочной машины, кг |
Машинно-аппаратурная схема показана в приложении 2.