Техническое описание детали
Стенка для двутавровой балки изготовлена из легированной стали марки 09Г2С. Высота стенки балки 2000мм. Стенка балки сваривается продольным швом.
1.3 Чертеж стыкового соединения.
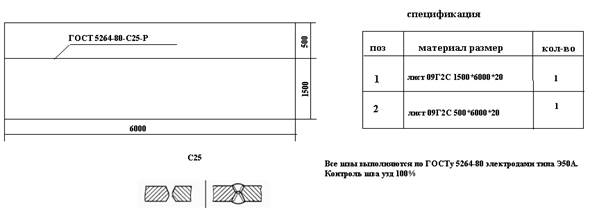
Рисунок 3-Чертеж стыкового соединения.
1.4 ОБОСНОВАНИЕ ВЫБОРА МЕТОДОВ И ПРИЕМОВ, СПОСОБОВ СВАРКИ
Ручную дуговую сварку выполняют сварочными электродами, которые вручную подают в дугу и перемещают вдоль заготовки. В процессе сварки металлическим покрытым электродом – дуга горит между стержнем электрода и основным металлом. Стержень электрода плавится, и расплавленный металл каплями стекает в металлическую ванну. Вместе со стержнем плавится покрытие электрода, образуя газовую защитную атмосферу вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла. Металлическая и шлаковая ванны вместе образуют сварочную ванну. По мере движения дуги сварочная ванна затвердевает и образуется сварочный шов. Жидкий шлак после остывания образует твердую шлаковую корку (рисунок 4) .

Рисунок 4-Сущность электродуговой сварки
Преимущество:
Основное преимущество этого метода сварки – мобильность. Оборудование для ручной сварки компактно и легко поддается транспортировке. Исследуя длинные электрические кабели, можно перемещаться по территории объекта, а также выполнять сварочные работы в труднодоступных местах.
Недостатки:
К недостаткам ручной сварки можно отнести низкий КПД, зависимость качества выполняемой работы от квалификации сварщика, слабые гигиенические характеристики.
1.5 ОБОСНОВАНИЕ ВЫБОРА МАТЕРИАЛОВ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ
Сталь марки 09Г2С - Сталь конструкционная низколегированная для сварных конструкций, марка стали 09Г2С широко применяется при производстве труб и другого металлопроката. При ответственных конструкциях
Таблица 1.- Технологические характеристики горелки для сварки легированных сталей
| Тип электродов | Марка электродов | Род тока и полярность | Положение сварки | Коэффициент наплавки αн,г | Вид конструкций |
| Э-50А | УОНИ 13/55 | Постоянный обратной полярности | Все | 10,5 | Особо ответственных конструкций из углеродистых и низкоуглеродистых сталей. |
Для сварки стыкового соединения согласно таблице берем электроды типа Э-50А марки УОНИ 13/55, которые предназначены для сварки особо ответственных конструкций, из легированных сталей.
1.6 ОБОСНОВАНИЕ ВЫБОРА ОБОРУДОВАНИЯ, ИНСТРУМЕНТОВ, ПРИСПОСОБЛЕНИЙ
Сварочный пост — это рабочее место сварщика, оснащенное комплектом технологически связанного между собой оборудования, необходимыми приспособлениями и инструментом. Сварочные посты могут быть стационарными или передвижными.
На основании выбора электродов, сварку можно выполнять на постоянном токе обратной полярности (таблица 1)
Для выполнения сварки, необходимо следующие оборудование:
выпрямитель, машина для резки, 3-х валковая листогибочная машина (вальцы) ИБ2220В
Сварку данной конструкции выполняем на постоянном токе с помощью выпрямителя ВДУ-1250.

Рисунок 5 - Выпрямитель ВДУ-1250
Назначение:
Выпрямитель сварочный универсальный, ВДУ-1250. Выпрямитель предназначен для использования в качестве источника питания одного сварочного поста при ручной дуговой сварке, резке и наплавке металлов постоянным током.
Машина газовой резки CG—1 предназначена для механизации газокислородной резки стального листового материала при его раскрое одновременно двумя резаками, применяются для прямолинейной резки листов толщиной от 3 мм. Однако они могут использоваться и для вырезки сферических отверстий диаметром от 200 мм, наклонных резов.

Рисунок 6.- Машина для прямолинейной газовой резки листов CG-1
Если лист волнообразный, то устранение этого недочета выполняют на стане для правки листов.
Листоправильный станок UBR-40. Станок предназначен для правки листа толщиной до 40 мм без нагрева.

Рисунок 7 – Листоправильный станок UBR-40

Рисунок 8 - Печь для прокалки и просушки электродов
ПЕЧЬ ПСПЭ 50-400
Печь для прокалки и просушки электродов ПЕЧЬ ПСПЭ 50-400 необходима для восстановления всех свойств электрода. Прокалки и просушка осуществляется при температурном режиме от 1000С до 4000 С. неравномерность температуры по объему рабочего пространства с учетом точности автоматического регулирования в интервале температур 100°-400°С не превышает ±10°.
УДЗ-71 ультразвуковой высокочастотный томограф ультразвуковой дефектоскоп с цифровыми фокусирующими антенными решетками и томографической обработкой данных для контроля металлов и пластмасс. Однозначно удобный и приятный в эксплуатации прибор для решения большинства задач ультразвуковой дефектоскопии.

Рисунок 9 - Ультразвуковой высокочастотный томограф УДЗ-71
Так же применяем следующие инструменты: шлифовальная машина, рулетка, чертилка, сборочные струбцины, машинное масло, лупа, металлическая щетка.
1.7 АЛГОРИТМ ТРУДОВЫХ ДЕЙСТВИЙ ВЫПОЛНЕНИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
- Выполнить подготовительные работы
Перед началом работы электросварщик обязан:
Электросварщик обязан перед началом работы: предъявить руководителю удостоверение о проверке знаний безопасных методов работ, надеть каску, спецодежду, спецобувь установленного образца, получить
задание на выполнение работы у бригадира или руководителя.
После получения задания у бригадира или руководителя электросварщик обязан:
- подготовить необходимые средства индивидуальной защиты;
- проверить рабочее место и подходы к нему на соответствие требованиям безопасности;
- подготовить инструмент, оборудование и технологическую оснастку, необходимые при выполнении работ, проверить их исправность и соответствие требованиям безопасности;
- в случае производства сварочных работ в закрытых помещениях или на территории действующего предприятия проверить выполнение требований пожарной взрывобезопасности и вентиляции в зоне работы.
Обнаруженные неисправности и нарушения требований безопасности должны быть устранены собственными силами до начала работ, а при невозможности сделать это электросварщики обязаны сообщить о них бригадиру или руководителю работ.
- Изучить техническую документацию (эскиз, техническое описание, чертеж)
Сначала необходимо изучить чертеж стыкового соединения.
На данном этапе определяют количество сварочных швов и метод их выполнения.
- Принять материалы по количеству и качеству
В соответствии с чертежами наличие деталей для сварки: листы стали марки 09Г2С.
Лист металла 09Г2С 6000мм*1500мм*20мм-1 шт.
Лист металла 09Г2С 6000мм*500мм*20мм-1 шт.
Выводные планки 09Г2С 100мм*60мм*20мм- 4 шт.
- Выполнить слесарные работы
Очистить металл от ржавчины с помощью механической очистки.
Визуально проверить его на ровность. Если лист волнообразный, то произвести правку на листогибочном стане.
Разметить поверхность листа, согласно чертежу. Для данной операции понадобиться следующие инструменты: рулетка, чертилка или мел.
Разрезатьметалл по разметки. Для данной операции понадобятся машина для прямолинейной газовой резки листов CG-1.
- Выполнить сборку стыкового соединения
-
Во время сборки изделий стыковые соединения С-25 установить зазор между листами 2-3 мм закрепить струбцинами, скобами или другим способом. Сборочные прихватки длиной 50 - 80 мм выполнить электродами с качественным покрытием. Расстояние между прихватками не должно быть более 500 мм. Крайние прихватки располагать на расстоянии не менее 200 мм от края листов. Все прихватки перед сваркой тщательно зачистить от шлака, брызг, и продуть стык по всей длине сжатым воздухом. К концу стыка приварить начальные и выводные технологические планки длиной 100 - 120 мм и шириной 60 - 120 мм. Форма разделки кромок выводных планок должна строго соответствовать форме разделки основного стыка. При сборке конструкций следует стремиться к тому, чтобы превышение кромок стыкуемых элементов было минимальным. Зачистить под сварку поверхность основного металла на расстоянии 20 мм от сварного шва, до металлического блеска.
- Выполнить ручную дуговую сварку
Установить режим сварки. Диаметр электрода выбрать в зависимости от толщины свариваемого изделия, согласно таблице 2. Для корня шва 4мм,
для заполнения 5мм, сила тока 176А и 230-250А.
Таблица 2 - Выбор диаметра электрода
| Толщина металла, мм | 1-2 | 4-5 | 6-8 | 9-12 | 13-15 | 16 и более | |
| Диаметр электрода, мм | 1,5-2 | 3-4 | 4-5 | ||||
Сварка соединения С-25 –это многослойная, двухсторонняя с двумя симметричными скосами кромок (сварка Х-образного шва), так как длина стенки балки 6000м, соответственно данное соединение выполнить обратноступенчатым способом (рисунок 10).

Рисунок 10 - Обратноступенчатый способ
Сварка корня шва.
Особое требование предъявляется к сварке корня шва, который состоит из первого валика - «сварка в зазор» и второго - «сварка с обратной стороны».
Сварка первого корневого валика в стыковом соединении самая сложная и требует от сварщика особых навыков и большой тренировки, рекомендуется производить с манипулированием электродом - «лестница», том случае, когда происходит чрезмерное проплавление, рекомендуете, производить поперечные колебательные движения от одной кромки к другой. Очень важен переход над зазором. Если кромки притупления не оплавляются - значит, слишком быстрый переход и высокая длина дуги. Необходимо при переходе над зазором уменьшить длину дуги, а при подходе к кромке разделки чуть подняться по ней вверх и в месте задержки сделать короткую дугу (как бы прижаться электродом к изделию). Задержка необходима для отвода тепла от зазора, для прогрева кромки и для наполнения кратера электродным металлом. Переход к другой кромке осуществлять (без суеты) спокойно (для избегания подрезов на кромке). В зависимости от проплавления кромок притупления проходить либо через зазор (как бы спускаясь), либо над зазором, выдерживая выбранную высоту валика от зазора. Наклон электрода по отношению направления сварки 90° ±10°(рисунок 12а). Большое значение на качество корневого валика имеет начало и конец сварки (при замене электрода). При недостаточной квалификации сварщика при сварке первого корневого валика (в зазор) в местах стыковки электродов при формировании корня шва с обратной стороны образуются «ямочки», т.е. углубленные несплавления (рисунок 12б). Приходится проводить глубокую механическую выборку обратной стороны корневого шва, даже при наличии хорошо сформированного обратного валика.
Сварка второго корневого валика.
Корневой валик с обратной стороны является завершением сварки корня шва в Х-образной разделке (с подваркой корня с обратной стороны). Чаще всего дефекты в корне шва бывают не при сварке первого валика, а при сварке корневого валика с обратной стороны, т.е. между первым и обратным корневым валиках. Скорость сварки значительно влияет на расположение жидкого шлака. Необходимо поступательное движение электрода выбрать таким, чтобы высота валика была минимальной, а ширина достаточной для соединения обеих кромок разделки (выборки). Валик должен быть «нормальным» или «вогнутым». При оптимально выбранной скорости и наклоне электрода происходит прямое воздействие на «дно» разделки открытой дугой, что способствует максимальному сплавлению второго валика с первым. Длину дуги при сварке первого корневого валика с обратной стороны корня шва рекомендуется выдерживать средней или между средней и короткой длины. При средней длине дуги ванна шире и захватывает обе кромки, меньше скапливается жидкого шлака впереди электрода.
Заполнение разделки.
После сварки корня шва перейти на больший диаметр электрода, если позволяет ширина корневого валика. При Х-образной разделке необходимо чередовать сварку с обеих сторон. (рисунок 12в). Чем чаще чередовать, тем меньше поводки изделия. Минимальное количество кантовок - 3 раза:
1) 1/3 разделки с корня шва с одной стороны - 1-я кантовка.
2) 1/2 разделки с другой стороны корня шва - 2-я кантовка.
3) Окончательное заполнение разделки с начальной стороны - 3-я кантовка.
4) Окончательное заполнение второй стороны.
Каждый наплавленный слой необходимо тщательно зачищать от шлака, брызг и окалины.
Сварка лицевого валика (слоя).
Для завершения всего шва правильной формы или по заданному техпроцессу необходимо предпоследний валик закончить так, чтобы оставить незаполненную разделку от 2 мм до -0,5 мм. Это необходимо для качественного формирования лицевого слоя.

| 
| 
| 
|
| а | б | в | г |
Рисунок 11 – а- Сварка первого валика без манипулирования; б -Обратная сторона корня шва; в - заполнение разделки шва; г - Сварка лицевого валика.
- Проверка качества изделия
После очистки от шлака, проверяют шов на внешние при помощи лупы с увеличением в 4 - 6 раз.
Проверку швов на внутренние дефекты производят с помощью
ультразвуковой диагностики.
Перед началом ультразвукового контроля зачищают поверхность сварного соединения на расстоянии 50 - 80 мм с каждой стороны шва, удаляют брызги металла, остатки шлака и окалину. Зачистку выполняют ручной углошлифовальной машинкой, а при необходимости еще и напильником или наждачной шкуркой.
Чтобы обеспечить акустический контакт между щупом - искателем и изделием, поверхность металла непосредственно перед контролем тщательно протирают и наносят на нее слой контактной смазки. В качестве смазки применяют автол марок 6, 10, 18; компрессорное, трансформаторное или машинное масло.
Следующий этап проверяют правильность показаний дефектоскопа на эталонах образцах швов с заранее определенными дефектами.
Контроль стыковых соединений проводят путем поочередной установки щупа по обеим сторонам проверяемого шва.

Рисунок 12 - Схема проведения ультразвукового контроля:
а - перемещение призматического щупа по поверхности изделия; б - контроль прямым лучом; в - контроль отраженным лучом
Во время контроля щуп - искатель плавно перемещают вдоль обеих сторон шва по зигзагообразной линии (рисунок, 21 а), систематически поворачивают его на 5 - 10° в обе стороны для выявления различно расположенных дефектов.
По окончании проверки, выводят результаты и оценивают качество шва. При обнаружении дефектов - исправляют.
Сварщик заканчивает работу уборкой рабочего места.
- Сдать готовую продукцию заказчику
По завершению сварки отправить на участок сборки сварных балок.
- Выполнить заключительные работы
-
По окончании электросварочных работ сварщик обязан:
- отключить автомат.
- привести в порядок рабочее место;
- обо всех нарушениях техники безопасности, имевших место во время выполнения работы, сообщить бригадиру или руководителю работ.