Призматические врезные шпонки
Соединения призматическими шпонками используются в конструкциях чаще, чем другие: эти шпонки имеют небольшую глубину врезания в вал, а следовательно, ослабляют его в наименьшей степени, и при этом монтаж и демонтаж врезных шпонок относительно прост. Передача вращающего момента осуществляется за счет нормальных давлений, действующих на поверхности шпонки вследствие вращения. Рабочие – узкие грани шпонки. Соединение деталей шпонкой осуществляется свободным (вал/втулка H9/D10), нормальным (вал/втулка N9/JS9) и плотным (вал/втулка P9/P9). Призматические шпонки изготавливают из чистотянутой стали прямоугольного сечения с отношением высоты к ширине 1:1 (для валов малого диаметра) и 1:2 (для валов большого диаметра). Допускается применять сталь с временным сопротивлением разрыву не менее 590 МПа. ГОСТами предусматривается три исполнения призматических шпонок: исполнение 1 - со скругленными торцами, исполнение 2 – с обоими плоскими торцами, исполнение 3 – с одним закругленным и одним плоским торцем, (для призматических высоких шпонок предусмотрены два исполнения – 1 и 2) (рис. 2.2.).

| А - А |
| Исполнение 1 Исполнение 2 Исполнение 3 |
| Рис. 2.2. Конструктивные исполнения призматических шпонок: b – ширина шпонки; h – высота шпонки; l – длина шпонки |
Сечение призматических шпонок выбирается в зависимости от диаметра вала, длина определяется длиной ступицы, на которой расположена шпонка.
Размеры сечений призматических шпонок, размеры сечений пазов и их предельные отклонения (рис. 2.3.) выполняются по ГОСТ 23360-78 (табл. 2.1.), призматических высоких шпонок – по ГОСТ 10748-79 (табл. 2.2.), призматических низких (обозначающихся по исполнениям не цифрами, а латинскими буквами A, B, C и применяющихся для соединения валов с тонкостенными втулками) – по ГОСТ 29175-91. Длину призматических шпонок (по h14) выбирают из ряда по ГОСТ 23360-78: 6-8-10-12-14-16-18-20-22-25-28-32-36-40-45-50-56-63-70-80-90-100-110-125-140-160-180-200-220-250-280-320-360.
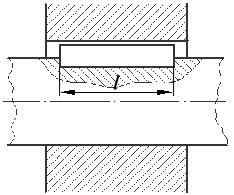
| Рис 2.3. Призматическая врезная шпонка |

Призматические врезные шпонки не обеспечивают осевой фиксации деталей. При соединении детали с валом на призматические шпонки требуется фиксатор для предупреждения осевого перемещения.
При выборе шпонок для ступенчатых валов (рис. 2.4.) руководствуются следующими соображениями: один и тот же крутящий момент Ткр обуславливает усилия F1 и F2, действующие на шпонки, расположенные на участках вала диаметрами d1 и d2 соответственно. Отсюда
F1 = 2Ткр/ d1 ; (2.1)
F2 = 2 Ткр /d2. (2.2)
Так как d2 > d1 , то F2 < F1.
Поскольку технологически невыгодно выполнять на одном валу шпонки различной ширины (смена инструмента увеличивает время обработки и требует наличия расширенного сортамента обрабатывающего инструмента на рабочем месте), принято выполнять шпонки одинаковой ширины для всех ступеней вала, исходя из ступени наименьшего диаметра как наиболее нагруженной.
| Рис. 2.4. Выбор ширины шпонок для ступенчатого вала |

Пример обозначения призматической шпонки исполнения 1, размерами:
b = 20 мм, h = 12 мм и l = 70 мм: Шпонка 20х12х70 ГОСТ 23360-78, то же, исполнения 3: Шпонка 3-20х12х70 ГОСТ 23360-78
Сегментные шпонки
Сегментные шпонки (рис. 2.5.) ставятся на валах небольших диаметров (преимущественно до 44 мм). Они технологичны в изготовлении, легко мон-тируются, имеют глубокую посадку и не перекашиваются, взаимозаменяемы. Однако глубокий паз значительно ослабляет вал. Поэтому сегментные шпонки в основном применяются для закрепления деталей на малонагруженных участках валов (например, на входных и выходных хвостовиках валов).
Шпонки выполняют по ГОСТ 24071-80 и выбирают в зависимости от величины диаметра вала (табл. 2.3.). Соединение деталей шпонкой осуществляется нормальным (вал/втулка N9/JS9) и плотным (вал/втулка P9/P9). Шпонки изготавливают из чистотянутой стали для сегментных шпонок по ГОСТ 8786-68.

Рис. 2.5. Сегментная шпонка:
d1 – диаметр заготовки; b – ширина шпонки;
h – высота шпонки; l – длина шпонки
Допускается применение другой стали с временным сопротивлением разрыву не менее 590 МПа. При соединении детали с валом сегментной шпонкой требуется фиксатор, который обеспечивал бы неподвижность в осевом направлении, гарантируя отсутствие перемещения детали по валу.
Пример условного обозначения шпонки исполнения 2 сечением
b х h = 6 х 9 мм: Шпонка 2–6х9 ГОСТ 24071-80