Магнетронні пристрої для напилювання 74,98
Вакуумно-термічний метод 71,90
Напилювання полягає в розплавленні та випарі вихідних компонентів за допомогою зовнішнього джерела тепла й осадження матеріалу на підкладку згідно механізму конденсації або сублімації.Цей метод базується на нагріванні вихідного матеріалу вище від температури випару у вакуумі при заданому залишковому тиску та осадженні (конденсації) охолодженого матеріалу на підкладку в умовах високої однорідності пари.

Можливості вакуум-термічного методу:
– одержання певної щільності пари речовини, що випаровується;
– подальша конденсація пари на холодну підкладку;
– одержання однорідної пари;
– одержання речовини шляхом змішування пар декількох випарників, при цьому можна одержувати покриття будь-якого складу незалежно від їхньої розчинності в рідкому або твердому стані (наприклад, металокерамічне покриття);
-випар з декількох випарників послідовно, що дозволяє одержати багатошарові покриття, коли одна речовина наноситься поверх іншої.
Процес напилювання покриття шляхом випару у вакуумі можна розділити на наступні етапи:
– випар у вакуумі речовини, що наноситься;
– спрямований масообмін речовини, що випаровується, від випарника до підкладки;
– адсорбція атомів на поверхню підкладки;
– поверхнева дифузія адсорбованих атомів до місць переважного зародження нової фази;
-утворення, ріст та коалесценція зародків матеріалу покриття до утворення суцільної плівки;
-ріст суцільного покриття.
Переваги:-висока ефективність напилювання.
Недоліки:– слабка адгезія до підкладки за умов сублімаційного осадження.
Незначна адгезійна міцність плівок пояснюється невисокою енергією дисоціації у вакуумі атомів вихідної речовини. Ця енергія за порядком величини складає 0,2÷2 еВ (1 еВ – це енергія, якої набуває електрон, пройшовши різницю потенціалів у 1 В).
Область застосування: цим методом можливе отримання одно- та багатокомпонентних плівок різного складу, чистих металів (однак, існує обмеження за температурою та часом процесу нанесення), металокерамічних матеріалів. Крім того, даним методом можна отримувати магнітні матеріали для записів інформації у вигляді тонких плівок. В процесі напилювання необхідно дотриматися настопної умови. Перед початком процесу випаровування вихідний матеріал необхідно нагріти до температури вище точки Кюрі, тобто перевести метал із стану феромагнетика у парамагнетик, щоб матеріал став немагнітним, і тільки після цього проводити випаровування та нанесення на підкладку.
Магнетронні пристрої для напилювання 74,98
Процес бомбардування твердої мішені матеріалу, що напилюється, іонами інертного газу, які утворюються у плазмі аномального тліючого розряду при накладанні на нього магнітного поля, силові лінії котрого ортогонально перетинають силові лінії магнітного поля.
Відмінною рисою магнетронних наповнювальних пристроїв є використання потужних магнітів, розташованих коаксиально стосовно мішені. У цьому випадку елементи рухаються по спіралі при постійній напрузі на аноді або по знакозмінній евольвенті при змінній напрузі. У цих умовах імовірність іонізації атомів аргону значно вище, що призводить до підвищення ефективності напилювання в 10 ÷ 20 разів. Таким способом можуть бути отримані плівки на основі однокомпонентних і багатокомпонентних матеріалів, а також граничних оксидів.
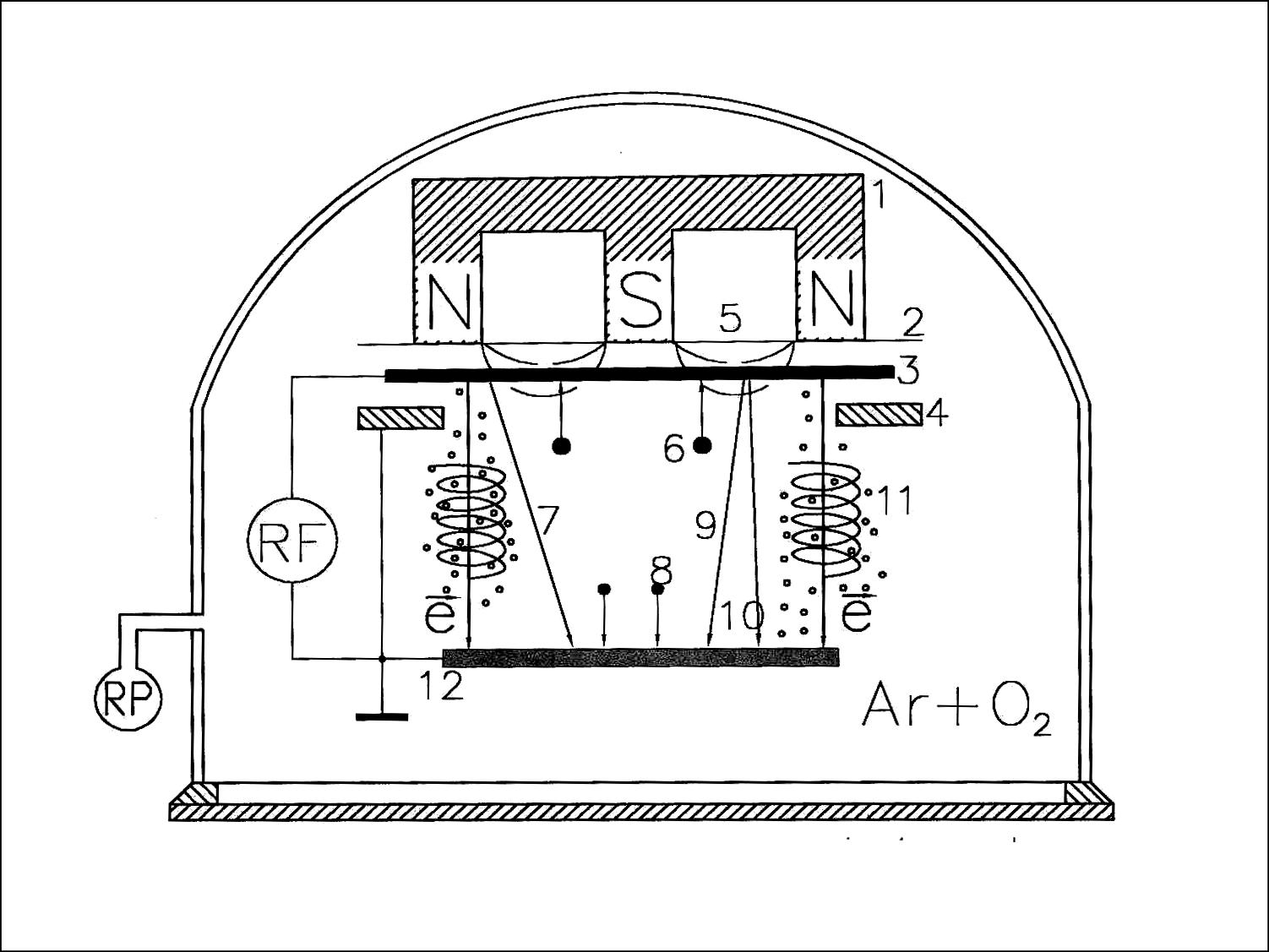 Основними елементами магнетрона є: катод-мішень, анод та магнітна система. Силові лінії магнітного поля замикаються між полюсами магнітної системи. Поверхня мішені, що розташована між системами входу та виходу силових ліній, інтенсивно розпорошується і має вид замкнутої доріжки, геометрія якої визначається формою полюсів магнітної системи. При подачі постійної напруги між мішенню (негативний потенціал) та анодом (позитивний потенціал) під дією сил Лоренца виникає неоднорідне електричне поле та збуджується тліючий розряд. Таким чином, більша частина енергії електрона, перш ніж він попаде на анод, використовується на іонізацію та збудження, що значно збільшує ефективність процесу іонізації та призводить до зросту концентрації позитивних іонів у поверхні мішені. Це, в свою чергу, призводить до збільшення інтенсивності іонного бомбардування мішені та значному росту швидкості осадження покриття.
Основними елементами магнетрона є: катод-мішень, анод та магнітна система. Силові лінії магнітного поля замикаються між полюсами магнітної системи. Поверхня мішені, що розташована між системами входу та виходу силових ліній, інтенсивно розпорошується і має вид замкнутої доріжки, геометрія якої визначається формою полюсів магнітної системи. При подачі постійної напруги між мішенню (негативний потенціал) та анодом (позитивний потенціал) під дією сил Лоренца виникає неоднорідне електричне поле та збуджується тліючий розряд. Таким чином, більша частина енергії електрона, перш ніж він попаде на анод, використовується на іонізацію та збудження, що значно збільшує ефективність процесу іонізації та призводить до зросту концентрації позитивних іонів у поверхні мішені. Це, в свою чергу, призводить до збільшення інтенсивності іонного бомбардування мішені та значному росту швидкості осадження покриття.
«+»Робочі частоти магнетронів на змінному струмі - ≈1,0 МГц. На пост. частоти від 100 кГц до 1,0 МГц.
«-»При роботі магнетрона на постійному струмі відбувається постійна іонізація робочого простору, що призводить до більшого накопичення зарядів та до можливості електричного пробою між катодом і анодом системи. У зв’язку з цим, знижується ефективність роботи даної системи. Такі магнетрони є більш громіздкими та дорогими.
Область використання: За допомогою цього методу можуть бути отримані плівки на основі однокомпонентних та багатокомпонентних матеріалів, а також граничних оксидів. В останньому разі в робочу камеру подається разом з аргоном невелика кількість кисню.