Ыстытай аттылыты анытау дістері
Тжірибелік жмыс
Шойындарды, кміртекті жне легірленген болаттарды термиялы беріксіздендіруін анытау
4.1 Жмысты масаты: металлды материалдарды ыстыа беріктік асиетімен танысу, металды максималды беріксіздену температурасын анытау жне ыстыа берік жне ыстыа берік пен материалды беріксіздену дрежесін баалау.
4.2 Аспаптар мен материалдар: ыстытай аттылыын анытайтын рылылар; трлі материалдан жасалан зерттелетін лгілер жиынтыы, зімпара ааз, термопар, вольтметр, секундомер, лшегіш микроскоп.
Жалпы мліметтер
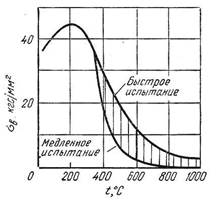
Ыстыа беріктік деп – за уаыт бойы материалды жоары температурада деформация мен ирауа за уаыт бойы арсы труын айтамыз. Ыстыаберіктік кдімгі беріктікке араанда кешенді млшері болып табылады. Ол тек ана атомаралы байланыспен ана емес, сонымен атар ыздыру температурасы мен кш тсіру затыымен аныталады. Кш тсіру уаыты за болан сайын материалды бзылуы аз ысымдар шамасында байалады (4.1-сурет). Сондытан да уаыт серін ескергенде жоары температурадаы беріктік – за беріктік деп аталады.
Болаттар мен орытпаларыны ыстыа беріктік асиеті олара легірлеуші элементтерді осу арылы жоары легірленген атты орытпаларды тзілуімен тсіндіріледі немесе лсіз каогуляцияланатын арты фазаларды дисперсті осылыстарынан ерекше гетерогендік рылым тзілуі арылы алуа болады. Сонымен атар, ыстыа беріктік басты компонентті кристалды торына туелді болады. Осылайша, КШТ ферритті болаттарды ЖШТ торлы аустенитке (4.2-сурет) араанда ыстыа беріктігі тмен болады. Осы себеппен КШТ торлы никельді орытпалар барлы болат типтеріне араанда (аустениттілерді осанда) ыстыа беріктігі жоары болады (4.3-сурет). Беріксіздендіретін негізгі фактора рекристалдану жатады. Оны температурасы таза металдарды балу температурасы жоары болан сайын жоары болады, ал орытпаларда легірленгендігі жоары болан сайын жоары болады.
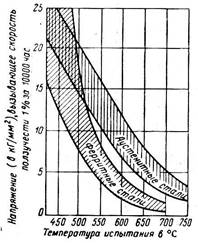
Сондытан да ыстыа берік орытпаларды алу шін иынбалитын т металдар жиі пайдаланылады (4.4-сурет). Ыстыа берік материалдарды басты талабы механикалы асиеттеріні траты болуы, бл жоарытемпературалы эксплуатация процесі кезінде дисперсті аттылану абілетімен байланысты. Кптеген жадайда механикалы асиеттерді тратылыын сатау ммкін емес, сол себепті материалды олдануына байланысты асиеттерді шамаларыны згеруіні шегі аныталады, басаша айтанда ыстыа беріктік сызытары (4.3-сурет). Температура жоарылаан сайын олар (сызытар) жіішкере бастайды, бл беріктендіргіш факторларды (легірлену мен рылым) рліні бседеуін.
| 
| |||
| 4.1-сурет. Темірді температураа туелді уаытша кедергісі | 4.2-сурет. Аустенитті жне ферритті болаттарды ыстыа беріктігі | |||

|

| |||
| 1 – Mo орытпалары, 2 – Ni, 3 – Co, 4 – Fe-Cr-Ni-Co орытпалары, 5 – аустенитті болаттар, 6 – жылуатзімді болаттар, 7 – Ti, 8 – Al 4.3-сурет. орытпаларды за беріктігіні температураа телділігі | 4.4-сурет. иын балитын металдар негізіндегі жасалан берік орытпаларды температураа телділігі | |||
Металдар мен орытпаларды ыстыа беріктігін сынауды ке тараан дістері:
- аыштыа сынау, металдар мен орытпаларды пластикалы деформацияа арсылыын баалаан кезде, детте оны млшері бірнеше пайыздан аспайды.
- за беріктікке сынау, здіксіз уаыт бойы метала кш тсірген кезде механикалы бзылулара арсылыын баалайды.
Бл екі дісті де кемшілігі болып оны аса затыында. Ыстыа беріктік экспрестік діс ыстытай аттылыты лшеу жиі олданылады.
Ыстытай аттылыты анытау дістері
Бл Бринель дісі бойынша аттылыты лшеу дісіні бір трі,ал басты айырмашылыы, ол жоары температураларда арнайы рылыларда жргізіледі. Бл рылылар температураны баылап отыратын ыздыру рылысымен жабдыталан (4.5-сурет). Бл дісті мні зерттелетін лгіні здіксіз тсірілетін жне металды табиатына арай бірнеше килограмма (детте болаттар шін 5 кг) здіксіз ыздыру болады,. Температураны интервалы жздеген градуса дейін жетеді, блме температурасынан бастап 50-100 градустан сіп отырады. Температураны лшеу длдігі ±5 градус. р температурада белгілер штен кем емес болу керек.
шты ретінде ыстыа берік, босатуа арсы тра алатын, ыстыа тзімді орытпадан жасалан шарик олданылады. Оны диаметрі 1,25 немесе 2,5 мм. Белгіні диаметрі шарикті 0,2-0,7 диаметріні аралыында болуы тиіс. лгіні біралыпты жне тез ыздыру шін сйы ванналарды – 500К-ге дейін – маймен бірге, ал те жоары температуралар шін – тзды ерітінділер 4.6-сурет. Кнделікті тжірибеде ыздыру ауада жргізіледі. Тзілген отабыршыызімпара аазыны кмегімен мезгіл-мезгіл тазартып отыру керек. Салма те баяу жне соысыз берілу керек. Кш тсіруді аырын, соы мен тербеліссіз орнату керек. Кш тсіру уаыты 1-3 минут, экспрестік баалауда -15 сек.

| 
|
| 1 – лгі, 2 – пеш, 3 – шты, 4 – термопара, 5 – ысым 4.5- сурет. Ыстытай аттылыа сынауды слбасы | 1 – пуансон, 2 – термопара, 3 – термо-метр, 4 – тзды ванна, 5 – пеш, 6 – лгі, 7 – асбест тата 4.6-сурет. Ыстытай аттылыты анытау |
лгіні бір температурада сынап боланнан кейін, араашытыы екі белгіден кем емес жерге ауыстырады, бл те жоары температураларда келесі белгілерді енгізу шін жасалады. Пештегі температура берілген температураа дейін ыздырылады, содан кейін лгі толытай ызу шін уаыт беріледі жне келесі кш тсірулер жргізіледі. Осы кезекпен сынауды барлы циклы берілген максималды температураа жеткенше жргізіледі.
Белгілерді лшеу шін лгіні блме температурасына дейін суытаннан кейін мына формуламен есептейді:
 (4.1)
(4.1)
4.5 Жмысты орындау тртібі:
4.5.1 Зерттелетін лгілерді ентабалау жне аттылыты анытау ші ысылманыі дайындау – беріктігі жоары ВЧ45-5 жне ЧН11Г7Х2Ш шар тріздес графиті бар шойын ентабасы, болат У8 ( кміртекті ), 18Х2Н4ВА (беріктігі жоары), ыстыа берік 12Х2МФБ (мартенситті класс), 1Х14Н18В2Б (аустенитті сынып).
4.5.2 Ыстытай аттылыты есептеу шін рылыны даярлау. Центрлеуші браманы, пеш жйесіні жмысы мен лшегіш термопараны жмыса жарамдыын тексеру. Белгіні тсіру шін зат оятын стелді центрлеу.
4.5.3 стелге шойыннан жасалан лгіні ою керек. Оларды райсысын кезекпен штыты астына келтіру жк тсіруді ткізу, рычагты рылыны ауданына лгіні орналастырып кш тсіру (5 кг), 15сек стау, жкті алу. Сынауды жылдамдату шін рбір температуралы нктеге бір белгіден тсіріледі.
4.5.4 Екінші белгіні бос орына тсіру шін лгіні жылжытып, лгілерді штыты астында дрыс орналасуын тексеру.
4.5.5 Пешті температурасын 100 градуса дейін ктеріп, 15мин стап жне лгіге айтара кш тсіру керек. Келесі белгі тсіру шін таы да лгілерді орнынан озау.
4.5.6 Керекті максималды температураны алу шін керегінше сынауды жоарыдаыдай айталау керек.
4.5.7 Осындай сынауларды стелге бірден 4 лгіні ою арылы болат лгілері шін жргізу.
Бл сынаулар уаыт факторыны серін ескермейді, йткені зерттелетін лгіге кш тсіру берілген температурада ртрлі уаытта жргізіледі. Бл бірнеше минутты айырмашылытар (5-ке дейін) асиеттерді згеруіне шамалы сер етеді. Мндай ателік оу жйесінде кездесе береді. Сонымен атар ндірістік сынаулара араанда тзілген отабыршыы ауіпсіздік масатында лгіні бетінен тазартылмайды.
4.5.8 Зерттелетін лгіні блме температурасына дейін суытаннан кейін ысылманы бетін блдіріп алмай отабыршыын тазалау керек.
4.5.9 лшегіш микроскопты кмегімен алынан белгілерді диаметрін 3 рет лшеп, нтижелерді 4.1-кестеге жазу керек.
4.5.10 4.1-формуланы кмегімен ыстытай аттылыты мнін есептеп, 4.1-кестеге жазу керек.
4.1 - кесте
Зерттелетін лгілерді ыстытай аттылыты лшегендегі нтижелері
| Материал | Температура, °С | |||||||||
| ВЧ 45-5 | ||||||||||
| ЧН11Г7Х2Ш | ||||||||||
| Болат У8 | ||||||||||
| 18Х2Н4ВА | ||||||||||
| 12Х2МФБ | ||||||||||
| 1Х14Н18В2Б |
Есеп беру мазмны
4.6.1 Жмысты аты мен масаты.
4.6.2 Жабдытар, материалдар, аспаптар.
4.6.3 Ыстыа беріктікті асиетіні физикалы табиаты мен оны лшеу дістерін ысаша сипаттау.
4.6.4Жмысты принципі жне аттылыты ыстытай сынау ондырысыны слбасы, тсілді маыздылыы.
4.6.5 Жмысты жргізу тртібі, лшеу жне есептеу дістері.
4.6.6 Алынан нтижелерді талдау жне орытындылау.