Порядок выполнения работы. Технологическая задача:формование котлет из фарша.
Работа 1.6. КОТЛЕТОФОРМОВОЧНАЯ
МАШИНА «МФК-2240»
Технологическая задача:формование котлет из фарша.
Цель работы: Оценить технический уровень (состояние) котлетоформовочной машины «МФК-2240» и дать предложения по развитию его конструкции для повышения эффективности процесса формования.
Задачи работы:
1. Изучить устройство и принцип работы котлетоформовочной машины «МФК-2240».
2. Рассмотреть особенности процесса формования.
3. Определить теоретическую и экспериментальную производительности, а также мощности привода котлетоформовочной машины «МФК-2240» при различных скоростях вращения рабочего вала и обработать результаты испытаний.
4. Дать предложения по техническому обслуживанию котлетоформовочной машины «МФК-2240».
5. Усвоить правила безопасной эксплуатации и наладки котлетоформовочной машины «МФК-2240».
Оборудование, инструменты и инвентарь: виртуальные имитационные модели: котлетоформовочная машина «МФК-2240», весы технические, секундомер, амперметр, кисточка, мерный стакан.
Продукты: мясной фарш; пищевой несоленый жир.
Изучение устройства и принципа работы.Котлетоформовочная машина МФК-2240 предназначена для формовки и односторонней панировки изделий из мясного, рыбного, картофельного фаршей, а также манных биточков круглой формы.
Котлетоформовочная машина МФК-2240 (см. «Машины и аппараты пищевых производств».В 3 кн. Учеб. для вузов/ С.Т. Антипов, И.Т. Кретов, А.Н. Остриков и др.; Под ред. акад. РАСХН В.А. Панфилова.– М.: КолосС, 2009.– 2008 с).
Порядок выполнения работы.
На рис. 1 показан внешний вид пользовательского интерфейса виртуальной лабораторной работы:
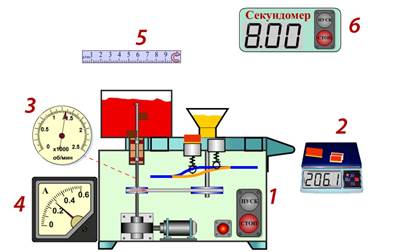
Рис. 1 – пользовательский интерфейс виртуальной лабораторной работы.
1. Нажмите кнопку Пуск на панели управления котлетоформовочной машины 1. После этого загорается сигнальная лампа и начинают перемещаться формующие поршни.
2. Дождитесь наполнения формующих поршней продуктом и затем появления одной отформованной порции на весах 2.
3. Остановите машину, нажав кнопку Стоп.
4. Показания весов (гр.) внесите в протокол измерений.
5. Удалите порцию продукта с весов, взяв ее при помощи мыши и переместив ее в любое свободное место экрана, кликните на ней левой кнопкой мыши.
6. Повторите пункты 1-5, указанное преподавателем число раз. Результаты заносите в протокол измерений.
7. Включите машину кнопкой «Пуск» на панели управления 1 и одновременно запустите секундомер 6 (также допускается использовать другой секундомер, например, на Вашем мобильном телефоне).
8. Дождитесь появления на весах заданного преподавателем числа порций продукта и немедленно выключите секундомер 6.
9. Показания секундомера и весов занесите в протокол измерений (таблица 1.1.).
10. Удаляя порции продукта с весов 2, подсчитайте их число, результаты занесите в протокол испытаний.
11. Отметьте в протоколе измерений ток рабочего хода по показаниям амперметра 4 и частоту вращения вала электродвигателя по показаниям тахометра 3.
12. Выключите установку, нажав кнопку Стоп.
13. При помощи линейки 5 определите диаметр шкивов ременной передачи привода котлетоформовочной машины, а также высоту уровня фарша в загрузочном бункере и его диаметр.
Таблица 1.1.
Протокол исследований
| № опыта | Номер измерения | Общее количество измерений в каждом опыте, М | Масса фарша в бункере, m, кг | Количество котлет, f , шт | Время ,с | Коэффициент вариации, kв | Масса котлеты, mi, кг | Частота вращения формующего стола, n, с-1 | Заданная масса котлеты, mр, кг | Среднеарифметическое отклонение массы котлеты `Х | Сумма отклонений масс котлет в n измерениях, Dmi | Определите колебания массы котлеты в опыте по величине среднеквадратичного отклонения выборки S(Х) (кг) | Сила тока на холостом ходу, Iхол, А | Сила тока рабочего хода, Iраб, А | оличество гнезд на формующем столе, z |
| … | |||||||||||||||
| i-1 | |||||||||||||||
| … | i |
Расчетная часть
Отклонения измеряемых значений массы котлеты от расчетных равны:
 , (1.1)
, (1.1)
где mi – измеряемое значение массы котлеты, кг; mр – заданная масса котлеты, кг.
Среднеарифметическое отклонение массы котлеты (кг) в каждом опыте, определяется как
 , (1.2)
, (1.2)
где М – общее количество измерений в каждом опыте,  - сумма отклонений масс котлет в n измерениях, кг.
- сумма отклонений масс котлет в n измерениях, кг.
Определите колебания массы котлеты в опыте по величине среднеквадратичного отклонения выборки S(Х) (кг)
 . (1.6)
. (1.6)
Точность работы котлетоформовочной машины характеризует коэффициент вариации
 . (1.7)
. (1.7)
При статистической оценке погрешности пользуются правилом трех сигм, на основании которого полагают, что с вероятностью 0,997 случайная погрешность выборки по абсолютной величине не превосходит 3s (s = S(X)). На этом основании наибольшей возможной ошибкой выборки считают D = 3s. Следовательно, максимальная и минимальная масса единичной выборки
 ,
,  . (1.8)
. (1.8)
Так как на практике погрешность работы машины определяют в процентах к расчетной массе, то указанные предельные отклонения равносильны точности фасования
 , %. (1.9)
, %. (1.9)
Фактическая точность фасования по произведенным замерам:
 ;
;  . (1.10)
. (1.10)
Проанализируйте работу котетоформовочной машины и оцените стабильность процесса фасования h (деления) по формуле
 , (1.13)
, (1.13)
где Н - энтропия, соответствующая данному распределению значения величины массы котлет; Нmax - максимально возможная энтропия, соответствующая закону равномерного распределения.
Определите энтропию
 , (1.14)
, (1.14)
где Р(mi) - вероятность получения случайной величины в заданном интервале mi-1, mi.
Для случая с двумя возможными исходами (точность в пределах допуска или вне допуска) расчет проведите по формуле
 , (1.15)
, (1.15)
Для подсчета энтропии массив величин масс котлет разбейте на две части: соответствующие установленному допуску и несоответствующие. Подсчитайте вероятность Р(  )попадания величин массы в заданный допуск и несоответствия ему (точность массы единичного готового изделия установлена в пределах ±5,0 %). При этом точность измерения массы по величине должна быть не менее чем в 2 раза меньше величины допустимого диапазона.
)попадания величин массы в заданный допуск и несоответствия ему (точность массы единичного готового изделия установлена в пределах ±5,0 %). При этом точность измерения массы по величине должна быть не менее чем в 2 раза меньше величины допустимого диапазона.
 , (1.16)
, (1.16)
где f - число благоприятствующих событию F исходов; М - число всех элементарных равновозможных исходов.
Определите теоретическую производительность котлетоформовочной машины Q (шт./ч)
Q = 3600nz (1.17)
где z – количество гнезд на формующем столе (3 шт.); n – частота вращения стола, с–1.
Рассчитайте производительность котлетоформовочной машины по фактическому времени Qш (шт./ч)
 , (1.18)
, (1.18)
где t - время работы машины, с; f - количество котлет, шт.
Рассчитайте среднюю массовую производительность котлетоформовочной машины, Qм
 . (1.19)
. (1.19)
Потребляемая установкой электрическая мощность N (Вт) определяется как произведение значения тока I (А) на напряжение питающей сети U (В):
N = IU. (1.20)
Установка питается от промышленной трёхфазной сети напряжением 380 В, таким образом принимаем U = 380В. Руководствуясь данной зависимостью, определим мощность холостого хода и мощность, потребляемую при дозировании:
Nхол = Iхол.380; Nраб. = Iраб.380. (1.21)
Анализ результатов исследования
Постройте график зависимости  , считая Dmi и ni нарастающим итогом, т.е.
, считая Dmi и ni нарастающим итогом, т.е.  ,
,  ,
,  и т.д. Определите разброс значений на графике и сделайте вывод о точности.
и т.д. Определите разброс значений на графике и сделайте вывод о точности.
По паспортным данным точность дозирования котлетоформовочной машины не превышает 4 %. Проанализируйте работу машины и сделайте вывод, обеспечивает ли она необходимую точность и стабильность процесса дозирования.
Выполните рабочий чертеж одного из наиболее изнашиваемых узлов котлетоформовочной машины и сделаете к нему спецификацию в соответствии с требованиями ЕСКД.
Проверь себя
1. Формование – это...
а) механическое воздействие на сырье для придания ему определенной или заданной формы;
б) равномерное механическое распределение частиц отдельных компонентов во всем объеме смеси под действием внешних сил;
в) отмеривание, выдача и наполнение определенным количеством сырья, продукции и вспомогательных материалов аппарата, машины, тары, упаковки и т.д.;
г) это финишная операция переработки пищевых продуктов.
2. По конструктивному исполнению оборудование для формования классифицируется?
а) открытое и закрытое оборудование;
б) открытое и вакуумное оборудование;
в) закрытое и атмосферное оборудование;
г) открытое и атмосферное оборудование.
3. Какой привод у котлетоформовочной машины МФК-2240?
а) электрическим приводом;
б) гидравлическим приводом;
в) пневматическим приводом;
г) специальным приводом.
4. За счет чего поршни котлетоформовочной машины МФК-2240 перемещаются вверх и вниз?
а) вверх – посредством пружины, вниз – сил тяжести;
б) вверх – посредством пружины, вниз – за счет кулачка;
в) вверх – за счет кулачка, вниз – посредством пружины;
г) вверх – за счет кулачка, вниз – за счет сил тяжести.
5. Основной признак, определяющий конструкцию формующего оборудования, – тип вытеснителя. Какой тип вытеснителя фарша в котлетоформовочной машине МФК-2240?
а) поршневой;
б) шнековый;
в) ротационный;
г) лопастной.