Типы переноса электродного металла и их применение
Полуавтоматическая сварка MIG/MAG
MIG/MAG - Metal Inert / Active Gas - дуговая сварка плавящимся металлическим электродом (проволокой) в среде инертного/активного газа с автоматической подачей присадочной проволоки. Это полуавтоматическая сварка в среде защитного газа - наиболее универсальный и распространенный в промышленности метод сварки.
Принципы процесса, характеристики дуги
Технологические свойства дуги существенно зависят от физических и химических свойств защитных газов, электродного и свариваемого металлов, параметров и других условий сварки. Это обусловливает многообразие способов сварки в защитных газах.
Полуавтоматическая сварка плавящимся электродом производится в инертных газах Аг и Не (MIG) и их смесях Аг + Не, в активном газе СO2 (MAG), а также в смесях инертных и активных Аг + О2, Аг + СО2, Аг + СО + О2 и активных газов СО2 + О2. В качестве электродных проволок применяют сплошные из нелегированных и легированных сталей и цветных металлов (Ni, Си, Mg, Al, Ti, Mo), а также несплошные порошковые и активированные. Сварка плавящимся электродом выполняется в основном на постоянном токе, применяется также и сварка импульсным током. Принцип дуговой сварки плавящимся металлическим электродом в защитном газе показан на Рис. 1.
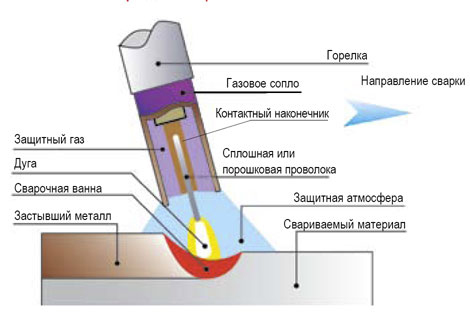
Рис. 1. Схема полуавтоматической сварки
Oсновные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе указаны в ГОСТ 14771.
В зависимости от уровня механизации и автоматизации процесса различают сварку:
· механизированную, при которой перемещения горелки выполняются вручную, а подача проволоки механизирована;
· автоматизированную, при которой все перемещения горелки и подача проволоки механизированы, а управление процессом сварки выполняется оператором-сварщиком;
· автоматическую (роботизированную), при которой управление процессом сварки выполняется без непосредственного участия оператора-сварщика.
Сварочное оборудование
В состав сварочного оборудования входят источник сварочного тока и сварочный аппарат. Составные части сварочного оборудования и их функции определяются уровнем механизации и автоматизации процесса, параметрами режима сварки, необходимостью их установки и регулировки в режиме наладки и сварки.
Основными параметрами автоматизированной дуговой сварки плавящимся электродом в СО2, Аг, Не и смесях газов (MAG, MIG) являются:
1. Сварочный ток Ic (~40.,.600 А);
2. Напряжение сварки Uc (~16...40 В);
3. Скорость сварки Vc (~4...20 мм/с), (-14.4...72 м/ч);
4. Диаметр электродной проволоки Dпр (~0.8...2.5 мм);
5. Длина вылета электродной проволоки Lв (~8...25 мм);
6. Скорость подачи электродной проволоки Vп (~35...250 мм/с);
7. Расход защитного газа Qг (~3...60 л/мин).
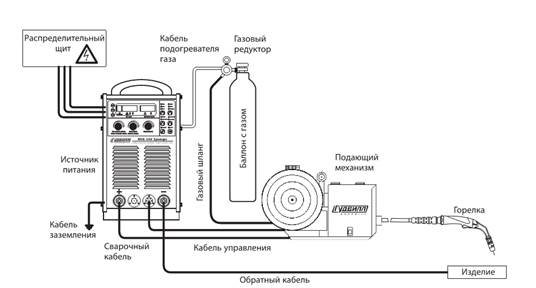
Рис.2. Схема установки для дуговой механизированной сварки в СО2
Установка для механизированной дуговой сварки плавящимся электродом в защитных газах обычно включает:
· источник постоянного или импульсного тока;
· механизм подачи электродной проволоки;
· сварочную горелку;
· кабель-пакет;
· встроенный в источник блок управления или отдельный шкаф управления;
· систему подачи защитного газа (баллон, подогреватель газа для СО2), газовый редуктор, смеситель газов, газовые шланги, электроклапан);
· кабели цепей управления;
· сварочные кабели с зажимами;
· систему охлаждения водой (дополнительно);
· приспособление для сборки и кантовки сварного узла (механическое оборудование).
Комплект установки для дуговой механизированной сварки, которую традиционно называют сварочным полуавтоматом, показан на Рис.2.
Сварочные полуавтоматы находят самое широкое применение, имеют различное назначение и конструктивное исполнение. Основным исполнением полуавтоматов является по способу защиты зоны дуги:
· для сварки в активных газах (MAG);
· для сварки в инертных газах (MIG);
· для сварки в инертных и активных газах (MIG/MAG);
· для сварки порошковой или самозащитной электродной проволокой (FCAW).
Сварочные материалы
При сварке MIG/MAG используют защитные газы и электродные проволоки. В Таблице 1 приведены типы газов по классификации Международного Института Сварки.
Таблица 1. Типы защитных газов.
| Группа | Состав смеси, % | Хим. активность | ||||
| Окислители | Инертные газы | Восстановители | ||||
| CO2 | O2 | Ar | He | H2 | ||
| И1 | - | - | - | - | Нейтральный | |
| - | - | - | - | |||
| - | - | 27-75 | Ост. | - | ||
| - | - | 85 - 95 | - | Ост. | Восстановит. | |
| - | - | - | - | |||
| М1 | - | 1 - 3 | Ост. | - | - | Слабокисл. |
| 2 - 4 | - | Ост. | - | - | ||
| М2 | 15 - 30 | - | Ост. | - | - | Среднекисл. |
| 5 - 15 | 1 - 4 | Ост. | - | - | ||
| - | 4 - 8 | Ост. | - | - | ||
| М3 | 30 - 40 | - | Ост. | - | - | Сильнокисл |
| - | 9 - 12 | Ост. | - | - | ||
| 5 - 20 | 4 - 6 | - | - | - | ||
| С | - | - | - | - | ||
| - | - | - |
Как видно из таблицы, применяются чистые газы инертные и активные, смеси газов в различных сочетаниях: инертные + инертные, инертные + активные и активные + активные. Водород при сварке плавящимся электродом не применяется из-за высокого разбрызгивания. Активный газ двуокись углерода (СО2) регламентируется по ГОСТ 8050-85, кислород газообразный по стандарту ГОСТ 5583-78.
Типы переноса электродного металла и их применение
При сварке плавящимся электродом открытой дугой перенос электродного металла представляет сложный процесс. Много факторов оказывает влияние на перенос: состав и свойства защитного газа, состав и свойства электродного металла, род тока и полярность, параметры режима сварки, вольтамперная характеристика источника тока и его динамические свойства и др.
Можно выделить следующие виды переноса электродного металла:
· без коротких замыканий дуги и с короткими замыканиями;
· крупно-, средне-, мелкокапельный и струйный;
· без разбрызгивания и с разбрызгиванием.
Наиболее благоприятные условия для переноса электродного металла наблюдаются при сварке в инертных одноатомных газах аргоне и гелии. В аргоне имеет место два вида переноса: крупнокапельный без коротких замыканий с небольшим разбрызгиванием на докритическом токе и струйный на токе больше критического. Вид переноса влияет на форму проплавления Рис. 3:
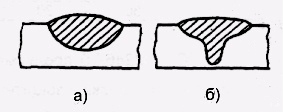
Рис. 3. Форма проплавления металла.
а) меньше критического;
б) больше критического.
Сварка со струйным переносом рекомендуется на металле средней толщины. В гелии наблюдается капельный перенос с короткими замыканиями (к.з.) дуги (малые ток и напряжение) и без к.з. на повышенном токе и напряжении при незначительном мелкокапельном разбрызгивании. Сварка в гелии имеет меньшую выпуклость, чем в аргоне, так как аргон повышает поверхностное натяжение в сталях. Применение смеси Аг+Не позволяет использовать преимущества обоих газов. При сварке в СО2 имеют место перенос мелкокапельный с к.з. и небольшим разбрыз гиванием, крупнокапельный с к.з. и без к.з. с большим разбрызгиванием. На больших токах, когда дуга погружается в основной металл, перенос становится мелкокапельным, разбрызгивание уменьшается, однако валик имеет чрезмерную выпуклость.