ПОРЯДОК ВЫПОЛНЕНИЯ ЛАБОРАТОРНОЙ РАБОТЫ. Цель лабораторной работы: автоматизация проектирования технологической операции (ТО) на базе групповой обработки.
Цель лабораторной работы: автоматизация проектирования технологической операции (ТО) на базе групповой обработки.
Работа состоит из этапов: группирование деталей и формирование комплексной детали; разработка групповой ТО; создание программного обеспечения САПР ТО; автоматизированное проектирование индивидуальной токарной ТО на конкретную деталь.
Студенту выдаются эскизы деталей типа «тело вращения» (рис. 3).
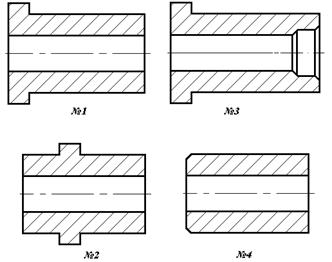
Рисунок 3 − Группа деталей
Этап 1. Группирование деталей и формирование комплексной детали: формируется эскиз комплексной детали, и нумеруются обрабатываемые поверхности (рис. 4); наносятся номера поверхностей на эскизы всех деталей группы (рис. 5); заполняется таблица 2 общими сведениями о технологических переходах обработки комплексной детали. Считаем, что детали изготавливаем из прутка. Код «1» означает, что данная поверхность в детали присутствует, код «0» - отсутствует

Рисунок 4 − Комплексная деталь
Таблица 2 − Разработка групповой токарной операции
| № пов. | Содержание перехода | Комплексная деталь

| Деталь
№1

| Деталь
№2

| Деталь
№3

| Деталь
№4

|
| - | Установить и закрепить | |||||
| 1 | Подрезать торец | |||||
| 2 | Точить поверхность | |||||
| 3 | Точить поверхность | |||||
| 4 | Сверлить отверстие | |||||
| 5 | Сверлить отверстие | |||||
| 6 | Точить фаску | |||||
| - | Отрезать в размер | |||||
| - | Переустановить, выверить и закрепить | |||||
| 7 | Точить поверхность | |||||
| 8 | Подрезать торец, выдерживая размер | |||||
| 9 | Точить фаску | |||||
| - | Снять деталь |

Рисунок 5 − Группа деталей с нанесенными номерами поверхностей.
На эскиз комплексной детали наносятся основные размеры и технологические требования к обработке в виде буквенно-цифровых обозначений (рис. 6);

Рисунок 6 − Эскиз комплексной детали с размерами и требованиями к обработке
Фактические значения основных размеров и технологических требований заносятся в таблицу 3.
Таблица 3 − Параметры поверхностей
| Параметр и обозначение на эскизе | Значение | Ед. изм. |
| Наружный диаметр (максимальный) D | мм | |
| Наружный диаметр D1 | мм | |
| Наружный диаметр D2 | мм | |
| Внутренний диаметр (минимальный) d | мм | |
| Внутренний диаметр d1 | мм | |
| Длина детали L | мм | |
| Длина L1 | мм | |
| Длина L2 | мм | |
| Длина l | мм | |
| Длина фаски F | мм | |
| Длина фаски f | мм |
Выполняются эскизы деталей группы и комплексной детали в среде любой CAD – системы (T-flex, Компас, AutoCAD и т.п.).
Этап 2. Приступаем к созданию программного обеспечения (ПО) САПР ТП. Что бы познакомиться с принципами типизации ТП, группирования, синтеза структуры ТП и использования технологических редакторов достаточно редактора электронных таблиц Excel MS Office или Calc Open Office.
На лист 1 книги электронных таблиц переносим таблицы 3 и 2.


Рисунок 7 − Лист ПО САПР, заполненный данными об обрабатываемой детали
Таблицу 2 продолжаем дополнять (вправо) в редакторе электронных таблиц: из табл. 3 с помощью команды «=» копируются размеры. Дописываем типовые текстовые формулировки технологических переходов.
Основное правило: числовые данные размеров в одни ячейки – это величины переменные в программном обеспечении; типовые текстовые формулировки – в другие (это константы в программном обеспечении).
Получаем таблицу 4.
Таблица 4 – Подготовительная таблица для заполнения технологической карты
| - | Установить и закрепить | |||||||
| 1 | Подрезать торец | _1_ | ||||||
| 2 | Точить поверхность | _2_ | , выдерживая размеры | _D и L = | _;_ | |||
| 3 | Точить поверхность | _3_ | , выдерживая размеры | _D1 и L2 = | _;_ | |||
| 4 | Сверлить отверстие | _4_ | , выдерживая размеры | _d и L = | _;_ | _и зенкеровать | ||
| 5 | Рассверлить отверстие | _5_ | , выдерживая размеры | _d1 и l = | _;_ | |||
| 6 | Точить фаску | _6_ | , выдерживая размеры | _f = | _x_ | 45° | ||
| _ | Отрезать | , выдерживая размер | _L = | 50,5 | ||||
| _ | Переустановить, выверить и закрепить | |||||||
| 7 | Подрезать торец | _7_ | , выдерживая размер | _L = | ||||
| 8 | Точить поверхность | _8_ | , выдерживая размеры | _d1 и l = | _;_ | |||
| 9 | Точить фаску | _9_ | , выдерживая размеры | _F = | _x_ | 45° | ||
| _ | Снять деталь |
С помощью команды «Сцепить» (в Excel MS) или CONCATENATE (в Calc OO) создается таблица 5 полных текстовых формулировок технологических переходов (рис. 8).

Рис. 8. Создание таблицы 5 с помощью команды «Сцепить»
Таблица 5 – Сформированные тексты технологических переходов групповой технологической операции для обработки комплексной детали
| Технологический переход |
| Установить и закрепить |
| Подрезать торец_1_ |
| Точить поверхность_2_, выдерживая размеры _D и L =34_;_51 |
| Точить поверхность_3_, выдерживая размеры _D1 и L2 =28_;_25 |
| Сверлить отверстие_4_, выдерживая размеры _d и L =16_;_51 |
| Рассверлить отверстие_5_, выдерживая размеры _d1 и l =20_;_20 |
| Точить фаску_6_, выдерживая размеры _f = 1_x_45° |
| Отрезать, выдерживая размер _L = 50,5 |
| Переустановить, выверить и закрепить |
| Подрезать торец_7_, выдерживая размер_L = 50 |
| Точить поверхность_8_, выдерживая размеры _d1 и l =20_;_15 |
| Точить фаску_9_, выдерживая размеры _F = 2_x_45° |
| Снять деталь |
На лист 2 копируем операционную технологическую карту.
Заполняем столбец технологической карты «Содержание перехода» с помощью логической функции («мастер функций – функции логические – ЕСЛИ» в Excel или функция IF в ОО), и таблиц 2 и 5. Заполняем переходами на обработку одной детали из группы, например, детали №2 (рис. 9, 10 и как результат – таблица 6).

Рис 9. Пример использования функции «ЕСЛИ»

Рисунок 10 – Заполненные переходы для описания обработки детали №2
Таблица 6 – переходы для описания обработки детали №2
| Содержание перехода |
| Установить и закрепить |
| Подрезать торец_1_ |
| Точить поверхность_2_, выдерживая размеры _D и L =34_;_51 |
| Точить поверхность_3_, выдерживая размеры _D1 и L2 =28_;_25 |
| Сверлить отверстие_4_, выдерживая размеры _d и L =16_;_51 |
| Отрезать, выдерживая размер _L = 50,5 |
| Переустановить, выверить и закрепить |
| Точить поверхность_8_, выдерживая размеры _d1 и l =20_;_15 |
| Снять деталь |
Таким образом, в зависимости от кодировки детали заполняется технологическая карта на обработку любой детали из группы. Есть «1» - выполняется команда обработки; стоит «0» - в технологической карте пустая строка, команда обработки не выполняется.
На этом лабораторная работа считается выполненной.
Обучающемуся необходимо оформить отчет в виде электронного документа формата .doc, руководствуясь данной методикой.
ВОПРОСЫ ДЛЯ ПРОВЕРКИ
1. Направления автоматизации проектирования ТП.
2. Порядок разработки ТП.
3. Этапы автоматизированного проектирования ТП.
4. Достоинства применения САПР ТП.
5. Метод повторного использования единичных ТП.
6. Метод унифицированных (типовых и групповых) ТП.
7. Метод проектирования индивидуальных ТП.
8. Диалоговые методы проектирования.
9. Проектирование по типовым ТП.
10. Кодирование исходной информации о детали.
11. Формализованный технологический язык описания детали.
12. Разработка групповой токарной операции.
13. Разработка маршрутного типового техпроцесса.
14. Стадии разработки САПР ТП.
15. Обеспечения САПР ТП.
16. Информационное обеспечение САПР ТП.
17. Классификация САПР ТП.
18. Российские САПР ТП.
ЛИТЕРАТУРА
1. Митрофанов С.П. Научная организация серийного производства.- Ленинград: Машиностроение, 1986.
2. Норенков И.П. Основы автоматизированного проектирования.- М.: Издательство МГТУ им. Баумана, 2000.
3. Капустин Н.М. Автоматизация машиностроения: Учеб. для втузов.- М.: Высшая школа, 2002.
4. Технология машиностроения: в 2 кн. Учеб. пособ. для вузов/Э.Л. Жуков, И.И. Козарь, С.Л. Мурашкин и др.; Под ред. С.Л. Мурашкина.-М.: Высш. шк., 2003.
5. Махаринский Е.И., Беляков Н.В. Методика синтеза индивидуальных технологических процессов изготовления корпусных деталей машин//Вестник машиностроения. 2005. №2. С. 57-65
1.6. Правила записи операций и переходов. ГОСТ 3.1702-79. http://docs.nevacert.ru/files/gost/gost_3.1702-1979.pdf
7. Типовые решения для ускоренного проектирования технологических процессов в САПР ТП ВЕРТИКАЛЬ// САПР и графика, №9, 2015 http://www.sapr.ru/Article.aspx?id=23320
8. Создание технологического процесса в ADEM VX// САПР и графика, №9, 2015 http://www.sapr.ru/Article.aspx?id=22936
9. Основы технологии машиностроения http://spbftu.ru/UserFiles/Image/LMF/tlmr/tlmr_1.pdf, 2013 г
ВАРИАНТЫ ЗАДАНИЙ
| № | Эскиз детали | № | Эскиз детали | № | Эскиз детали |

| 
| 
| |||

| 
| 
| |||

| 
| 
| |||

| 
| 
| |||

| 
| 
| |||

| 
| 
| |||

| 
| 
|
ОГЛАВЛЕНИЕ
| Стр. | |
| ВВЕДЕНИЕ | |
| 1. ПРОЕКТИРОВАНИЕ ПО ТИПОВЫМ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССАМ | |
| 2. КЛАССИФИКАЦИЯ И КОДИРОВАНИЕ ИСХОДНОЙ ИНФОРМАЦИИ | |
| 3. ПОРЯДОК ВЫПОЛНЕНИЯ ЛАБОРАТОРНОЙ РАБОТЫ | |
| 4. ВОПРОСЫ ДЛЯ ПРОВЕРКИ | |
| ЛИТЕРАТУРА | |
| ВАРИАНТЫ ЗАДАНИЙ |
 |