Оборудование для создания матриц
Технологии создания изделий из композиционных материалов
В большинстве случаев в качестве связующего наполнителя используется химически отверждаемая термореактивная смола, процесс отверждения характеризуется экзотермической химической реакцией. В основном используются полиэфирные, эпоксидные, фенольные и высокотемпературные смолы. Чаще всего в изготовлении деталей сложной конфигурации применяют технологии суть которых заключается в выкладке «сухой» основы с последующей пропиткой связующим составом («влажная» формовка, намотка, инжекция, Resin Transfer Molding / RTM) или с поочередной выкладкой «сухой» основы с пленочным клеем (вакуумная пропитка, Resin Film Infusion / RFI). Существует несколько основных технологий изготовления деталей из композиционных материалов, включая ручные и автоматизированные методы:
- пропитка армирующих волокон матричным материалом;
- формирование в пресс-форме лент упрочнителя и матрицы, получаемых намоткой;
- холодное прессование компонентов с последующим спеканием;
- электрохимическое нанесение покрытий на волокна с последующим прессованием;
- осаждение матрицы плазменным напылением на упрочнитель с последующим обжатием;
- пакетная диффузионная сварка монослойных лент компонентов;
- совместная прокатка армирующих элементов с матрицей и др.
Кроме того широкое распространение получила технология изготовления деталей с использованием препрегов (полуфабрикатов, представляющих собой материал основы, пропитанный связующим составом).
Программное обеспечение
Современные программные продукты можно условно разделить на две группы: выполняющие пакетный анализ ламинатов в «двухмерной» или «балочной/пластинной» постановке и в трехмерной. Первая группа – это программы типа Laminator, VerctorLam Cirrus и др. «Трехмерное» решение – метод конечных элементов, и тут большой выбор среди имеющихся программных продуктов. На рынке «технология моделирования композитов» существуют различные программные продукты: FiberSim (Vistagy / Siemens PLM Software), Digimat (e-Xstream / MSC Software Corp.), Helius (Firehole Composites / Autodesk), ANSYS Composite PrepPost, ESAComp (Altair Engineering) и др.
Оборудование для создания матриц
Изготовление мастер-модели из дерева процесс трудоемкий и длительный, для уменьшения времени изготовления матрицы и повышения точности используются: трех/пятиосевые фрезерные станки с ЧПУ, контрольно-измерительные машины или 3Д сканеры.
Портальный пятиосевой фрезерный станок, (рис 1), доступен лишь крупным производителям. Небольшие компании используют фрезерные роботоризированные комплексы на линейных блоках (linear robot unit) (рис. 2), либо изготавливают мастер-модели из склеенной заготовки. В этом случае за основу заготовки берется жесткий пустотелый каркас, который обклеивается снаружи и затем целиком обрабатывается. Компании, не имеющие возможность обработать изделие целиком, идут по другому пути: Сначала в CAD-системе при помощи плоскостей строится упрощенная 3D-модель изделия, на основе упрощенной модели проектируется жесткий силовой каркас из фанеры. Затем вся внешняя поверхность представляется в CAD-системе как облицовка внутреннего каркаса. Размеры облицовки подбираются таким образом, чтобы ее можно было отфрезеровать на имеющемся фрезерном станке с ЧПУ (рис 3). Затем точно собранный каркас обклеивается модельной облицовкой. При таком методе точность мастер-модели ниже и требуется ручная доводка стыков облицовки, но это позволяет создавать изделия, размеры которых значительно превышают возможности имеющихся станков с ЧПУ.

Рис. 1. Пятикоординатный фрезерный станок MR 125, способен обрабатывать детали размером 15x5 м и высотой до 2,5 м
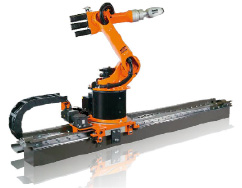
Рис. 2. Фрезерный роботоризированный комплекс Kuka

Рис. 3. «Небольшой» пятикоординатный фрезерный станок
В настоящее время для изготовления стеклопластиковых продуктов используются следующие технологии:
· Ручное формование (hand lay-up);
· Напыление (spraying);
· RTM (инжекция) (RTM, injection);
· Инфузия (infusion);
· Намотка (filament winding);
· Пултрузия (pultrusion);
· SMC и BMC;
· Прямое прессование (molding);
· Автоклавное формование (autoclave molding, autoclave pressing)
Ручное формование
Благодаря незначительным капиталовложениям, изготовление стеклопластика по технологии контактного формования находит широкое применение при изготовлении изделий из стеклопластика единичными экземплярами и малыми партиями.
Суть метода изготовления стеклопластика контактным формованием состоит в следующем: на подготовленную определённым способом оснастку (матрицу) наносится защитно-декоративный слой – гелькоут. Методика нанесения гелькоута – вручную кистью или распылителем для гелькоута GS-120. Гелькоут формирует наружную поверхность будущего изделия из стеклопластика. Гелькоуты имеют широкую палитру цветов, поэтому внешний вид изделия из стеклопластика может иметь практически любой цвет. Кроме того, гелькоут предохраняет изделие из стеклопластика от пагубного влияния ультрафиолета, химически активных сред, воздействия воды.
После высыхания гелькоута происходит изготовление стеклопластика (формовка изделия из стеклопластика). Вначале в матрицу укладывается предварительно раскроенный стеклянный материал: стеклоткань, стекломат или другой тип армирующего наполнителя, выбор которого зависит от требований, предъявляемых к изделию из стеклопластика. Затем, при помощи мягкого валика или кисти, стекломат или стеклоткань пропитывается связующим - смесью полиэфирная смола иотвердитель. В общепринятом смысле, стеклопластик – это композитный материал, состоящий из следующей смеси: полиэфирная смола, отвердитель, стеклоткань или стекломат.
Последний этап – прикатка еще не отвержденного стеклопластика (ламината) жестким валиком для удаления пузырьков воздуха из него. После отверждения стеклопластика, готовое изделие из стеклопластика извлекается из формы и подвергается механической обработке: обрезка облоя - излишков стеклопластика или отвержденной полиэфирной смолы по краям изделия; высверливание отверстий и т. д.
Напыление
Технология производства стеклопластика напылением получила распространение при мелко и среднесерийном производстве изделий из стеклопластика, а также при производстве крупных изделий из стеклопластика, таких как корпуса катеров, лодок, яхт, кабины автотранспорта, железнодорожных вагонов и т.д.
Несмотря на то, что в данном случае подразумеваются определённые затраты на закупку специализированного оборудования для производства стеклопластика, технология производства стеклопластика напылением имеет ряд преимуществ перед технологией производства стеклопластика ручным формованием.
Нанесение гелькоута и стеклопластика осуществляется с помощью специального оборудования фирмы Graco. Гелькоут: 24G331 с внешним смешиванием или 24G151 с внутренним смешиванием, стеклопластик: 24G261 с внешним смешиванием и 24G009 с внутренним смешиванием. Все установки укомплектованы новейшей разработкой фирмы Graco для нанесения гелькоутов и смол - пистолетом RS-Gun. При этом отпадает необходимость в предварительном раскрое стеклоткани или стекломата и приготовлении смеси полиэфирная смола - отвердитель, резко сокращается доля ручного труда при производстве изделия из стеклопластика.
Оборудование для производства стеклопластика напылением автоматически осуществляет жёсткую дозацию полиэфирной смолы и отвердителя, рубку ровинга (жгут из нитей непрерывного стекловолокна) на части заданных размеров (чопсы, длина 0,8 – 5 см). При таком производстве стеклопластика отсутствуют отходы полиэфирной смолы, характерные для приготовления смеси полиэфирная смола - отвердитель вручную. После рубки части стекловолокна попадают в струю полиэфирной смолы из распылительного пистолета и пропитываются ею во время переноса на матрицу. На долю ручного труда остаётся уплотнение стеклопластика в матрице прикаточным валиком.
Инфузия
Вакуумная инфузия - процесс, при котором с применением вакуумной пленки (мешка) создается разряжение в рабочей полости формы и за счет разницы в давлении происходит всасывание смолы и пропитка армирующих материалов.
RTM (инжекция)
При изготовлении средних и крупных партий изделий из стеклопластика целесообразно применить метод инжекцииполиэфирной смолы в закрытую форму (метод RTM – Resin Transfer Moulding). Технология изготовления стеклопластика по методу инжекции в закрытую форму требует использования специальной оснастки, состоящей из двух частей: самой матрицы и ответной формы –пуансона. Суть метода изгототовления стеклопластика инжекцией заключается в следующем: между матрицей и пуансоном укладывается сухой, предварительно раскроенный стеклянный материал. Это может быть стеклоткань, специальный стекломат или другой вид армирующего материала. Затем, при помощи специального оборудования, в закрытую форму под давлением инжектируется смесь полиэфирная смола -отвердитель. После отверждения уже готовое изделие из стеклопластика извлекается из формы и подвергается механообработке, если требуется.
Технология изготовления стеклопластика по методу инжекции полиэфирной смолы в закрытую форму требует определённых финансовых затрат, как на оборудование для инжекции полиэфирной смолы, вспомогательное оборудование, так и на изготовление двухсторонней оснастки для изготовления изделия из стеклопластика.
Метод Light RTM отличается тем, что прижим матрицы и пуансона осуществляется с помощью вакуума, а пуансон представляет собой легкий позитивный оттиск матрица. Разрежение создается также и в раочей полости формы, что позволяет добиться оптмаильных характеристик пропитки армирующего материала.
Намотка
Технология намоткиприменяется при изготовлении из стеклопластика тел вращения: стеклопластиковых труб для нефтегазовой, химической промышленности, газоотводящих стеклопластиковых труб, стеклопластиковых цистерн для хранения и транспортировки химически активных продуктов, воды, горюче смазочных материалов.
Полученные при намотке стеклопластиковые трубы и емкости имеют ряд преимуществ перед аналогичными изделиями из традиционных материалов.
В первую очередь это:
· высокая прочность при малом собственном весе, что значительно снижает издержки по транспортировке, погрузочно-разгрузочным операциям и монтажным работам;
· высокая надежность в эксплуатации в температурном диапазоне от -40°С до +50°С;
· высокая атмосферостойкость, химстойкость, неподверженность коррозии и гниению;
· снижение расходов теплоизоляционного материала в связи с низкой теплопроводностью стеклопластика;
· отсутствие влагопоглощения позволяет отказаться от применения гидроизолирующих материалов;
· фланцевое или муфтовое соединение, что исключает затраты на сварочные работы при монтаже;
· длительный срок эксплуатации (до 50 лет).
Оборудование для изготовления стеклопластиковых труб, емкостей и других тел вращения по технологии намотки состоит из следующих составляющих:
· секция подачи стеклянного ровинга;
· установка для приготовления связующего: смесь полиэфирная смола - катализатор или другой тип связующего*;
· ванна с связующим - катализированной полиэфирной смолой или другим типом смолы, через которую проходят и смачиваются нити ровинга;
· секция намотки с валами вращения, размер которых определяет диаметр конечного изделия из стеклопластика;
· органы управления оборудованием для намотки.
Пултрузия
Пултрузия - непрерывная технология производства стеклопластиковых профилей.
Стеклопластик - это перспективный композитный материал, который имеет большую гамму применения в индустриальном строительстве. Стеклопластик на основе полиэфирной смолы обладает теплопроводностью дерева, прочностью и долговечностью стали, биологической стойкостью, влагостойкостью и атмосферостойкостью полимера, не имея недостатков, присущих термопластам.
До недавнего времени стеклопластик использовался только в самолётостроении, кораблестроении и космической технике. Широкое применение стеклопластика сдерживалось, в основном, из-за отсутствия промышленной технологии, позволяющей наладить массовое производство стеклопластикового профиля сложной конфигурации с требуемой точностью размеров. Эта задача успешно решена с созданием технологии пултрузии для производства стеклопластикового профиля, стеклопластиковой арматуры, стеклопластикового стержня и других изделий.
Пултрузия представляет собой процесс получения стеклопластиковых профилей путем вытягивания через нагретую до 130 – 150о формообразующую фильеру стекловолокнистых материалов, пропитанных полиэфирной смолой или другой термореактивной смолой.
В результате на выходе получается армированный стеклопластиковый профиль, конфигурация которого повторяет форму фильеры. Методом пултрузии можно получать изделия из стеклопластика с любым профилем (стеклопластиковый стержень, стеклопластиковая труба, уголок, пластина, швеллер, короб и т.д.). Изготовление стеклопластиковых профилей таким образом осуществляется с помощью специальной машины пултрузии.
SMC и BMC
Технология SMC (Sheet Mould Compound)
SMC (Sheet Mould Compound) - листовой материал, содержащий смолу, наполнители, армирующие волокна. SM  C - материал, который может перерабатываться прессованием при повышенных температурах 120-160°С. С двух сторон SMC защищен полимерной пленкой. В отличие от тканых стекломатериалов, SMC не армирован связанными между собой стеклянными волокнами. Из-за значительно большей, чем у BMC, длины стекловолокна,SMC имеет меньшую текучесть, но более высокие прочностные характеристики. Применение химстойких смол позволяет получать прессматериал, обладающий высокой атмосферостойкостью.
C - материал, который может перерабатываться прессованием при повышенных температурах 120-160°С. С двух сторон SMC защищен полимерной пленкой. В отличие от тканых стекломатериалов, SMC не армирован связанными между собой стеклянными волокнами. Из-за значительно большей, чем у BMC, длины стекловолокна,SMC имеет меньшую текучесть, но более высокие прочностные характеристики. Применение химстойких смол позволяет получать прессматериал, обладающий высокой атмосферостойкостью.
Прямое прессование
Прессование - один из методов, использумых для переработки полимеров, в том числе, для производства изделий из стеклопластика. Прессованиепредусматривает загрузку материала в пресс-форму, под действием температуры перевод материала в вязкопластичное состояние, формование изделия под действием давления и фиксацию заданной конфигурации изделия в результате ускоренного сшивания олигомеров при повышенной температуре. Полученное этим методом изделие, обладает формоустойчивостью при повышенной температуре и не требует охлаждения перед извлечением из пресс-формы. Пресс-материал может содержать от 30-70 % связующего, и соответственно от 70-30 % наполнителя. Кроме того, в состав могут входить отвердители, красители, смазывающие вещества и прочие компоненты.
Автоклавное формование
Автоклавное формование - метод получения многослойных изделий из препрегов.
Препрег или многослойный пакет из препрега выкладывают на форму, вместе с ней помещают в вакуумный мешок и снижают в нем давление. Метод, при котором отверждение проводят, создавая градиент давления по отношению к атмосферному, называют формованием с помощью вакуумного мешка. Так как нередко избыточное внешнее давление создают с помощью автоклава, то этот метод также называют автоклавным формованием. Первоначально он использовался для склеивания деталей самолетов.
Процесс автоклавного формования состоит из следующих основных этапов:
Этап 1. На форму накладывают необходимое число слоев препрега;
Этап 2. При повышенных давлении и температуре в автоклаве проводят отверждение;
Этап 3. Осуществляют отделку (зачистку) отвержденных изделий.
Чаще всего при отверждении в автоклаве используют и вакуумный мешок. Рассмотренный метод формования является периодическим; на свойства изделий решающее влияние оказывают технология выкладки препрега на форму, тип и свойства вакуумного мешка и т. д.
Ссылки:
http://www.composite.ru/
http://www.top-technologies.ru/ru/article/view?id=33649
https://ru.wikipedia.org