Методика проведения неразрушающего контроля сварных соединений.
А.А. Дерябин
Методика проведения неразрушающего контроля сварных соединений.
Электронное учебное издание
Методические указания к лабораторным работам
по дисциплине «Контроль качества сварных соединений»
Москва
(С) 2013 МГТУ им. Н.Э. БАУМАНА
© Н.П. Алешин, А.Л. Ремизов, А.А. Дерябин, М.А. Прилуцкий
УДК 681.2+621.791
Рецензент: к.т.н., доцент Ховова О.М.
Н.П. Алешин, А.Л. Ремизов, А.А. Дерябин, М.А. Прилуцкий
Методика проведения неразрушающего контроля сварных соединений. Электронное учебное издание. - М.: МГТУ имени Н.Э. Баумана, 2013. 58 с.
Издание содержит описание методик проведения, правил настройки и использования оборудования для неразрушающего контроля сварных соединений.
Для студентов кафедры «Технологии сварки и диагностики» МГТУ имени Н.Э. Баумана.
Рекомендовано НМС МГТУ им. Н.Э. Баумана
Электронное учебное издание
Алешин Николай Павлович
Ремизов Андрей Леонидович
Дерябин Алексей Александрович
Прилуцкий Максим Андреевич
Методика проведения неразрушающего контроля сварных соединений.
© 2013 МГТУ имени Н.Э. Баумана
© Н.П. Алешин, А.Л. Ремизов, А.А. Дерябин, М.А. Прилуцкий
Оглавление
ЛАБОРАТОРНАЯ РАБОТА №1. Методика проведения визуального и измерительного контроля сварных соединений. 5
1. Цель работы и постановка задач. 5
2. Введение. 5
3. Измеряемые параметры сварных соединений. 5
4. Средства измерения комплекта ВИК-1. 8
5. Методика измерения параметров сварных соединений с использованием комплекта ВИК-1. 13
Вопросы.. 16
ЛАБОРАТОРНАЯ РАБОТА №2. Методика ультразвукового контроля сварных стыковых соединений 17
1. Цель работы и постановка задач. 17
2. Введение. 17
3. Ультразвуковой дефектоскоп УД 2-70. Методика определения и настройки параметров контроля. 20
3.1. Общие сведения. 20
3.2. Органы управления дефектоскопа. 21
3.3. Подготовка дефектоскопа к работе. 23
3.4. Настройка дефектоскопа и проведение контроля стыкового сварного соединения 29
Контрольные вопросы.. 34
Лабораторная работа № 3. Методика проведения рентгеновского контроля сварных соединений 36
1. Основные задачи: 36
2. Рентгеновский аппарат МАРТ-200. Характеристики. 36
3. Методика проведения рентгеновского контроля. 39
4. Рентгеновский аппарат РУП 150/300. Характеристики. 46
5. Методика проведения рентгеновского контроля аппаратом РУП 150/300. 47
Контрольные вопросы.. 49
Лабораторная работа №4. Методика проведения магнитного метода неразрушающего контроля. Магнитный структуроскоп. 50
1. Основные задачи: 50
2. Введение. 50
3. Подготовить прибор к работе: 52
4. Провести измерение. 54
5. Оформить результаты контроля. 54
Контрольные вопросы.. 54
Лабораторная работа №5. Методика проведения магнитного метода неразрушающего контроля. Магнитопорошковый метод. 55
1. Основные задачи: 55
2. Введение. 55
3.Методика магнитопорошкового метода контроля с использованием дефектоскопа типа ДМП-2. 56
Контрольные вопросы.. 56
СПИСОК ЛИТЕРАТУРЫ.. 57
ЛАБОРАТОРНАЯ РАБОТА №1. Методика проведения визуального и измерительного контроля сварных соединений
1. Цель работы и постановка задач
Цель работы: получение навыков измерений параметров сварных соединений с помощью измерительных средств комплекта ВИК-1.
Продолжительность работы 3 часа.
Оборудование: комплект для проведения визуального и измерительного контроля ВИК-1.
Задачи:
1. Изучение назначения измерительных средств комплекта ВИК-1.
2. Изучение методик измерений параметров сварных соединений с использованием средств измерений комплекта ВИК-1.
3. Проведение измерений параметров сварного соединения.
4. Оформление результатов измерений.
2. Введение
Визуальный и измерительный контроль сварных соединений (наплавок) выполняется при производстве сварочных (наплавочных) работ и на стадии приемосдаточного контроля готовых сварных соединений. В случае если контролируется многослойное сварное соединение, визуальный контроль и регистрация его результатов могут проводиться после выполнения каждого слоя (послойный визуальный контроль в процессе сварки).
3. Измеряемые параметры сварных соединений
В выполненном сварном соединении визуально следует контролировать:
- отсутствие (наличие) поверхностных трещин всех видов и направлений;
- отсутствие (наличие) на поверхности сварных соединений дефектов (пор, включений, скоплений пор и включений, отслоений, прожогов, свищей, наплывов, усадочных раковин, подрезов, непроваров, брызг расплавленного металла, западаний между валиками, грубой чешуйчатости, а также мест касания сварочной дугой поверхности основного материала);
- качество зачистки металла в местах приварки временных технологических креплений, гребенок индуктора и бобышек крепления термоэлектрических преобразователей (термопар), а также отсутствие поверхностных дефектов в местах зачистки;
- качество зачистки поверхности сварного соединения изделия (сварного шва и прилегающих участков основного металла) под последующий контроль неразрушающими методами (в случае если такой контроль предусмотрен ПТД);
- наличие маркировки (клеймения) шва и правильность ее выполнения.
В выполненном сварном соединении измерениями необходимо контролировать:
- размеры поверхностных дефектов (поры, включения и др.), выявленных при визуальном контроле;
- высоту и ширину шва, а также вогнутость и выпуклость обратной стороны шва в случае доступности обратной стороны шва для контроля;
- высоту (глубину) углублений между валиками (западания межваликовые) и чешуйчатости поверхности шва;
- подрезы (глубину и длину) основного металла;
- отсутствие непроваров (за исключением конструктивных непроваров) с наружной и внутренней стороны шва;
- размеры катета углового шва;
- отсутствие переломов осей сваренных цилиндрических элементов.
Измеряемые параметры и требования к выполнению измерительного контроля сварных швов приведены на рис. 1.1 и в табл. 1.
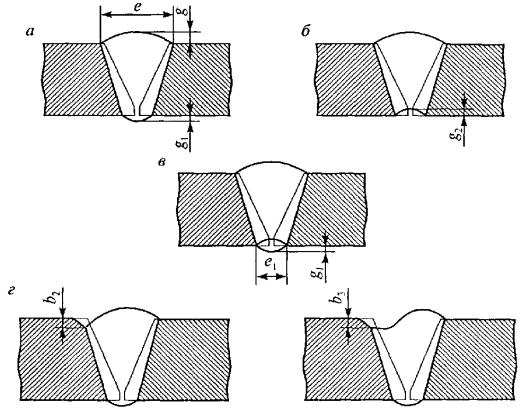
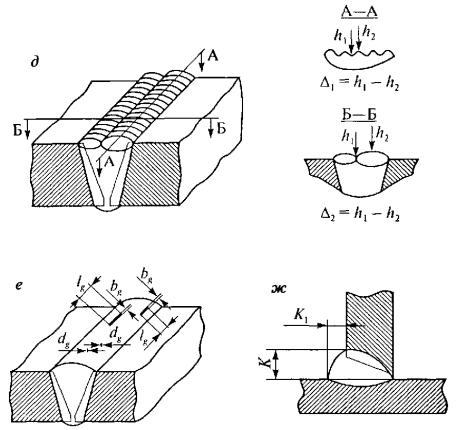
Рис. 1.1 . Конструктивные элементы и дефекты сварного шва, подлежащие измерительному контролю:
а , б - размеры (ширина, высота) стыкового одностороннего шва с наружной и внутренней стороны; в - то же двухстороннего сварного шва; г - подрез и неполное заполнение разделки кромок; д - чешуйчатость (Δ1) шва и западание между валиками шва (Δ2 ); е - размеры поверхностных включений (диаметр - d g ; длина - lg ; ширина - bg включения); ж - размеры катета шва углового (таврового, нахлесточного) соединения
Таблица 1