Износ коренных и шатунных шеек
- обработка под РР шлифованием (черновое + чистовое)- через 0,25 (отечественные двигатели), через 0,5 мм (КамАЗ) (вал изношен в пределах ремонтных размеров)
Станок: кругло-шлифовальный мод. 3А432, 3А433, 3В432.
База – центровые отверстия. Вал в центрах фланцем к задней бабке
Шлифовальный круг ПП 900х30х305– для стального коленчатого вала 15А40 ПСТ18К
- для чугунного коленчатого вала 54С46СМ28К
Перед шлифованием шатунных шеек коленчатый вал устанавливается в центросмесители, которые обеспечивают вращение вала относительно обрабатываемой шатунной шейки.
Способы отделки коренных и шатунных шеек:
- полирование ручное в жимках или лентами на стенде;
- суперфиниширование (суперфинишные станки мод. 2К34, 3А423);
- выглаживание алмазом (токарно-винторезный станок)
Все коренные шейки и шатунные шейки должны иметь один размер. На 1 противовесе – клеймо ремонтного размера.
При износе шеек выше пределов ремонтных размеров:
- Наплавка под слоем флюса
Материал: проволока Нп.30 ХГСА, пружинная проволока II кл., d = 1,6
Флюс: АН348А или легированный флюс
Термическая обработка не требуется.
Режим:
Uнапл.= 22…30 В
I = 180…220 А
nк.в.= 2…2,5 мин -1 – коренные шейки
nк.в.= 2,5…3 мин -1 – шатунные шейки
Vпр= 1,9…2,0 м/мин
Sпрод= 4-6 мм/об
Наплавленный слой-мелкозернистой структуры, без раковин, переходной зоны, 52…55 HRC, нет задиров, хорошая прирабатываемость, на 30% выше износостойкость.
Преимущества:
1. Отсутствие трещин при правке и механической обработке
2. высокая износостойкость.
Недостатки:
- дорогое оборудование
- изменение характеристик поверхности слоя при изготовлении коленчатого вала
- Газопламенное напыление шнуровыми материалами
Источник тепла – ацетилин + кислород
Транспортирующий газ – воздух р = 0,6 МПа
Гибкий шнур – органическая связующая полностью сгорающая при напылении и порошковый наполнитель.
Шнуровой материал:
- подслой – НИАЛИД
- промежуточный слой №30 (покрытие > 2 мм)
- основной слой (для напыления холодным способом, то есть без оплавления: СФЕКОРД- ЭК 30 № 40 (диз.дв.), № 35 (карб.дв.)
Нагрев детали до 150оС
Подготовка детали аналогична технологии напыления.
Отличие – для удаления остатков масла детали выдерживаются в печи t = 350оС в течение 2 часов.
Толщина подслоя 0,1…0,15 мм (два прохода).
Толщина рабочего слоя – на 0,5…0,7 выше номинального рабочего размера.
Режим: n = 0,4…0,6 мм/об; Рацет = 0,09…0,11 МПа; Vшнура= 90…120 м/мин; Ркисл=0,18…0,25 МПа
Дистанция – 150…180 м/мин; Рвозд = 0,3…0,5 МПа
Назовите дефекты гильзы цилиндра. Опишите возможные способы их устранения
Гильзы относятся к классу «полые цилиндры»
Материал детали:
ЗИЛ-130 - СЧ 18-36, 179…229 НВ; вставка - легированный чугун 156…197 НВ
ЗМЗ-53 (ГАЗ-24) - СЧ 22-44 156…197 НВ, вставка - легированный чугун 156…197 НВ ГАЗ- 3102 – гильза из высокопрочного чугуна без вставки
КамАЗ: специальный чугун 230…250 НВ
ЯМЗ: чугун специальный легированный; рабочая поверхность - закалка ТВЧ 42…50 HRC.
Дефекты:
1. трещины и отколы (визуально) – брак
2. износ, задиры отверстий под поршень;
3. износ нижнего посадочного пояска;
4. износ верхнего посадочного пояска;
Способы восстановления:
1.Трещины или сколы – брак. Явные дефекты гильзы обнаруживаются визуально. Скрытые дефекты - выявляют при гидравлическом испытании на специальном стенде под р = 0,4 МПа в течение 1-2 мин (наружная поверхность не должна запотевать).
Износ отверстия под поршень
1 способ - обработка под ремонтный размер (растачивание + хонингование черновое и чистовое);
2 способ - пластинирование (армирование) лентой.
Растачивание
Цель растачивания – обеспечение точности размера (9 квалитет), формы и расположения оси отверстия, шероховатость поверхности.
Станок - алмазно-расточной мод. 278Н, 2А78Н
Инструмент - резец с твердосплавной пластиной ВК6.
Гильза крепится в специальном приспособлении.
Обработка – всухую.
Технологические базы – верхний и нижний пояски, торец буртика.
Движения шпинделя при обработке – вращательное и поступательное.
Параметры режима резания: глубина резания, подача, скорость резания.
Хонингование
Цель хонингования –обеспечение точности размера (6-7 квалитет) и формы отверстия, шероховатость поверхности, нанесение сетки следов обработки.
Станок – вертикально-хонинговальный мод.3Г833.
Инструмент – хонинговальная головка с алмазными (высокая точность обработки и стойкость инструмента) или абразивными брусками.
Гильза крепится в специальном приспособлении.
СОЖ- керосин, смесь керосина с индустриальным маслом 20 (1:1).
Технологические базы – верхний и нижний пояски, торец буртика.
Движения шпинделя при обработке – вращательное и возвратно-поступательное, давление на бруски. В результате сложения этих движений хонинговальной головки на поверхности гильзы образуется сетка пересекающихся микронеровностей (следов обработки).
Режимы резания:
предварительное (черновое) хонингование: Vокр = 60…80 м/мин; Vв-п = 15…25 м/мин, рбр = 0,5…1,0 МПа.
окончательное (чистовое) хонингование: Vокр = 30…50 м/мин; Vв-п = 10…15 м/мин, рбр = 0,3…0,5 МПа.
Алмазное плосковершинное хонингование (АПХ) применяют для повышения срока службы гильз цилиндров и уменьшения расхода масла в д.в.с.
АПХ выполняют за две операции:
- предварительное (алмазные бруски зернистостью 160/125 на металлической связке). Снимается основной припуск. Режим резания: Vокр = 30 м/мин, Vв-п = 15 м/мин, рбр. = 0,8 МПа, СОЖ – керосин.
- окончательное(алмазные бруски зернистостью 80/63 на эластичной связке). Удаляются неровности после предварительной обработки, сохраняя впадины для размещения и удержания масла при работе двигателя. Режим резания: Vокр = 36 м/мин, Vв-п = 10 м/мин, рбр. = 0,6 МПа, СОЖ – керосин.
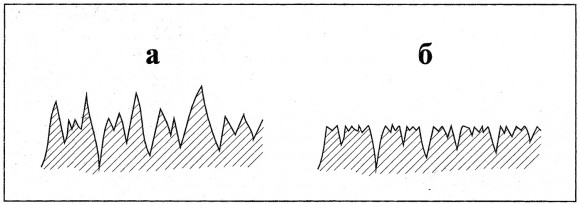
а – предварительное; б - окончательное
Рисунок 1 - Алмазное плосковершинное хонингование (АПХ)
Антифрикционное хонингование (АФХ) гильз исключает задиры поршней, прижоги поршневых колец, улучшает приработку деталей поршневой группы, повышает их износостойкость, снижает расход топлива при обкатке.
Сущность АФХ – после чернового и чистового АПХ производится обработка гильзы брусками, содержащие антифрикционные вещества (графит, дисульфит Мо). Режим: р = 0,2…0,4 МПа, без СОЖ в течение 15-20 с. Для закрепления антифрикционных покрытий через патрон хона вводится водорастворимый полимер.
Армирование (пластинирование) гильз двигателей ЗИЛ и КамАЗ.
Лента – сталь 65Г, У10А; толщина 0,54…0,58 мм. ЗИЛ-130 – длина 317±0,06 мм, ширина 100 и 85 мм; КамАЗ – длина 379± 0,08 мм, ширина 100 и 100 мм.
Технологический процесс:
1.растачивание отверстия гильзы;
2.раскрой ленты (пластины должны иметь точные размеры). Превышение длины вставки вызывает ее выпучивание. Пластины прижимаются к торцу с усилием в 10 раз больше, чем усилие запрессовки их в цилиндр.
3.установка ленты в приспособление для ее сжатия;
4.установка приспособления на гильзу;
5.установка гильзы и приспособления на 40-тонный пресс;
6.запрессовка первой ленты с использованием оправки-матрицы и пуансона. Стыковочные швы разводятся на 180о, а затем второго – до упора.
7.хонингование (черновое и чистовое) отверстия под размер рабочего чертежа
3.Износ верхнего и нижнего посадочных поясков гильз:
1. способ - гальваническое натирание
2. способ – железнение + шлифование.
Приспособление - гидропластовая оправка. Точность центрирования 0,01 мм. Обработка в 10% растворе каустической соды 10-20 мин и зачистка наждачной бумагой; железнение; шлифование до размера по рабочему чертежу.
У гильз двигателей К-740 эти дефекты – выбраковочные признаки.
После ремонта гильзу маркируют: на верхнем торце указывается увеличение диаметра, размерная группа (1,0-А).
При комплектовании индекс гильзы и поршня – одинаковы (10,20,30,40). Размеры гильз на одном двигателе должны быть одной группы.
После ремонта все гильзы двигателя должны иметь один и тот же ремонтный размер.