Минкин Евгений Михайлович.
КОНКУРЕНТНАЯ СТРАТЕГИЯ ПРОИЗВОДСТВА
Методические указания к практическим занятиям
для студентов направления подготовки 221400.68
«Управление качеством»,
магистерская программа 221400.68 «Управление качеством »,
очной формы обучения
Кемерово 2013
Рецензенты:
Короткова Л.П. – к.т.н., доцент, зав. каф. «Технология металлов» КузГТУ им. Т.Ф. Горбачева.
Рябов Сергей Александрович,
Минкин Евгений Михайлович.
Конкурентная стратегия производства: методические указания к практическим занятиям [Электронный ресурс] : для студентов направления 221400.68 «Управление качеством» очной формы обучения / С. А. Рябов, Е. М. Минкин.– Электрон. Дан. – Кемерово : КузГТУ им. Т.Ф. Горбачева, 2013. – 1 электрон. опт. диск (CD-ROM) ; зв. ; цв. ; 12 см. – Систем. требования : Pentium IV ; ОЗУ 8 Мб; Windows 95 (CD-ROM-дисковод) ; мышь. – Загл. с экрана.
Методические указания содержат: условия, правила и этапы проведения практических работ, контрольные вопросы и список литературы.
Содержание методических указаний соответствует учебному плану и рабочей программе по курсу «Конкурентная стратегия производства» для студентов направления 221400.68 «Управление качеством».
ã КузГТУ им. Т.Ф. Горбачева, 2013
ã Рябов С. А.,
Минкин Е. М. 2013
Практическая работа № 1 «Порядок проведения сертификации продукции»
1. Цель работы
1.1 Изучить порядок провидения сертификации продукции.
2. Задачи работы
2.1 Ознакомление с этапами сертификации продукции.
2.2 Ознакомление с содержанием и применением схем соответствия продукции требованиям технических регламентов, государственных стандартов и других нормативных документов.
3. Основные теоретические положения.
3.1 Сертификация продукции состоит из следующих этапов:
- подача заявки на сертификацию;
- принятия решения по заявке, в том числе выбор схемы сертификации;
- отбор, идентификация образцов и их испытания;
- оценка производства (если это предусмотрено схемой сертификации);
- анализ полученных результатов и принятие решения о выдаче (об отказе в выдаче) сертификата соответствия;
- выдача сертификата соответствия;
- осуществление инспекционного контроля за сертифицированной продукцией (если это предусмотрено схемой сертификации);
- разработка и выполнение корректирующих мероприятий при нарушении соответствия продукции установленным требованиям и неправильном применении знака соответствия.
Рассмотрим некоторые подготовительные этапы, предшествующие процедуре сертификации, с точки зрения, например, изготовителя. На первом этапе необходимо определиться: подлежит ли производимая продукция обязательному подтверждению соответствия, т.е. входит ли продукция в Перечень товаров, подлежащих обязательной сертификации, или в Перечень продукции, соответствие которой может быть подтверждено декларацией о соответствии. Если продукция входит в Перечень продукции, соответствие которой может быть подтверждено декларацией о соответствии, то подтверждение соответствия такой продукции будет осуществляться путем декларирования соответствия, которое было рассмотрено выше. В противном случае продукция подлежит обязательной сертификации.
Изготовителю необходимо знать, каковы обязательные требования к производимой им продукции. Все обязательные требования к продукции изложены в техническом регламенте, а на случай, если соответствующий технический регламент в данный момент не принят, нормативные документы, на соответствие которым должна сертифицироваться продукция, указаны в Номенклатуре 1 или 2.
На следующем этапе изготовитель должен определиться с выбором системы сертификации и органа по сертификации, так как организацию и проведение работ по сертификации осуществляет орган по сертификации. Для этого орган по сертификации должен быть компетентным выполнять работы по подтверждению соответствия именно данной продукции, что подтверждается аттестатом аккредитации. Таких органов по сертификации может быть несколько, и изготовитель вправе обратиться в любой их них.
Заявка на проведение сертификации направляется в орган по сертификации по форме, установленной в системе сертификации. Форма заявки на проведение сертификации продукции в Системе сертификации ГОСТ Р.
Орган по сертификации рассматривает заявку и сообщает заявителю свое решение. В решении обычно указываются основные условия для проведения сертификации: схема сертификации, предлагаемая аккредитованная испытательная лаборатория, нормативная база подтверждения соответствия.
О порядке отбора образцов, объеме выборки, нормативных документах, на основании которых производится отбор, и о порядке обращения (движения) образцов впроцессе сертификации заявитель информируется при обращении в аккредитованный орган по сертификации. В основе разработки этих документов лежат «Правила по сертификации. Общий порядок обращения с образцами, используемыми при проведении обязательной сертификации продукции. ПР 50.3002-95».
Образцы должны быть аналогичны продукции, поставляемой потребителю. Образцы выбирают случайным образом из готовой продукции, проверенной и принятой соответствующими службами и должностными лицами организации-изготовителя, и оформляют актом по форме. Отобранные образцы изолируют от основной продукции, упаковывают, пломбируют или опечатывают на месте отбора. На всех стадиях хранения, транспортирования и подготовки образцов к испытаниям, а также в процессе испытаний, должны соблюдаться требования, установленные в нормативных документах на продукцию (в том числе в инструкции по эксплуатации конкретной продукции), нарушение которых может привести к порче образцов или выходу их из строя.
Все этапы движения образцов продукции в ходе работ по сертификации регистрируются в журнале и подтверждаются подписью лиц, ответственных за отбор и хранение образцов. В журнале должна быть отражена следующая информация: регистрационный номер заявки, наименование продукции, изготовитель, обозначение партии, дата выработки, срок годности продукции, наименование заявителя, дата отбора образцов, количество продукции в образце (выборке), количество образцов, отправленных на испытания и оставленных для контроля, результаты испытаний (№ протокола), решение о выдаче (отказе) сертификата, номер сертификата соответствия, срок его действия, дата возврата или списания контрольного образца.
Испытания для целей сертификации проводятся в испытательной лаборатории, аккредитованной на компетентность и (или) независимость. На основе результатов сертификационных испытаний орган по сертификации принимает решение о выдаче или отказе в выдаче сертификата соответствия. Результаты испытаний оформляются в виде протокола испытаний и представляются заявителю и в орган по сертификации.
Схемой сертификации продукции может быть предусмотрен анализ состояния производства. В таком случае комиссия органа по сертификации (орган по сертификации производства или системы качества) проводит анализ состояния производства и представляет заключение органу по сертификации. К основным объектам анализа состояния производства относятся нормативная, техническая и технологическая документация, производственный процесс и оборудование, контроль качества, хранение, упаковка и маркировка продукции, метрологическое обеспечение, а также квалификация персонала.
Орган по сертификации на основе анализа протоколов испытаний и заключения о состоянии производства, при необходимости анализа других документов (гигиеническое заключение, сертификат пожарной безопасности и др.) о соответствии продукции требованиям, установленным документом, на соответствие которому проверяется продукция, принимает решение о выдаче сертификата соответствия. Орган по сертификации оформляет сертификат соответствия, регистрирует его и передает заявителю. При отрицательных результатах оценки соответствия принимается решение об отказе в выдаче сертификата соответствия с указанием причин отказа.
Объекты сертификации, прошедшие процедуру подтверждение соответствия, маркируются знаком соответствия. Продукция, сертифицированная в системе добровольной сертификации, маркируется знаком соответствия системы добровольной сертификации. Маркирование знаком соответствия национальному стандарту осуществляется заявителем любым удобным для него способом в установленном национальным органом по стандартизации порядке. Продукция, сертифицированная на соответствие требований технических регламентов, маркируется знаком обращения на рынке.
В соответствии с выбранной схемой сертификации орган по сертификации осуществляет инспекционный контроль за сертифицированной продукцией. Он проводится в течение всего срока действия сертификата соответствия, но не реже одного раза в год в форме периодических проверок. Инспекционный контроль включает в себя анализ информации о сертифицированном объекте и проведение выборочных проверок образцов продукции. Приостановление действия сертификата соответствия происходит при выявлении нарушений его использования, которые можно устранить в достаточно короткое время. В этом случае орган по сертификации предписывает заявителю выполнение корректирующих мероприятий и устанавливает срок их реализации.
Сертификация отечественной и импортной продукции проводится по одним и тем же правилам.
Процедура сертификации ввозимой из-за рубежа и импортируемой продукции может значительно упроститься в случае признания аккредитации зарубежных органов по сертификации и испытательных лабораторий, а также сертификатов и знаков соответствия в России (соответственно российских за рубежом) на основе многосторонних и двухсторонних соглашений, участником которых является РФ.
3.2 Схемы подтверждения соответствия
Подтверждение соответствия продукции требованиям технических регламентов, государственных стандартов, условий договоров и других нормативных документов осуществляется согласно схемам подтверждения соответствия (далее – схемы).
Подтверждение соответствия продукции требованиям технических регламентов осуществляется согласно формами схемам обязательного подтверждения соответствия, применение которых позволяет обеспечивать единообразие приемов доказательства соответствия, заранее известных участникам подтверждения соответствия, органам государственного контроля (надзора) и другим заинтересованным сторонам. Схемы обязательного подтверждения соответствия завершаются либо выдачей сертификата соответствия, либо принятием декларации о соответствии.
Если на момент подтверждения соответствия технический регламент на данную продукцию не принят, действуют схемы сертификации, приведенные в «Порядке проведения сертификации продукции в Российской Федерации» (Постановление Госстандарта РФ от 21.09.94 г. №15, в ред. Постановлений Госстандарта РФ от 25.07.96 г. №15 и 11.07.2002 г. №60).
Схемы могут включать одну или несколько операций, результаты которых необходимы для подтверждения соответствия продукции установленным требованиям, в том числе:
-испытания (типовых образцов, партий или единиц продукции);
-сертификацию системы качества;
-анализ состояния производства;
-сертификацию производства;
-инспекционный контроль за сертифицированной продукцией.
Выбор схем осуществляется с учетом суммарного риска от недостоверной оценки соответствия и ущерба от применения продукции, прошедшей подтверждение соответствия. При выборе конкретной схемы учитываются следующие основные факторы:
- степень потенциальной опасности продукции;
- чувствительность регламентируемых техническим регламентом показателей безопасности к изменению производственных факторов или эксплуатационных факторов;
- степень сложности конструкции (проекта) (определяется экспертным методом разработчиками технического регламента);
- наличие других механизмов оценки соответствия (например, государственного контроля (надзора)) в отношении декларируемой продукции.
Содержание и применение схем подтверждения соответствия в РФ в настоящее время изложены в «Рекомендациях по разработке технических регламентов» (Р 50.1.044-2003).
При выборе схем обязательного подтверждения соответствия учитываются особенности производства, испытаний, поставки и использования конкретной продукции, затраты заявителя и требуемый уровень доказательности сертификации. Схему добровольной сертификации определяет заявитель и предлагает ее органу по сертификации.
Приведем рекомендации по применению схем сертификации.
Согласно Закону «О техническом регулировании», схемы обязательного подтверждения соответствия требованиям технического регламента подразделяются на два вида: схемы декларирования и схемы сертификации. При этом в схемах декларирования указываются обозначения ближайших по смыслу модулей оценки соответствия, принятых в европейских директивах, а в схемах сертификации. В схемах декларирования завершающей операцией является принятие заявителем декларации о соответствии, в схемах сертификации – выдача заявителю сертификата соответствия.
Общим для всех схем декларирования соответствия является наличие операций принятия декларации о соответствии и маркировке продукции знаком обращения на рынке. Далее рассмотрим отличительные особенности различных схем.
Схема 1двключает формирование комплекта технической документации.
Техническая документация должна позволять проведение оценки соответствия продукции требованиям технического регламента. Она должна в необходимой для оценки мере отражать проект (технические условия), способ производства и принцип действия продукции, а также содержать доказательства соответствия продукции техническому регламенту.
Примерный состав комплекта технической документации включает:
- общее описание продукции и принцип действия;
- проектные данные, чертежи, схемы, технические условия;
- перечень полностью или частично используемых стандартов и описание решений для обеспечения соответствия продукции требованиям технического регламента;
- результаты проектных расчетов, проведенных проверок;
- протоколы испытаний.
Конкретные требования к составу технической документации устанавливаются в техническом регламенте на данный вид продукции.
Схема 2д содержит испытания типового образца, проведенные аккредитованной испытательной лабораторией.
При этом заявитель предпринимает все необходимые меры, чтобы процесс производства обеспечил соответствие изготовляемой продукции технической документации и требованиям технического регламента.
Схема 3d включает следующие операции:
- испытания типового образца, проведенные аккредитованной испытательной лабораторией;
- подача заявителем заявки в орган по сертификации на проведение сертификации системы качества;
- проведение аккредитованным органом по сертификации системы качества, касающейся производства продукции;
- принятие заявителем декларации о соответствии;
- инспекционный контроль органа по сертификации за системой качества.
Схема 4двключает следующие операции:
- испытания типового образца, проведенные аккредитованной испытательной лабораторией;
- подача заявителем заявки в орган по сертификации на проведение сертификации системы качества;
- проведение органом сертификации системы качества, касающейся контроля и испытаний продукции;
- принятие заявителем декларации о соответствии;
- инспекционный контроль органа по сертификации за системой качества.
Схема 5двключает испытания партий продукции аккредитованной испытательной лабораторией и выдачу протоколов испытаний заявителю.
Схема 6дсодержит испытания каждой единицы продукции аккредитованной испытательной лабораторией и выдачу протоколов испытаний.
Схема 7двключает следующие операции:
- испытания типового образца, проведенные заявителем или другой организацией по его поручению;
- подача заявителем заявки в орган по сертификации на проведение сертификации системы качества;
- проведение органом сертификации системы качества, касающейся проектирования и производства продукции;
- инспекционный контроль органа по сертификации за системой качества.
При применении схем 3д, 4д и 7д заявитель подает заявку на сертификацию своей системы качества применительно к соответствующей продукции в один из аккредитованных органов по сертификации систем качества по своему выбору. В заявке должен быть указан, документ, на соответствие которому проводится сертификация системы качества (ГОСТ Р ИСО 9001-2001, ГОСТ Р ИСО 14001-98, ГОСТ Р 12.0.006-2002, GMP, НАССР и т.п.). Система качества должна обеспечивать соответствие изготовляемой продукции технической документации и требованиям технического регламента.
Заявитель в процессе производства данной продукции выполняет требования, вытекающие из положений сертифицированной системы качества, и поддерживает ее функционирование надлежащим образом.
Орган по сертификации осуществляет инспекционный контроль за сертифицированной системой качества с целью удостоверения того, что заявитель продолжает выполнять обязательства, вытекающие из сертифицированной системы качества. Инспекционный контроль проводится с помощью периодических проверок. Периодичность проверок может устанавливаться в технических регламентах. Результаты инспекционных проверок оформляются актом и доводятся до сведения заявителя.
При получении сертификата на систему качества заявитель принимает декларацию о соответствии, регистрирует ее в порядке, установленном в Законе, и маркирует продукцию, на которую принята декларация о соответствии, знаком обращения на рынке.
Протокол испытаний типового образца по схемам 2д, 3д, 4д и 7д кроме характеристик продукции должен содержать описание типа продукции непосредственно или в виде ссылки на технические условия или другой аналогичный документ, а также заключение о соответствии образца технической документации, по которой он изготовлен.
Схему 1д следует рекомендовать для продукции, для которой:
- степень потенциальной опасности невысока или конструкция (проект) признается простой;
- показатели безопасности малочувствительны к изменению производственных и эксплуатационных факторов;
- предусмотрен государственный контроль (надзор) на стадии обращения.
Схемы 2д, 3д и 4д рекомендуется применять, когда затруднительно обеспечить достоверные испытания типового представителя самим изготовителем, а характеристики продукции имеют большое значение для обеспечения безопасности. При этом схемы 3д и 4д рекомендуется использовать в тех случаях, когда конструкция (проект) признана простой, а чувствительность показателей безопасности продукции к изменению производственных факторов и (или) к эксплуатационным факторам высока. Схема 4д выбирается в случае, когда соответствие продукции можно отслеживать в процессе контроля и испытаний.
Для продукции, степень потенциальной опасности которой достаточно высока, рекомендуется использование схем 5д, 6д или 7д. Выбор между ними определяется степенью чувствительности показателей безопасности продукции к изменению производственных факторов и (или) к эксплуатационным факторам, а также степенью сложности конструкции (проекта).
Схемы 5д, 6д следует рекомендовать использовать в тех случаях, когда показатели безопасности продукции малочувствительны к изменению производственных факторов и к эксплуатационным факторам.
Схема 7д может быть рекомендована для подтверждения соответствия сложной продукции в случаях, если показатели безопасности продукции чувствительны к изменению производственных факторов и (или) к эксплуатационным факторам.
Применение схем, приведённых выше, рекомендовано для случая, когда декларацию о соответствии принимает изготовитель. Если декларацию о соответствии принимает продавец, который не имеет возможности собрать собственные доказательства соответствия, применяются схемы 5д или 6д.
Приведем содержание схем сертификации. Прежде всего отметим, что общими процедурами для всех схем сертификации являются подача заявителем в орган по сертификации заявки на проведение сертификации, рассмотрение заявки и принятие по ней решения органом по сертификации, выдача заявителю сертификата соответствия, маркирование продукции знаком обращения на рынке.
Схема 1свключает проведение испытаний типового образца аккредитованной испытательной лабораторией и анализ результатов испытаний.
Схема 2свключает следующие операции:
- проведение испытаний типового образца аккредитованной испытательной лабораторией;
- проведение органом по сертификации анализа состояния производства;
- обобщение результатов испытаний и анализа состояния производства.
Схема 3свключает проведение испытаний типового образца аккредитованной испытательной лабораторией и анализ результатов испытаний, а также инспекционный контроль за сертифицированной продукцией.
Схема 4с содержит следующие операции:
- проведение испытаний типового образца аккредитованной испытательной лабораторией;
- проведение органом по сертификации анализа состояния производства;
- обобщение результатов испытаний и анализа состояния производства;
- инспекционный контроль за сертифицированной продукцией.
Схема 5свключает следующие операции:
- проведение испытаний типового образца аккредитованной испытательной лабораторией;
- сертификация системы качества;
- анализ результатов испытаний и сертификации системы качества;
- инспекционный контроль за сертифицированной продукцией и системой качества.
Схема 6свключает проведение испытаний партии продукции аккредитованной испытательной лабораторией и анализ результатов испытаний.
Схема 7с содержит проведение испытаний единиц продукции аккредитованной испытательной лабораторией, а также анализ результатов испытаний.
При применении схем 3с, 4с и 5с орган по сертификации проводит инспекционный контроль за сертифицированной продукцией в течение всего срока действия сертификата соответствия путем периодических испытаний образцов продукции. Место отбора образцов (у изготовителя и (или) у продавца) устанавливается в техническом регламенте.
По результатам инспекционного контроля орган по сертификации принимает одно из следующих решений:
- считать действие сертификата соответствия подтвержденным;
- приостановить действие сертификата соответствия;
- отменить действие сертификата соответствия.
Схемы 1с – 5с применяются в отношении серийно выпускаемой заявителем продукции, схемы 6с, 7с в отношении отдельных партий или единиц продукции, выпущенных заявителем-изготовителем или реализуемых заявителем-продавцом (не изготовителем).
Схемы 1с и 2с рекомендуется использовать для продукции, показатели безопасности которой малочувствительны к изменению производственных факторов, в противном случае целесообразно применять схемы 3с, 4с, или 5с.
Схемы 4с и 5с используются также в случае, когда результаты испытаний типового образца в силу их одноразовости не могут дать достаточной уверенности в стабильности подтвержденных показателей в течение срока действия сертификата соответствия или, по крайней мере, за время до очередного инспекционного контроля.
Выбор между схемами 4с и 5с определяется степенью чувствительности значений показателей безопасности продукции к изменению производственных факторов, а также весомости этих показателей для обеспечения безопасности продукции в целом. Схема 5с в наибольшей степени решает такие задачи, но она применима не ко всем изготовителям. Например, в сфере малого предпринимательства такая схема будет достаточно обременительна из-за трудности создания в маломасштабном производстве системы качества, соответствующей современным требованиям, и из-за высокой стоимости сертификации системы качества.
Схемы 6с, 7с в основном предназначены для продукции, приобретенной продавцами и не имеющей сертификата соответствия, например, продукции, закупленной за рубежом.
В отдельных случаях схемы 6с, 7с могут применяться и изготовителями, например, при разовой поставке партии продукции или при выпуске уникального изделия.
3.3 Правила сертификации производственного оборудования
Сертификация производственного оборудования проводится на соответствие требованиям технических регламентов, национальных стандартов, санитарных норм и правил, строительных норм и правил, норм безопасности. Сертификация производственного оборудования (Постановление Госстандарта РФ от 03.05.2000 г. №35) проводится при окончательной сборке, а наладка, доводка и испытания – на месте эксплуатации.
В перечень продукции, подлежащей сертификации по данным Правилам, входит продукция следующих классификационных группировок ОКП 005-93:
31 0000 – продукция тяжелого, энергетического и транспортного машиностроения (турбины, котлы, трубопроводы и др.);
33 0000 – машины электрические;
36 0000 – продукция химического и нефтяного машиностроения (вулканизаторы, автоклавы, каландры и др.);
37 0000 – арматура промышленная, трубопроводная (электро-, пневмо-, гидроприводы и др.);
38 0000 – оборудование металло- и деревообрабатывающее;
41 0000 – продукция общемашиностроительного применения (отливки, поковки, сварочные конструкции);
48 0000 – продукция строительного, дорожного и коммунального машиностроения (вентиляторы, кондиционеры, трамваи и др.);
51 0000 – оборудование технологическое для легкой и пищевой промышленности (запасные части, ленточные машины и др.).
Схемы сертификации выбирает заявитель. При применении схем 1–5, 7, 8, 10 испытания допускается проводить в два этапа:
- испытания типа оборудования (партии, каждого образца или их составных частей) у изготовителя;
- испытания типа оборудования (партии, каждого образца или их составных частей) на месте эксплуатации.
При сертификации оборудования, находящегося в эксплуатации, следует применять схемы 8 и 9.
При сертификации заявитель подает в орган по сертификации заявку с сопутствующими документами:
- копию ТУ (ТЗ) – для оборудования российского производства;
- международный, региональный или национальный стандарт (для иностранного оборудования);
- эксплуатационные документы (техническое описание оборудования и руководство по эксплуатации и монтажу, включающие данные о назначении и области применения, описание конструкции, схем управления и принципа действия, техническую характеристику, требования безопасности при монтаже и эксплуатации, комплект поставки);
- спецификацию, содержащую перечисление состава конкретных типов (моделей) оборудования, заводские номера, наименования и адреса изготовителей и технологическую схему размещения оборудования на месте эксплуатации, согласованную с заказчиком.
Сертификационные испытания проводятся по программе испытаний с указанием нормативных документов и регламентированных ими проверяемых параметров персоналом аккредитованной испытательной лаборатории у изготовителя или на месте его эксплуатации.
3.4 Сертификация в машиностроении
Особенностью машиностроения является широкая номенклатура выпускаемой продукции, которая обладает целым спектром показателей и параметров. Действующий фонд государственных стандартов на машиностроительную продукцию насчитывает на сегодня более 5000 стандартов.
Рациональное конструирование, изготовление и взаимозаменяемость машиностроительных и других видов продукции обеспечиваются большой группой стандартов на изделия общемашиностроительного применения: крепежные изделия, подшипники, гидро- и пневмоустройства, соединения трубопроводов, а также комплексы стандартов на основные нормы взаимозаменяемости.
С введением сертификации одним из основных направлений работ по совершенствованию фонда стандартов стало создание нормативной базы для сертификации конкретной продукции. Для этой цели, прежде всего, были использованы стандарты Системы стандартов безопасности труда (ССБТ). Там, где такие стандарты отсутствовали, использовались государственные стандарты на параметры, технические требования и методы испытаний конкретных видов продукции путём выделения в них показателей, определяющих требования к безопасности и экологичности (например, режущий инструмент с напаянными пластинами, абразивные и алмазные круги). В настоящее время действует около 1500 машиностроительных стандартов на группы однородной продукции, пригодных для целей сертификации.
Гармонизация стандартов является приоритетным направлением работ для развития международных экономических отношений. Уровень гармонизации российских стандартов с международными по машиностроительной продукции в среднем составляет 60%, а по отдельным видам техники – 75 %.
В соответствии с действующим законодательством в машиностроении проводится обязательная и добровольная сертификация. Обязательной сертификации на соответствие требованиям стандартов по безопасности, энергоэффективности и по экологии подлежит как продукция производственного назначения, так и товары народного потребления.
В настоящее время обязательной сертификации подлежит большинство видов (55–60 %) машиностроительной продукции.
В машиностроении действует ряд систем сертификации групп однородной продукции, учитывающих обязательность проведения этих работ и специфику видов техники, а также наличие международных систем сертификации. Системы зарегистрированы в Системе сертификации ГОСТ Р.
Для отдельных видов машиностроительной продукции допускается подтверждение ее соответствия декларацией изготовителя. На сегодняшний день в него включены довольно простые виды продукции. По мере накопления опыта и развития сертификации систем качества перечень изделий машиностроения, подлежащих декларированию, будет расширяться.
Необходимо отметить, что стандартизация и сертификация способствуют повышению потребительских свойств машиностроительной продукции, ее безопасности и экологичности, улучшению конкурентоспособности отечественных машин и оборудования, защите отечественного рынка от некачественной продукции, в том числе зарубежной, и, в конечном счете, направлены на поддержание экономической безопасности страны.
3.5 Сертификация металлорежущего, дереворежущего и слесарно-монтажного инструмента
При обработке материалов резанием режущий инструмент работает в тяжелых условиях. Во-первых, режущий инструмент работает под приложенным усилием, благодаря чему происходит разрушение обрабатываемого материала (срезание стружки). Поэтому инструмент должен превосходить прочностью и твердостью обрабатываемый материал, что способствует повышению его хрупкости. Во-вторых, за счет трения режущего инструмента о поверхность обрабатываемой заготовки происходит его нагрев местами до 1000 °С, что также способствует разрушению инструмента. В-третьих, явления, сопровождающие процесс резания, – вибрация, наростообразование, деформация – снижают износостойкость инструмента, т.е. способствуют разрушению режущей кромки. Кроме того, при обработке материалов резанием используются высокие скорости резания (до 100 м/с). По этим причинам режущий инструмент относится к продукции повышенной опасности.
Сертификация режущего и слесарно-монтажного инструмента осуществляется в рамках Системы сертификация металлорежущего, дереворежущего и слесарно-монтажного инструмента. В Системе устанавливаются правила и порядок проведения как обязательной, так и добровольной сертификации отечественной и импортной продукции (инструмента) в соответствии с законодательными и нормативными актами («Правила проведения сертификации продукции в Системе сертификации металлорежущего, дереворежущего и слесарно-монтажного инструмента», утверждены Постановлением Госстандарта РФ от 27.09.96 г. № 16).
Документы системы сертификации разработаны с учетом Руководств ИСО/МЭК 7, 16, 23, 28, 40, 48, 53, 56, европейских стандартов Е45011, Е 45012, а также МО ИСО серии 9000.
Руководство Системой, организацию и координацию работы всех ее участников осуществляет Центральный орган по сертификации инструмента (ЦОС).
В перечень продукции, закрепленной за Системой сертификации металлорежущего, дереворежущего и слесарно-монтажного инструмента, включены: металлорежущий инструмент – токарные резцы, фрезы из быстрорежущей стали, твердосплавные, сверла из быстрорежущей стали, твердосплавные, развертки, метчики, плашки; дереворежущий инструмент – фрезы, сверла, пилы; слесарно-монтажный инструмент – молотки, отвертки, тиски и т. п.; зажимной инструмент – центры вращающиеся станочные, патроны зажимные для концевого инструмента.
Для обязательной сертификации отечественного или зарубежного (импортируемого) инструмента, выпускаемого серийно, в случае, если заявку подает изготовитель, у которого отсутствует сертификат на производство или на Систему качества, используются схемы 3а или 4а, которые предусматривают испытания типовых образцов продукции, взятых у изготовителя (схема За), у изготовителя и у продавца (схема 4а), и обязательный анализ состояния производства (до выдачи сертификата на продукцию).
В случае, если у изготовителя имеется акт аттестации серийного производства или сертификат на систему управления качеством, то при обязательной сертификации серийной продукции применяется одна из схем сертификации – 5, 6 или 9.
Схема 5 предусматривает сертифицированные испытания типовых образцов, взятых у изготовителя и у продавца. Анализ производства в этом случае не делается, а стабильность производства подтверждается указанными сертификатами на производство или на систему качества. Схема 5 используется тогда, когда заявитель просит осуществить сертификацию не только по показателям безопасности, но и по другим показателям качества.
Схемы 6 и 9 не требуют испытаний образцов сертифицируемой продукции и анализа производства. Сертификат на серийную продукцию в этом случае выдается на основании сертификата на систему качества и (или) декларации заявителя о соответствии продукции документам, прилагаемым к заявке на сертификацию. Эти схемы используются, в основном, для продукции известных производителей, специализирующихся на выпуске высококачественного инструмента и зарекомендовавших себя на отечественном и мировом рынке как лидеры качества и технического контроля. Заявление-декларация изготовителя, зарегистрированная в органе по сертификации (в соответствии с областью аккредитации органа), является основанием для выдачи сертификата.
Схемы 7 и 8 в системе могут быть употреблены в исключительных случаях при сертификации дорогостоящего сложного сборного инструмента, подлежащего обязательной сертификации и выпускаемого в единичных экземплярах или малыми партиями (например, высокоскоростные сборные сложно-профильные фрезы для комплексной обработки древесины с пазами, поднутрениями и фигурным контуром, которые применяются в мебельной промышленности и стройиндустрии для изготовления рамных заготовок, оконных блоков, отделочных деталей и т.д.).
При определении объема выборки образцов, необходимых для сертификационных испытаний инструмента, учитываются следующие факторы:
- характер сертификации (обязательная или добровольная);
- количество видов и типаж инструмента;
- объем производства, состояние производства и оценка соблюдения требований стандартов (по предварительным данным заявителя);
- объем партии (при сертификации отдельной партии);
- предполагаемый объем контролируемых параметров.
Удостоверение способности изготовителя обеспечивать стабильность производства и стабильность качества продукции может осуществляться несколькими способами:
- путем аттестации производства уполномоченным органом;
- путем сертификации, в соответствии со стандартами ИСО серии 9000 системы менеджмента качества предприятия или того производства на предприятии, которое выпускает сертифицированный инструмент;
- путем анализа состояния производства.
На основе решений о выдаче сертификатов орган по сертификации оформляет сертификаты соответствия и направляет их заявителям.
В рамках Системы инспекционный контроль за сертифицированным инструментом в процессе его производства и (или) реализации (если это предусмотрено схемой сертификации) осуществляют органы, выдавшие сертификат соответствия.
3.6 Сертификация металлообрабатывающих станков.
Современные металлорежущие станки (МС) – это разнообразные и совершенные рабочие машины, использующие механические, электрические, электронные и гидравлические методы осуществления движений и управления рабочим циклом, решающие сложные технологические задачи. Непрерывно повышаются точность, производительность, мощность и надежность работы станков. Эксплуатация металлорежущих станков сопровождается повышенной опасностью для обслуживающего персонала: стружка, движущиеся с высокой скоростью части станка, брызги смазочно-охлаждающих жидкостей, поломка частей станины станков при перегрузках и др. Поэтому была создана Система сертификации металлообрабатывающих станков.
Система сертификации металлообрабатывающих станков предназначена для сертификации производимых в РФ и импортируемых МС.
Перечень металлообрабатывающих станков, подлежащих обязательной сертификации, на которые законами или стандартами установлены требования, обеспечивающие безопасность жизни и здоровья, охрану окружающей среды и предотвращение причинения вреда имуществу потребителя, утверждается Правительством РФ. В Перечень продукции, подлежащей сертификации в Системе, относятся: различные металлорежущие станки, запасные части и узлы, автоматические и полуавтоматические линии, гибкие производственные системы и т.д.
Обязательная сертификация включает в общем случае проверку МС на соответствие требованиям нормативных документов в части:
- безопасности конструкции;
- электробезопасности;
- электромагнитной совместимости;
- уровня шума и вибрации;
- содержания вредных веществ в воздухе рабочей зоны;
- эргономических параметров;
- показателей энергоэффективности.
Добровольная сертификация в Системе проводится по инициативе заявителя (физического или юридического лица) на основе заключаемого между ним и органом по сертификации договора, в котором заявителем определяются функциональные показатели и их значения, которым должна соответствовать сертифицируемая продукция, а также НД, устанавливающие значения этих показателей и при необходимости методы их определения.
Организационную структуру Системы образуют:
- национальный орган по сертификации;
- центральный орган Системы (ЦОС ЭНИМС);
- органы по сертификации МС (ОС);
- испытательные лаборатории (центры) ИЛ (ИЦ);
- заявители (изготовители, продавцы, исполнители) на проведение сертификации продукции.
Рекомендуемыми для преимущественного применения в Системе являются следующие схемы:
– для сертификации серийно выпускаемой отечественной продукции - схемы: 3а, 5, 6 и 10а;
- для сертификации партии (единичного изделия) отечественной продукции – схемы 7и 8;
- для сертификации серийно выпускаемой импортируемой продукции - схемы 2, 3а и 6;
- для сертификации партии (единичного изделия) импортируемой продукции - схемы 7, 8, 9.
Заявителем при сертификации серийно выпускаемой продукции может быть только изготовитель данной продукции, поскольку продавец в данных случаях, как правило, не может гарантировать наличие требуемых параметров продукции, так как не может проводить контроль ее сертифицированных характеристик в необходимом объеме. Исключение может составить заявитель-продавец, имеющий в своей организации специальное подразделение проводящее в необходимом объеме предпродажный контроль сертифицированных параметров продукции.
При декларировании соответствия дополнительными документами, прилагаемыми к декларации о соответствии, которые могут быть использованы при оценке соответствия продукции установленным требованиям и на основании которых может быть сокращен объем проверок при сертификационных испытаниях, являются:
- протоколы испытаний;
- гигиеническое заключение;
- сертификат соответствия на производство или систему качества;
- сертификат пожарной безопасности (продукции);
- сертификаты (деклараций о соответствии) поставщиков комплектующих изделий, материалов, тары и упаковки;
- протоколы испытаний в зарубежных лабораториях;
- зарубежные сертификаты на продукцию и системы качества поставщика;
- техническая документация изготовителя (конструкторская, технологическая, эксплуатационная и др.).
При отборе количество отобранных образцов должно быть (расчетные значения округляются до целого числа в большую сторону) не менее 20% от числа изделий в сертифицируемой партии продукции и не менее 30 % от числа изделий в партии, представленной заявителем для отбора образцов при сертификации серийно выпускаемой продукции.
На основании сертификата соответствия заявитель маркирует каждое изделие (а также товаросопроводительную и эксплуатационную документацию, упаковку, тару) знаком соответствия, что удостоверяет под ответственность заявителя соответствие продукции требованиям НД, указанным в сертификате. В случае сертификации партии импортируемой продукции по схеме 9, при невозможности маркировать изделие знаком соответствия без разрушения их упаковки, допускается наносить знак соответствия только на сопроводительную документацию.
4. Порядок выполнения работы
1. Изучить и кратко описать порядок проведения сертификации продукции.
2. Составить отчет и ответить на контрольные вопросы.
5. Оформление отчета
Отчет должен содержать:
- название темы, цель и задачи работы;
- краткое содержание основных теоретических положений.
6. Контрольные вопросы
1. Охарактеризуйте этапы сертификации.
2. Как проводиться инспекционный контроль за сертифицированной продукции?
3. Что такое схема подтверждения соответствия?
4. Каково содержание схем сертификации и декларирования соответствия?
5. Как проводиться испытания для целей сертификации ?
6. Как проводиться анализ состояния производства, предусмотренной схемой сертификации?
7. Список рекомендованной литературы
1. Яблонский О. П., Иванова В. А. Основы стандартизации, метрологии, сертификации: Учебник/ серия «Высшее образование». – Ростов на Дону: Феникс, 2004. – 448с.
Практическая работа №2 «Внутриотраслевая структура анализа отрасли»
1. Цель работы
1. Изучить вопросы внутриотраслевой структуры анализа отрасли.
2. Задачи работы
1. Ознакомиться с направлениями конкурентной стратегии компаний.
2. Ознакомиться с этапами внутриотраслевого структурного анализа:
- характеристика вариантов стратегий всех основных конкурентов;
- формирование стратегических групп;
- стратегические группы и угроза субститутов;
- стратегические группы и соперничество между фирмами.
3. Основные теоретические положения
3.1 Внутриотраслевой структурный анализ
Структурный анализ отрасли, основан на выявлении источников и масштабов пяти общих конкурентных сил, определяющих характер конкуренции в отрасли, а также лежащую в ее основе потенциальную прибыль. До сих пор в центре исследования находилась отрасль как целое, и анализ, проделанный на этом уровне в предшествующих главах, позволил сделать выводы, важные для конкурентной стратегии. В то же время очевидно, что отраслевой структурный анализ может быть применен на более глубоком уровне, чем уровень отрасли в целом. Во многих, если не в большинстве отраслей, можно наблюдать фирмы, которые приняли различные варианты конкурентной стратегии по таким направлениям, как производственная специализация, вертикальная интеграция и т.д., и достигли различных показателей доли рынка. Кроме того, некоторые фирмы на протяжении длительного периода превосходят другие по уровню прибыли на инвестированный капитал. Например, у IBM этот показатель был всегда выше, чем у других производителей универсальных вычислительных машин. General Motors в течение длительного времени превосходила Ford, Chrysler и АМС. В некоторых отраслях более мелкие фирмы имеют лучшие показатели, чем крупные, например, Crown Cork and Seal и National Can в консервной промышленности, Estee Lauder в косметической.
Пять основных конкурентных сил создают условия, в которых конкурируют все фирмы отрасли. Однако мы должны объяснить, почему одни фирмы более прибыльны, чем другие, и как это связано с их стратегическим положением. Необходимо также понять, каким образом различающиеся квалификации в области маркетинга, снижения издержек, менеджмента, организационной деятельности и пр. связаны со стратегическим положением фирм и итогами их хозяйственной деятельности.
В данной главе концепция структурного анализа будет расширена с целью объяснения различий в итоговых показателях фирм одной отрасли, что одновременно представляет методику выбора конкурентной стратегии. Здесь также развивается идея базовых стратегий. Структурный анализ в рамках отраслей, также как и анализ применительно к отрасли в целом, послужит полезным аналитическим инструментом для формулирования стратегии.
3.2 Направления конкурентной стратегии
Проводимые компаниями варианты стратегии конкурентной борьбы в отрасли могут отличаться друг от друга по многим параметрам. Тем не менее перечисленные ниже направления стратегии, как правило, охватывают возможный стратегический выбор, имеющийся у компании в данной отрасли:
· специализация: степень концентрации усилий компании в отношении продуктовой линии при обслуживании целевых потребительских и географических сегментов рынка;
· узнаваемость брендов: стремление компании к узнаваемости бренда – в отличие от преимущественно ценовой и других видов конкуренции – с помощью рекламы, работы системы сбыта и других средств;
· сбыт через сеть или на основе прямых продаж: направление усилий по достижению узнаваемости бренда путем непосредственного контакта с конечным потребителем или с помощью развития оптовых и розничных каналов;
· выбор оптовых и розничных каналов сбыта: варианты выбора каналов включают спектр от собственной системы до специализированных или универсальных торговых предприятий;
· качество продукции: уровень качества продукции компании включая сырье, спецификации, соблюдение нормативов и допусков, потребительских свойств и пр.;
· технологическое лидерство: степень стремления компании к технологическому лидерству по сравнению с заимствованием и копированием новейших технологий; важно отметить, что фирма может быть лидером в технологии, но сознательно не производить продукцию высшего качества, качество и технологическое лидерство не всегда совпадают;
· вертикальная интеграция: размер добавленной стоимости, отражающий уровень интеграции последующих и предшествующих стадий производства, в том числе наличие у фирмы своей системы сбыта, эксклюзивных или собственных розничных торговых предприятий, сети обслуживания и т.д.;
· позиция по издержкам: стремление фирмы к позиции низкого уровня производственных и сбытовых издержек на основе инвестиций в мощности и оборудование, способствующих минимизации затрат;
· обслуживание: уровень предоставления фирмой дополнительных услуг, сопровождающих ее продукцию, в том числе инженерно-техническая поддержка, собственная сеть обслуживания, кредит и пр.; этот аспект стратегии может рассматриваться как элемент вертикальной интеграции, но его полезно выделить для аналитических целей;
· политика ценообразования: относительная ценовая позиция фирмы на рынке; ценовая позиция, как правило, связана с такими параметрами, как позиция по издержкам и качество продукции, однако цена является самостоятельным стратегическим параметром и должна рассматриваться отдельно;
· левередж: показатели использования заемных средств и доля постоянных издержек в полных издержках;
· отношения с материнской компанией: требования к поведению подразделения, вытекающие из отношений между подразделением и его материнской компанией. Фирма может входить в состав диверсифицированного конгломерата, быть звеном вертикально интегрированной цепи предприятий, подразделением группы взаимосвязанных предприятий в широком секторе экономики, дочерним предприятием иностранной компании и т.д. Характер отношений с материнской компанией будет влиять на цели управления, ресурсы, которыми располагает фирма, а возможно, и определять некоторые из ее операций или функций, выполняемых совместно с другими подразделениями (с соответствующими последствиями для уровня издержек).
· отношения с правительствами страны базирования и принимающей страны: в международном бизнесе – отношения, которые фирма установила или объектом которых она является; отношения с правительством своей страны, а также с правительствами иностранных государств, в которых она действует. Государство базирования может предоставлять ресурсы или другую поддержку фирме, а также регулировать ее деятельность или воздействовать на ее цели иным образом. Правительства принимающих стран часто выполняют те же функции.
Каждое из этих стратегических направлений может быть рассмотрено с точки зрения фирмы в различной степени детализации, к ним могут быть добавлены и другие направления, дополняющие анализ. Важно то, что эти характеристики создают общую картину позиции фирмы.
Пределы стратегических различий, характеризующих конкретные направления, зависят в первую очередь от отрасли. Например, в производстве аммиачных удобрений ни одна из фирм не может рассчитывать на узнаваемость бренда, а качество продукта, по существу, одинаково. Однако фирмы существенно различаются по степени интеграции предшествующих стадий производства, масштабам обслуживания, уровню последующей интеграции с системой сбыта, относительным позициям по издержкам и отношениям с материнскими компаниями.
Стратегические направления взаимосвязаны между собой. Фирма с относительно низким уровнем цен на продукцию (как, например, Texas Instruments в области полупроводников) обычно имеет позицию низкого уровня издержек и хорошее, хотя и не самое высокое, качество продукции. Средством достижения низкого уровня издержек могла послужить высокая степень вертикальной интеграции. Как показывает этот пример, стратегические направления для конкретной фирмы, как правило, формируют внутренне согласованный комплекс. Обычно в каждой отрасли имеются фирмы, для которых характерны различные, но внутренне согласованные комбинации стратегических направлений.
3.3 Стратегические группы
Первый шаг внутриотраслевого структурного анализа состоит в характеристике вариантов стратегий всех основных конкурентов по указанным стратегическим направлениям. Эта работа позволяет затем выделить в отрасли стратегические группы. Стратегическая группа представляет собой группу фирм отрасли, следующих одинаковым или сходным вариантам стратегии. В отрасли может быть только одна стратегическая группа, если все фирмы проводят в сущности одну и ту же стратегию. Другая крайность – каждая фирма может представлять самостоятельную стратегическую группу. Однако, как правило, имеется небольшое количество стратегических групп, отражающих существенные различия в стратегии между фирмами отрасли. Например, в производстве основного электрооборудования одна из стратегических групп (где General Electric является типичным представителем) характеризуется широким ассортиментом товаров, интенсивной рекламой, высоким уровнем интеграции производства, развитием систем сбыта и обслуживания. Другая группа состоит из специализированных производителей (например, Maytag), обслуживающих сегмент рынка высококачественной и дорогой продукции и имеющих специальные каналы сбыта. Третья группа (Roper и Design and Manufacturing) выпускает нерекламируемые продукты под маркой торгового предприятия. Кроме того, в этой отрасли можно выделить еще одну или две дополнительные группы.
Обратим внимание на то обстоятельство, что для определения стратегических групп в число стратегических направлений должны включаться отношения фирмы с материнской отраслью. В такой, например, отрасли, как производство аммиачных удобрений, некоторые фирмы являются отделениями нефтяных компаний, некоторые – химических, некоторые входят в состав фермерских кооперативов, остальные же представляют собой самостоятельные компании. Каждый из этих типов фирм руководствуется в управлении целями, в некоторой степени отличными от целей других типов фирм. Отношения с материнской компанией зачастую трансформируются в различия других направлений стратегии. Например, все отделения нефтяных компаний, производящие азотные удобрения, имеют весьма сходные стратегии. Это объясняется тем, что отношения с материнской компанией во многом определяют доступные ресурсы и другие преимущества таких фирм, а также принципы их функционирования. Аналогичным образом складываются отношения фирм с правительствами собственной страны и/или других стран, которые также должны учитываться при определении стратегических групп.
Стратегическая группа часто, но не всегда, отличается своим подходом к продукту или маркетингу. Иногда в таких отраслях, как, например, мукомольная промышленность, производство химикатов или сахара, группы выпускают одинаковые продукты, но их подходы к производству, логистике, вертикальной интеграции различны. Фирмы могут также иметь сходные стратегии, но различные отношения с материнскими компаниями или правительствами, по-разному влияющие на их цели. Стратегические группы не являются эквивалентом рыночных сегментов или стратегий сегментации, они определяются на основе более широкой концепции стратегического положения.
Стратегические группы формируются по многим причинам, например, по изначальным преимуществам и слабым сторонам, по времени вхождения в отрасль, по историческим обстоятельствам. (Об этом будет сказано далее в этой главе.) Однако коль скоро такие группы образовались, фирмы одной стратегической группы, как правило, объединяет основное содержание стратегии. Следуя сходным стратегиям, они нередко имеют близкие показатели доли рынка, испытывают похожие воздействия и одинаково реагируют на внешние явления или конкурентные действия в отрасли. Эти характеристики позволяют составить карту стратегических групп и использовать ее в качестве аналитического инструмента.
Стратегические группы в отрасли могут быть отображены в виде карты, гипотетический пример которой показан на рис. 1. Очевидно, что число осей ограничено двумя параметрами печатной страницы. Это означает, что аналитик должен выбрать соответствующее число особенно важных стратегических направлений, по которым будет строить такую карту. Размер символов позволяет представить коллективную долю рынка фирм каждой группы, необходимую для последующего анализа.
Выделение стратегических групп представляет аналитический метод, предназначенный для проведения структурного анализа. В то же время оно служит промежуточным этапом между рассмотрением отрасли в целом и каждой фирмы по отдельности. В конечном счете каждая фирма уникальна, поэтому классификация фирм по стратегическим группам неизбежно ставит вопрос о том, какая степень различий в стратегии является существенной. Ответ на него должен вытекать из структурного анализа: чтобы определить их принадлежность к стратегической группе, необходимо выявить различие между фирмами в стратегии, если оно в значительной мере влияет на структурную позицию фирм. В дальнейшем я вернусь к этому вопросу, говоря о практическом использовании метода графического отображения стратегических групп в качестве аналитического инструмента.
В редких случаях, когда в отрасли представлена только одна стратегическая группа, эту отрасль можно проанализировать полностью, используя методологию структурного анализа. В таком случае структура отрасли обеспечивает равный потенциальный уровень устойчивой прибыльности для всех фирм, а фактическая прибыльность каждой отдельной фирмы в долгосрочном аспекте определяется способностью реализовать общую стратегию. Если же в отрасли несколько стратегических групп, анализ будет более сложным. Потенциал прибыльности фирм, принадлежащих к различным стратегическим группам, часто неодинаков, что объясняется не только их способностью реализации стратегии, но и различным воздействием на них со стороны пяти основных конкурентных сил.
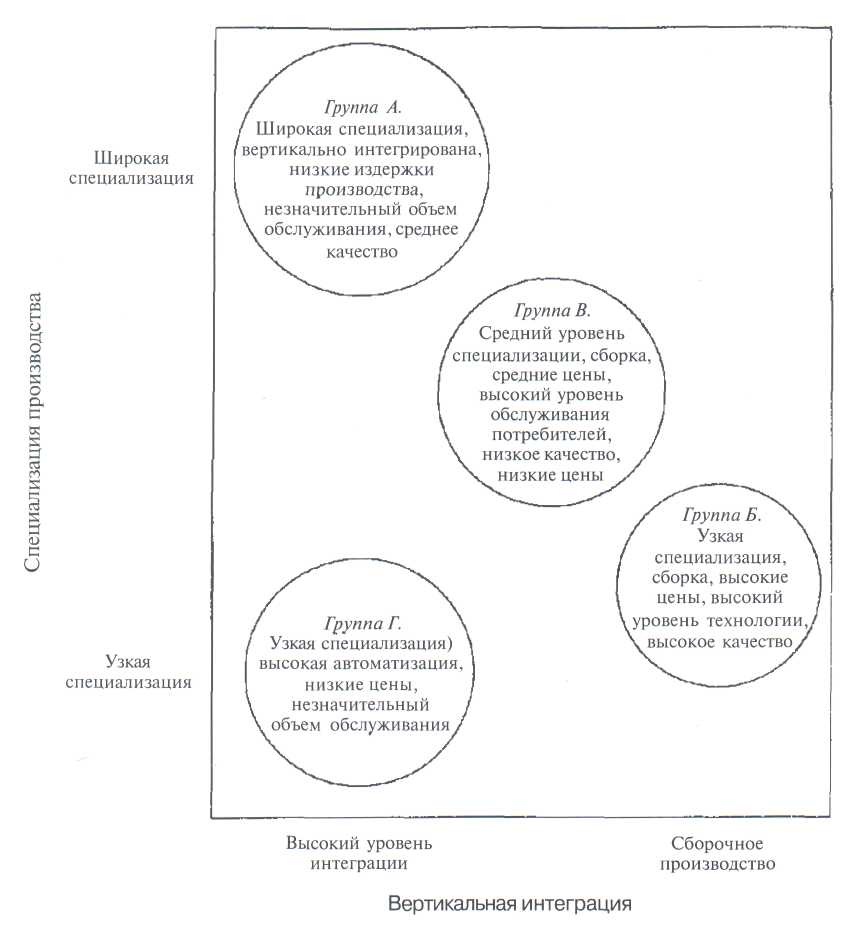
Рис 1. Карта стратегических групп отрасли
3.4. Стратегические группы и барьеры мобильности
Барьеры вхождения в отрасль до сих пор рассматривались как свойственные отрасли факторы, препятствующие появлению в ней новых конкурентов. В качестве основных источников этих барьеров были отмечены экономия на масштабе, дифференциация продукта, издержки переключения, преимущества в издержках, доступ к каналам сбыта, потребность в капитале и политика правительства. Однако, хотя некоторые из этих барьеров защищают все фирмы отрасли, барьеры вхождения в целом зависят от конкретной стратегической группы, в которую намерен войти новый конкурент. Например, войти в отрасль электроприборов в качестве производителя с широкой специализацией, высоким уровнем вертикальной интеграции, выпуском национальных брендов значительно труднее, чем в качестве фирмы, собирающейся заниматься сборкой изделий узкого ассортимента по небольшим частным заказам, когда изделия к тому же не имеют бренда. Различия в стратегии могут означать различия в дифференциации продукта, в достижении экономии на масштабе, в потребности в капитале, как и потенциальные различия во всех других источниках барьеров вхождения. Если, например, существуют барьеры, связанные с экономией на масштабах производства, они будут наиболее серьезной защитой для той стратегической группы, которая состоит из фирм с крупными мощностями и интенсивной вертикальной интеграцией. Если имеет место экономия на масштабе в сфере сбыта, она будет создавать барьеры для вхождения в стратегические группы, располагающие мощными сбытовыми организациями. Важные для отрасли преимущества в издержках за счет накопления опыта создают барьеры, защищающие группы, которые состоят из зрелых и ставших прибыльными фирм. И так далее по каждому источнику барьеров для вхождения в отрасль.
Различия в отношениях фирм к их материнским компаниям также могут влиять на барьеры для вхождения в отрасль. Например, стратегическая группа, которая состоит из хозяйственных единиц, имеющих с материнскими компаниями связи по линии вертикальной интеграции, обладает преимуществом в доступе к сырьевым материалам или финансовым ресурсам, что обеспечивает ей лучшие возможности для противодействия потенциальным конкурентам. Группа, объединяющая независимые фирмы, таких возможностей не имеет. Или, например, фирмы, использующие каналы сбыта совместно с другими отделениями материнской компании, могут противодействовать вхождению в отрасль, достигая такой экономии на масштабе, которая недоступна другим конкурентам.
Это положение о зависимости барьеров вхождения от ннавой стратегической группы имеет еще один важный аспект. Барьеры вхождения не только защищают фирмы одной стратегической группы от внедрения в отрасль новых конкурентов, но, кроме того, создают барьеры для смены стратегической позиции и перехода из одной стратегической группы в другую. Например, упомянутая выше фирма-сборщик с узкой специализацией производства не имеющих бренда электроприборов при переходе в группу интегрированных производителей широкой номенклатуры национальных брендов столкнется со многими или даже большинством тех же трудностей, что и совершенно новый для отрасли пришелец. Факторы, создающие барьеры за счет проведения определенной стратегии, – поскольку они связаны с экономией на масштабе, дифференциацией продукта, издержками переключения, потребностями в капитале, доступом к каналам сбыта, – ведут к росту издержек, вызванных принятием этой стратегии другими фирмами. Такие издержки принятия новой стратегии могут свести к нулю выгоды, ожидаемые от самого изменения.
Те же основополагающие экономические факторы, ведущие к появлению барьеров вхождения, могут, таким образом, быть определены в целом как барьеры мобильности, или факторы, препятствующие смене фирмами стратегической позиции. При такой расширительной концепции барьеров переход фирмы из позиции вне отрасли в стратегическую группу внутри отрасли (вхождение в отрасль) является частным случаем возможных движений.
Барьеры мобильности представляют первую важную причину, объясняющую устойчивость более высокой прибыльности одних фирм в отрасли по сравнению с другими. Различные стратегические группы в зависимости от своих характеристик обладают различным уровнем барьеров мобильности, обеспечивая тем самым одним фирмам устойчивые преимущества перед другими. Фирмы, входящие в стратегические группы с высоким уровнем барьеров мобильности, будут иметь более высокий потенциал прибыльности, чем фирмы, входящие в группы с низким уровнем барьеров. Наличие барьеров, кроме того, служит объяснением, почему фирмы продолжают конкурировать на основе различных стратегий, несмотря на то, что не все стратегии в равной степени успешны. Можно задать вопрос, почему успешные стратегии сразу же не копируются. Если бы не было барьеров мобильности, успешные стратегии одних фирм быстро заимствовались бы другими, а прибыльность фирм имела бы тенденцию к выравниванию, за исключением тех случаев, когда фирмы по-разному реализовывали бы лучшую стратегию в операционном плане. Не будь препятствий, такие производители компьютерной техники, как Control Data и Honeywell, воспользовались бы шансом принятия стратегии IBM с ее низким уровнем издержек, высоким качеством обслуживания и развитой сбытовой сетью. Существование барьеров мобильности означает, что некоторые фирмы, подобные IBM, располагают систематическими преимуществами над другими благодаря экономии на масштабе, абсолютному лидерству в издержках и т.д., которые могут быть преодолены только за счет стратегических прорывов, ведущих к структурным сдвигам в отрасли, но не одним лишь улучшением хозяйственной деятельности. Наконец, существование барьеров мобильности означает, что показатели доли рынка фирм в некоторых стратегических группах отрасли могут быть весьма стабильными, при этом другие стратегические группы отрасли могут быть открыты для быстрого вхождения и выхода (или оборота).
Как и барьеры для вхождения, барьеры мобильности могут меняться, и когда это происходит (например, когда производственный процесс становится более капиталоемким), фирмы нередко покидают свои стратегические группы и переходят в новые, меняя тем самым саму схему стратегических групп. На барьеры мобильности может, кроме того, влиять выбор стратегии фирмы. Например, к