Каталитический реактор Клауса
Первая причина
Заключается в возможности снижения расхода битума, цена на который в связи с растущими ценами на нефть и энергетическим кризисом значительно увеличилась. А уменьшение содержания битума в серобитумных вяжущих за счет добавок более дешевой и имеющейся в значительных количествах серы позволяет обеспечивать снижение затрат на устройство дорожного покрытия;
Вторая причина
Заключается в значительном истощении доступных запасов нерудных материалов, используемых при устройстве слоев дорожного покрытия, которые приходится завозить из других, как правило, отдаленных районов. Применение серобитумных вяжущих материалов позволяет широко использовать в дорожном строительстве местные песчаные грунты, слабые каменные материалы, золы и шлаки, что также обеспечивает существенный экономический эффект.
Третья причина
Заключается в значительном улучшении свойств асфальтобетонных смесей на основе серобитумного вяжущего. К их числу относятся более высокая прочность при сжатии, что дает возможность уменьшить толщины соответствующих слоев дорожных покрытий; более высокая теплоустойчивость без значительного увеличения жесткости при низких температурах, что снижает опасность образования в слоях дорожных одежд трещин в холодное (зимнее) время и пластических деформаций в жаркий (летний) период.
Четвертая причина
Возможность приготовления смесей на основе серобитумного вяжущего при более низких температурах нагрева компонентов; более высокая устойчивость серобитумных материалов к динамическим нагрузкам; более высокая устойчивость к воздействию бензина, дизельного топлива и других органических растворителей, что позволяет использовать их при устройстве покрытий на стоянках автомобилей, станциях технического обслуживания.
Выводы сделаны на основании двадцатилетнего опыта применения серы в дорожном строительстве США, Канады и стран Западной Европы.
Мировое производствово серы составляет 80 000 000 тонн/год (первое десятилетия XXI века).
Экология
Соединения серы по отрицательному воздействию на окружающую среду занимают одно из первых мест среди загрязняющих веществ. Основной источник загрязнения соединениями серы является сжигание угля и нефтепродуктов. 96% серы поступает в атмосферу Земли в виде SO2, остальное кол-во приходится на сульфаты, H2S, CS2, COS и др.
В виде пыли элементная сера раздражает органы дыхания, слизистые оболочки человека, может вызывать экземы и другие нарушения. Предельно допустимая концентрация серы в вохдухе 0,07 мг/м3 (аэрозоль, класс опасности 4). Многие соединения серы токсичны. [2]
2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Химизм и механизм процесса
МЭА-способ
Для МЭА-способа хемосорбентом является водный раствор моно-этаноламина с концентрацией 15-30% масс. Более высокие концентрации МЭА применяют только при использовании высокоэффективных ингибиторов коррозии. Растворы МЭА обеспечивают тонкую очистку газа от H2S и СО2 в широком диапазоне концентраций. Моноэтаноламин по сравнению с другими аминами труднее регенерируется, но меньше поглощает углеводороды.
Существенным недостатком МЭА являются его относительно высокая реакционная способность по отношению к органическим соединениям серы, содержащимся в газе, с образованием побочных продуктов и высокая коррозионная активность его растворов. Первичные амины не следует использовать, если в очищаемом газе присутствует CS2и СОS, так как реакция протекает с образованием труднорегенерируемых и нерегенерируемых соединений, накапливающихся в абсорбенте и снижающих его абсорбционную емкость. МЭА сравнительно легко окисляется сначала с образованием -аминоальдегида, затем глицина, гликолиевой кислоты, щавелевой кислоты и, наконец, муравьиной кислоты. Эти кислоты приводят к коррозии с образованием нерастворимых солей железа, способные забивать аппаратуру.
Температурные условия регенерации растворов МЭА ограничены, с одной стороны, достаточно высоким давлением насыщенных паров (большой унос), ускорением побочных реакций и, с другой - трудной регенерируемостью из-за низкой константы диссоциации сульфида МЭА и других соединений при относительно низких температурах. Этим, и свою очередь, обусловлена относительно высокая остаточная концентрация H2S и СО2 в регенерированном растворе МЭА.
Процесс Клауса
Процесс каталитической окислительной конверсии сероводорода. Источник сероводорода - природные и промышленные газы. Природными источниками являются месторождения нефти и газа, вулканическая деятельность, разложение биомассы и т.д. Промышленнные источники - переработка нефти и газа (процессы гидроочистки и гидрокрекинга), металлургия и т.д.
Сероводород, получаемый с гидрогенизационных процессов переработки сернистых и высокосернистых нефтей, газоконденсатов и установок аминной очистки нефтяных и природных газов, как правило используют на НПЗ для производства элементной серы, в некоторых случаях для производства серной кислоты.
Химизм процесса
Двустадийный метод промышленного получения серы из сероводорода:
I стадия: термическое окисление сероводорода до диоксида серы.
H2S + 3/2O2 SO2 + H2O + (0,53 — 0,57) МДж/моль
II стадия: каталитическое превращение сероводорода и диоксида серы.
2H2S + SO2 3/nSn + H2O + (0,087 — 0,154) МДж/моль
Назначение процесса
Клаус-процесс активно применяется на нефтеперерабатывающих предприятиях, для переработки сероводорода с установок гидрогенизации и установок аминной очистки газов. Основная задача - достижение 99,5% извлечения серы без дополнительной очистки отходящих газов. В настоящее время в мировой нефтепереработке широкое распространение получил процесс "Суперклаус-99".
Описание процесса
Процесс Суперклаус-99 включает следующие стадии:
- термическое превращение;
- три стадии каталитического превращения с промежуточным выводом серы.
На стадии термического превращения происходит горение кислого газа при недостатке кислорода в условиях регулируемой подачи воздуха, и газ, покидающий второй реактор, содержит от 0,8 до 3,0% сероводорода, в печи для дожига сжигается ненужный отходящий газ. [5];[2]
2.2 Выбор технологической схемы
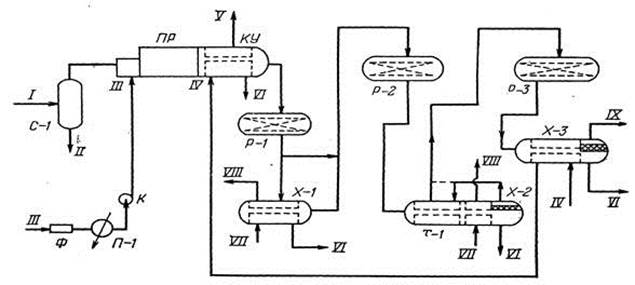
Рис. 1 Принципиальная технологическая схема установки получения серы
С-1 — входной сепаратор; ПР — печь-реактор; КУ—котел-утилизатор;; Р-1, Р-2, Р-3 — реакторы; Х-1, Х-2, Х-3 — конденсаторы; Т-1—рекуперативный теплообменник; П-1—подогреватель; Ф —фильтр; К — газодувка; / — сырьевой (кислый) газ; // — капельная жидкость; /// — воздух; IV—вода высокого давления; V — водяной пар высокого давления; VI — газовая сера; VII — вода низкого давления; VIII — водяной пар низкого давления; IX — отходящие газы
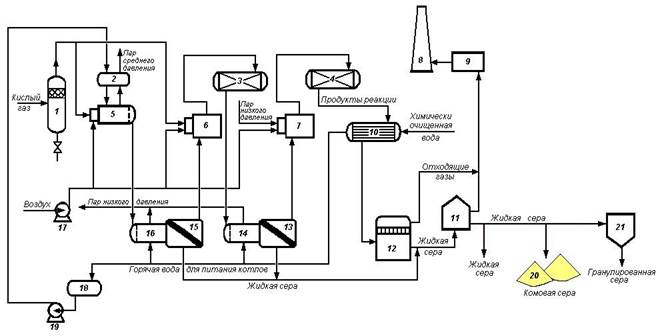
Рис.2 Схема установки Клауса
Технологические аппараты и оборудование:
1 - сепаратор;2 - барабан первого котла;3, 4 - каталитические реакторы первой и второй ступеней;5 - печь-реактор;6, 7 - печи подогрева технологических газов;8 - печь дожига и дымовая труба;9 - установка доочистки хвостовых газов;10 - экономайзер;11 - серная яма;12,13,15 - коагуляторы серы;14, 16 - конденсаторы серы;17 - воздуходувка;18 - емкость горячей воды;19 - насос;20 - склад комовой серы;21 - установка гранулирования.
Очень удобный и гибкий по производительности процесс, позволяющий достичь конверсии сероводорода 99,9%.,показан на рисунке 3.
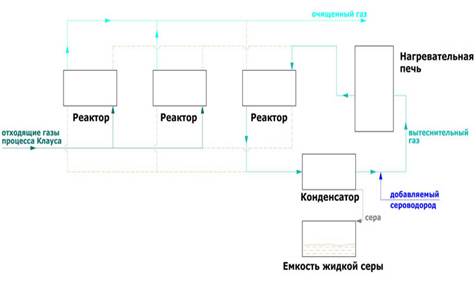
Рис.3- Установки утилизации сероводорода с получением серы.
Эффективность установок производства серы из кислых газов обычно оценивают по общей степени конверсии сероводорода. Однако, с точки зрения воздействия на окружающую среду, важно общее количество диоксида серы, выбрасываемое через дымовую трубу в атмосферу, которое включает как не прореагировавшие ЗО и другие сернистые соединения, так и потери конечного продукта газовой серы, поскольку все эти компоненты сбросных газов окисляются в печи до ожига до Большинство отечественных установок по производству серы включает в себя установки доочистки хвостовых газов.
[2];[7]
2.3 Параметры технологического процесса
| Техническая характеристика газов | МЭА + ДЭА | ДГА |
| Производительность по сырому | ||
| газу, тыс. м3/ч | 142,9 | 142,9 |
| Объем циркулирующего раство– | ||
| рителя, м3/ч | ||
| Поглощающая способность раство– | ||
| рителя, м3/м3 | ||
| Содержание в очищенном газе | ||
| H2S, мг/м3 | 5,7 | 5,7 |
| С02, % об | 0,01 | 0,01 |
| Потери растворителя (разложение, | ||
| унос и др.), м3/год | 77,6 | 56,9 |
| Водяной пар, тыс. т Электроэнергия, тыс. кВтч Раствор щелочи 42 %-ной, т Вода при 25°С, тыс. м3 Моноэтаноламин (80 %-ный), т | 56,6 |
[8]
2.4 Аппаратурное оформление технологического процесса.

Рис. 1 Принципиальная технологическая схема установки получения серы
С-1 — входной сепаратор; ПР — печь-реактор; КУ—котел-утилизатор;; Р-1, Р-2, Р-3 — реакторы; Х-1, Х-2, Х-3 — конденсаторы; Т-1—рекуперативный теплообменник; П-1—подогреватель; Ф —фильтр; К — газодувка; / — сырьевой (кислый) газ; // — капельная жидкость; /// — воздух; IV—вода высокого давления; V — водяной пар высокого давления; VI — газовая сера; VII — вода низкого давления; VIII — водяной пар низкого давления; IX — отходящие газы
Благодаря экзотермичности реакций, протекающих в конверторе, температура на поверхности катализатора поднимается примерно на 30—60 °С. • Это препятствует образованию жидкого осадка серы, которая, попадая на поверхность катализатора, снижала бы его активность. Такой температурный режим в конверторе одновременно обеспечивает также разложение продуктов побочных реакций — COS и CS2.
Основная часть газа (около 90%) из реактора поступает для охлаждения в трубное пространство конденсатора Х-1, а затем направляется в реактор Р-2. Теплосъем в конденсаторе Х-1 производится за счет испарения воды в его межтрубном пространстве с получением пара низкого давления (Р=0,4 МПа). При охлаждении газов в Х-1 происходит конденсация серы. Жидкая сера через серозатвор отводится в блок дегазации.
Часть реакционных газов (около 10%), минуя конденсатор Х-1, поступает на смешение с более холодными газами, отходящими из того же конденсатора. Температура смеси перед входом в реактор Р-1 составляет около 225 °С.
Для регулирования температуры в реакторах Р-1, Р-2, Р-3 (в пусковой период и в случае загорания серы) предусмотрена подача в них пара низкого давления и азота. При нормальной работе температура газов на выходе из Х-2 и Р-1 составляет 191 и 312 °С соответственно. Съем тепла в аппарате Х-2 осуществляется за счет испарения воды в его межтрубном пространстве с получением пара низкого давления. Отходящие газы из реактора Р-2 поступают на охлаждение в третий конденсатор Х-3, откуда с температурой 130°С подается на доочистку.
Для контроля концентрации H2S и SO2 в отходящих газах на выходе из Х-3 устанавливаются поточные газоанализаторы. Для предотвращения уноса жидкой серы с отходящими газами на их линии ставится коагулятор. Для предотвращения затвердевания серы в коагуляторе предусмотрена периодическая подача в него водяного пара.
Потоки жидкой серы, отводимые из конденсаторов, содержат 0,02— 0,03% (масс.) сероводорода. После дегазации серы концентрация H2S в ней снижается до 0,0001%. Дегазация серы осуществляется в специальном блоке — серной яме. Это обеспечивает нормальные условия складирования, загрузки и хранения газовой серы.

Рис. 4. Принципиальная технологическая схема установки очистки нефти от сероводорода аммиачно-каталитическим окислительным способом ДМС-1МА
Е-1 – буферная емкость; Н-1 – насос; К-1 – компрессор; М-1 – смеситель; Р-1 – реактор; Е- 101 – сепаратор; С-101 – концевой сепаратор
Для очистки тяжелой нефти от сероводорода, особенно в случае его вы- сокого содержания, наиболее эффективным и экономичным является процесс ДМС-1МА [8–11], в котором в качестве катализаторного комплекса используют 0,01–0,05%-ные растворы аммониевых солей сульфофталоцианинов кобальта в 25 %-ном водном растворе аммиака (раствор КТК). В нефть вводят КТК в ко- личестве 0,02–0,1 % и технологический воздух от компрессора.
В 2005 году с использованием технологии ДМС-1МА построена установ- ка на УПВСН «Кутема» НГДУ «Нурлатнефть» ОАО «ТАТНЕФТЬ» мощностью 2 миллиона тонн в год. В течение последних лет установка эксплуатировалась в режиме, обеспечивающем очистку нефти от сероводорода до его остаточного содержания менее 100 ppmw, что соответствует нефти 2 вида по ГОСТ Р 81858- 2002 и удовлетворяет текущим требованиям ОАО «ТАТНЕФТЬ». Дополни- тельные исследования, проведенные в ОАО «ВНИИУС» и ТатНИПИнефть [12, 13], явились основой для проведения модернизации установки с целью обеспе- чения качества нефти не только по содержанию сероводорода, но и по другим показателям, таким как содержание солей, воды, давления паров.
Нефть, прошедшая подготовку (сепарацию, обессоливание, обезвожива- ние), поступает в буферную емкость Е-1, из которой насосом Н-1 подается на очистку. На всасывающем насосе Н-1 дозируется расчетное количество водно- аммиачного раствора катализатора ИВКАЗ, после насоса Н-1 в поток нефти компрессором К-1 подается сжатый воздух. Далее смесь направляется в стати- ческий смеситель М-1 и затем в реактор колонного типа Р-1. В реакторе происходит окисление сероводорода с образованием элемент- ной серы по реакции (7). Элементная сера в растворенном виде остается в нефти. Легкие меркаптаны в присутствии аммиака окисляются до диалкилди- сульфидов по реакции (8). После реактора нефть поступает в сепаратор E-101, где от нефти отделя- ется основная часть отработанного воздуха. Из куба Е-101 отстоявшийся рас- твор КТК рециркулирует на всас. насоса Н-1. Далее нефть поступает в конце- вой сепаратор С-101, где происходит сепарация оставшейся части отработанно- го воздуха. В поток нефти после сепаратора Е-101 подают расчетное количе- ство пресной воды для отмывки от солей – продуктов реакции. Из сепаратора С-101 нефть поступает в товарную емкость (РВС). В январе–феврале 2012 г. на установке подготовки высокосернистой нефти (УПВСН) «Кутема» были проведены опытно-промышленные испытания технологии ДМС-1МА, целью которых явилась демонстрация зарубежным за- казчикам возможности глубокой очистки нефти от сероводорода (до менее 10 ppmw), согласно их требованию. Опытно-промышленные испытания убедительно показали высокую эф- фективность аммиачно-каталитического процесса очистки нефти от сероводо- рода. В режиме близком к оптимальному достигается практически 100 %-ное извлечение сероводорода при исходной концентрации 550–580 ppmw, содержа- ние меркаптанов С1–С2 снижается с 30 до 1–2 ppmw. При этом удельный расход основного реагента – аммиачного раствора катализатора – составляет 0,3–0,5 дм 3 на 1 тонну нефти. Кроме этого, технологический процесс ДМС-1МА гибок в управлении: изменяя скорость подачи КТК и концентрацию катализатора в нем, можно установить требуемую степень превращения сероводорода.
[9];[2]
2.5 Основное технологическое оборудование.
Абсорбер
Аппарат для поглощения газов, паров, для разделения газовой смеси на составные части растворением одного или нескольких компонентов этой смеси в жидкости, называемой абсорбентом (поглотителем). Абсорбер обычно представляет собой колонку с насадкой или тарелками, в нижнюю часть которой подается газ, а в верхнюю — жидкость; газ удаляется из абсорбера сверху, а жидкость — снизу. Абсорбер применяется в химической, нефтеперерабатывающей и других отраслях промышленности.

Рис.5 Абсорбер
Каталитический реактор Клауса

Рис.6 Каталитиеский реактор
Воздух и топливный (кислый) газ подают в каталитический реактор 1, содержащий зону подогрева технологического газа 2 и каталитическую зону 3. Смесь поступает в горелочное устройство 4 фор-камеры 5, встроенной в зону подогрева. Отношение расходов воздух/топливный (кислый) газ поддерживают таким, чтобы коэффициент избытка воздуха составлял 0,8÷0,95. Технологический газ поступает в каталитический реактор 1 через тангенциально расположенный штуцер 6. Газ раскручивается в пространстве, между глухими кольцевыми заглушками 7 и 8, цилиндрической вставкой 9 и корпусом каталитического реактора 1, и через кольцевой завихритель 10 поступает в конфузор 11. Лопатки кольцевого завихрителя 10 выполнены так, чтобы вращение газа осуществлялось в том же направлении, которое было задано тангенциальным штуцером 6.
В конфузоре 11 скорость газа возрастает, за счет сужения проходного сечения, образованного конфузором 11 и фор-камерой 5, при этом вращение газа относительно оси аппарата сохраняется. Пересечение осевого потока продуктов сгорания газа из фор-камеры и вращающегося потока технологического газа создает условия для интенсивного смешения этих газов на выходе из фор-камеры.
Смешанные газы через стабилизирующее устройство 12 поступают в каталитическую зону 3 реактора. Стабилизирующее устройство 12 выполнено таким образом, что газ, проходя через него, теряет вращательную составляющую и движется далее, преимущественно, в поршневом режиме с равномерным полем скоростей. Это создает предпосылки для равномерной фильтрации газа по всему слою катализатора 13, который размещен на опорной решетке 14 между стенками 15 и 16 таким образом, что газ поступает в каталитическую зону над стенкой 15 и покидает ее под стенкой 16.
Холодильник

Рис.7 Холодильник
Прибор для конденсации или охлажения пара или жидкости при помощи охлаждающей среды, чаще всего воды.
Сепаратор
Нефтегазовым аппаратом называют аппарат для сеперации нефтегазовых смесей за счёт различия их плотностей.

Рис.7 Сепаратор
[9];[7]
3 РАСЧЁТНАЯ ЧАСТЬ
3.1 Технологический расчет сепаратора.
Размер вертикального гравитационного сепаратора зависит в основном от расхода газа и определяется по формуле
D=  , (3.1)
, (3.1)
где D – внутренний диаметр сепаратора, м; V– дебит газа при нормальных условиях, м3/сут.; P– давление в сепараторе, Н/м3; T– абсолютная температура в сепараторе; z– коэффициент сжимаемости газа в сепараторе при рабочем давлении; d – диаметр капель жидкости, м; v– кинематическая вязкость газа, м2/с; г, н – плотность газа и нефти соответственно при давлении и температуре в сепараторе, кг/м3.
Кинематическая вязкость газа, приведенная к условиям в сепараторе [19], м2/с
Vг = v0z  (
(  )0,5 , (3.2)
)0,5 , (3.2)
где – v0 =14,5·10-6 м2/с – кинематическая вязкость для метана (12,9·10-6 м2/с – для прочих газов), Cг = 210 – температура постоянная для газа.
Плотность газа, приведенная к условиям в сепараторе, кг/м3,
r = 0  , (3.3)
, (3.3)
где 0 – плотность газа при нормальных условиях (для метана 0=0,72 кг/м3).
Пропускная способность сепаратора по жидкости, м3/сут.,
Qж = 36964  (3.4)
(3.4)
Скорость движения газа в вертикальном сепараторе, м/с,
Vr = 5,56·10-3  . (3.5)
. (3.5)
Скорость осаждения капель жидкости или твердых частиц, имеющих форму шара [25],
Ич =  , (3.6)
, (3.6)
Для эффективной работы сепаратора должно соблюдаться соотношение
Ич 1,2Vr .
Высота вертикального сепаратора обычно не превышает 4-5 его диаметров.
Толщина стенки цилиндрической части корпуса [25], м,
S =  , (3.7)
, (3.7)
где – Rz – допускаемое напряжение, МПа; – коэффициент прочности сварного шва ( = 0,85 при подварке стыковых швов с внутренней стороны и = 0,65 без подварки); C– запас на коррозию 0,004 м.
Днища сосудов, особенно верхние, чаще выполняют эллиптическими. Толщина стенки эллиптических отбортованных днищ [25], м,
Sд =  , (3.8)
, (3.8)
где – yэ – коэффициент перенапряжения днища (определяется по графику в зависимости от H/D); H– эллиптического днища.
Толщину стенки эллиптического днища можно также определить через наружный диаметр:
S =  , (3.9)
, (3.9)
где – Dн – наружный диаметр сепаратора, м; P – давление в сепараторе, Н/м2.
Напряжения, возникающие в эллиптическом днище, Н/м2,
 ; (3.10)
; (3.10)
 . (3.11)
. (3.11)
Нижние днища часто выполняют коническими. Толщина стенки конического днища определяется по формуле
 , (3.12)
, (3.12)
где – угол наклона направляющей конуса к вертикали.
.

Рис.8Схема корпуса вертикального сепаратора
На рис.9 приведена зависимость псевдокритических давлений и температур от удельного веса газа.

Рис9. Зависимость псевдокритических давлений и температур от удельного веса газа: 1 – для обычных газовых месторождений; 2 – для газоконденсатных месторождений
Кривая для определения коэффициента перенапряжения для расчета эллиптических днищ показана на рис.10

Рис.10 Коэффициент перенапряжения для расчета эллиптических днищ
На рис.11 приведены графики Брауна для определения коэффициента сжимаемого газа.

Рис11. Графики Брауна для определения коэффициента сжимаемости газа
Пример решения
Дано:Рассчитать вертикальный гравитационный сепаратор, если дебит газа V = 15000 м3/сут; P = 1,6 МПа; t = 30º; d = 0,5 см; о = 1,12 кг/м3; н = 850 кг/м3.
Решение:Предварительно определим коэффициент сжимаемости газа в сепараторе zпри рабочем давлении по графикам (см. рис. 3,2 и 3.4).
Относительная плотность газа = о/в = 1,12/1,22 = 0,92. По графикам на рис. 3,2 найдем псевдокритическое давление и температуру (кривая 2):
Pп.к. = 45,5 кг/м3; Тп.к. = 240ºК.
Далее находим приведенные давление и температуру:
Pпр = 16/45,5 = 0,35;
Tпр = 303/240 = 1,26.
По графикам (см. рис. 3.4) находим z= 0,97.
Плотность газа, приведенную к условиям в сепараторе, найдем по формуле (3.3):
r = 1,12  = 16,16 кг/м3.
= 16,16 кг/м3.
По формуле (3.2) определим кинематическую вязкость газа, приведенную к условиям в сепараторе:
vr= 14,5·0,97·  = 0,9 сСт.
= 0,9 сСт.
Внутренний диаметр вертикального гравитационного сепаратора определим по формуле (3.1.):
D =  = 4,84 м.
= 4,84 м.
По формуле (3.4) найдем пропускную способность сепаратора по жидкости:
Qж = 36964  = 1241 м3/сут.
= 1241 м3/сут.
По формуле (3.5) определим скорость движения газа в вертикальном сепараторе:
Vr = 5,56·10-3  = 0,654·10-3 м/с.
= 0,654·10-3 м/с.
Скорость осаждения капель жидкости в сепараторе по формуле (3.6)
Ич =  = 0,781·10-3 м/с; Ич >Vr
= 0,781·10-3 м/с; Ич >Vr
Толщину стенки цилиндрической части сепаратора находим по формуле (3.7), приравняв Dк Dср:
S =  + 0,004 = 0,0225 м = 22,5 мм,
+ 0,004 = 0,0225 м = 22,5 мм,
где Rz = 295/1.2 =245 МПа для Стали 35; = 0,85 – подварка швов с внутренней стороны.
Уточним толщину стенки, полагая Dср = D + S + 4,862 м:
S =  + 0,004 = 0,0227 м = 22,7 мм.
+ 0,004 = 0,0227 м = 22,7 мм.
Толщину стенки эллиптического отбортованного днища находим по формуле (3.8).
Принимая, что H = 1,4 м и H/D = 0,29 по рис. 3.3 найдем, что yэ = 0,82.
Тогда
S =  + 0,004 = 0,0193 м = 19,3 мм.
+ 0,004 = 0,0193 м = 19,3 мм.
Напряжения, возникающие в эллиптическом днище, найдем по формуле (3.10):
=  = 245·106 н/м2
= 245·106 н/м2
Толщину стенки наклонного конического днища определим по формуле (3.12), полагая, что = 35º:
S =  + 0,004 = 0,0267 м + 26,7 мм.[8]
+ 0,004 = 0,0267 м + 26,7 мм.[8]
4. ОХРАНА ТРУДА ТЕХНОЛОГИЧЕСКОГО ПЕРСОНАЛА.
4.1 Охрана труда технологического персонала
Основными задачами отдела охраны труда (как и инженера по охране труда) являются:
· организация работы по обеспечению выполнения работниками требований охраны труда;
· контроль за соблюдением работниками законов и иных нормативных правовых актов об охране труда, коллективного договора, соглашения по охране труда, других локальных нормативных правовых актов организации;
· организация профилактической работы по предупреждению производственного травматизма, профессиональных заболеваний и заболеваний, обусловленных производственными факторами, а также работы по улучшению условий труда;
· информирование и консультирование работников организации, в т. ч. ее руководителя, по вопросам охраны труда;
· изучение и распространение передового опыта по охране труда, пропаганда вопросов охраны труда.
Для выполнения данных и иных поставленных задач отдел охраны труда, согласно постановлению Минтруда России от 17.01.2001 № 7 "Об утверждении Рекомендаций по организации работы кабинета охраны труда и уголка охраны труда", должен вести учет и анализ состояния и причин производственного травматизма, профессиональных заболеваний; оказывать помощь подразделениям в организации и проведении измерений параметров опасных и вредных производственных факторов, а также в оценке травмобезопасности оборудования, приспособлений; организовывать работу кабинета по охране труда или подготавливать информационные стенды, уголки охраны труда в подразделениях. Работники отдела организуют проведение аттестации рабочих мест по условиям труда с последующей сертификацией работ по охране труда, а также обследований технического состояния зданий, сооружений, оборудования, машин и механизмов, приспособлений, средств коллективной и индивидуальной защиты, санитарно-технических устройств, вентиляционных систем с точки зрения их соответствия требованиям охраны труда. Кроме того, отдел охраны труда согласовывает разрабатываемую в организации проектную, конструкторскую, технологическую и иную документацию в части соблюдения требований охраны труда, а также предлагает программы по улучшению условий и охраны труда. Сотрудники отдела охраны труда должны оказывать помощь руководителям подразделений в составлении списков профессий и должностей, по которым работники проходят обязательные предварительные и периодические медицинские осмотры, а также списков профессий и должностей, в соответствии с которыми на основании действующего законодательства предоставляютсякомпенсации за тяжелую работу и работу с вредными или опасными условиями труда. Отдел охраны труда организует расследование несчастных случаев на производстве в соответствии со ст. ст. 227–231 ТК РФ и постановлением Минтруда России от 24.10.2002 № 73 "Об утверждении форм документов, необходимых для расследования и учета несчастных случаев на производстве, и Положения об особенностях расследования несчастных случаев на производстве в отдельных отраслях и организациях"; Участвует в работе комиссий по расследованию несчастных случаев; оформляет и хранит необходимые документы (акты по форме Н-1, иные документы по расследованию несчастных случаев на производстве, протоколы измерений параметров опасных и вредных производственных факторов, оценки оборудования по фактору травмобезопасности, материалы аттестации рабочих мест по условиям труда и др.). К наиболее важным функциям отдела относятся: разработка программ обучения по охране труда работников организации, в т. ч. руководителя; проведение вводного инструктажа со всеми лицами, поступающими на работу (в т. ч. временно), командированными, а также учащимися и студентами, прибывшими на производственное обучение или практику; организация своевременного обучения по охране труда (постановление Минтруда России и Минобразования России от 13.01.2003 № 1/29 "О порядке обучения по охране труда и проверки знаний требований охраны труда работников организаций"). Необходимо составить (при участии руководителей подразделений) перечни профессий и видов работ, на которые должны быть разработаны инструкции по охране труда. [3];[6]
ЗАКЛЮЧЕНИЕ
Процессы регенерации раствора моноэтаноламина и производства гранулированной серы, в основе своей, позволяют решить большинство экологических проблем, связанных с утилизацией серосодержащих соединений.
В результате работы, выяснилось, что реакции регенерации раствора моноэтаноламина позволяют значительно упростить процессы гидроочистки различных нефтепродуктов, посредством многократного использования цикла применения и регенерации МЭА.
Процесс гранулирования серы, в свою очередь, позволяет, помимо утилизации сереводорода, получать некоторую выгоду от продажи серы, в качестве сырья для химических производств.
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ
1.Ахметов С.А. Технология глубокой переработки нефти и газа. – Уфа.: Гилем, 2002. – 669 с.
2.Баранов Д.А. Процессы и аппараты. – М.: Академия, 2005 г. – 304 с.
3.Воронкова Л.Б. Охрана труда в нефтехимической промышленности. – М.: Академия, 2011 г. – 208 с.
4.Ластовкин Г.А. Справочник нефтепереработчика. – Л.: Химия, 1986 г. – 648 с.
5.Магарил Р.З. Теоретические основы химических процессов переработки нефти. – М.: Химия, 2007 г. – 311 с.
6. Маринина Л.К., Васин А.Я. Безопасность труда в химической промышленности. – М.: Академия, 2007 г. – 528 с.
7.Сугак А.В., Леонтьев В.К., Веткин Ю.А. Оборудование нефтеперерабатывающего производства. – М.: Академия, 2012 г. – 336 с.
8.Танатаров М.А., Ахметшина М.Н., Фасхутдинов Р.А., Волошин Н.Д., Золотарёв П.А. Технологические расчёты установок переработки нефти. – М.: Химия, 1987 г. – 352 с.
9.Эрих В.Н. Химия и технология нефти и газа. – М.: Химия, 2007 г. – 424 с.