Размерная точность отливок
Современные технологические процессы изготовления песчаных форм в отечественной и мировой литейной практике
Учебное пособие
Для студентов, обучающихся по направлению подготовки бакалавров и магистров 150400 «Технологические машины и оборудования» и по специальности 150204.65 «Машины и технология литейного производства»
Одобрено Методической комиссией факультета КТ
Москва
2011г.
Подготовлено в соответствии с Государственным образовательным стандартом ВПО 2000г. для подготовки дипломированных специалистов по специальности150204.65 «Машины и технология литейного производства», направления подготовки дипломированных специалистов 261001.65» Технология художественной обработки материалов»,бакалавров по направлению 150400.62»Технологические машины и оборудование» и магистров по направлению 150400.68
Рецензенты: Зав.кафедрой «Технология конструкционных материалов
Проф. д.т.н. Г.М.Волков
кафедра «Технология конструкционных материалов»
доцент ,к.т.н. А.В. Шлыкова
Сорокин.Ю.А., Минаев А.А., Дубовский И.С., Корнеев С.Ю
Глава1.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ВАКУУМНО- ПЛЕНОЧНЫМ МЕТОДОМ
Ваккумно-пленочный метод формовки или V-процесс был изобретен и разработан в Японии. Первые патенты были заявлены в 1971 г.
После этого была проведена сложная и тщательная программа исследований фирмами Акита Ко. Лтд, Мицубиси Хеви Индастриз Лтд. и изготовителем литейного оборудования Синтокогио Лтд. После нескольких лет исследований и разработок V-процесс доказал свою пригодность на практике для производства отливок из алюминиевых сплавов, чугуна, углеродистой, марганцевой и нержавеющей стали и специальных сплавов. Процесс сочетается со всеми металлами, хотя в настоящее время еще нужны дополнительные исследования по литью магниевых сплавов и нет опыта применения его для свинцовистой бронзы. В Японии многие литейные производства применяют V-процесс.
Фирма Синтокогио Лтд. получила права на производство и распространение оборудования по V-процессу во всем мире. Для реализации этой миссии фирма Синтокогио создала ряд совместных предприятий для распространения процесса в различных регионах мира. С целью маркетинга процесса в Северной Америке Синтокогио Лтд. и Герман Корпорейшен создали совместное предприятие под названием Герман-Синто В-процесс Компани. В Европе такими правами обладает фирма Вагнер – Синто (ФРГ)
В России этим процессом подробно занимались: проф. Б.В. Рабинович, проф. В.А. Иванов и др.
Технология вакуумно-пленочной формовки включает использование сухого кварцевого песка без связующего, а также тонкой пластичной пленки при давлении вакуума от 0,3 до 0,6 бар.
Отливки, полученные по V-процессу, характеризуются, прежде всего, высокой размерной точностью и качеством поверхности. При определенных условиях возможен также отказ от обычно необходимого уклона на модели. В отдельных, частных случаях это может устранить необходимость трудоемкой обработки.
Подробнее остановимся на основных преимуществах вакуумно пленочного способа изготовления отливок.
Размерная точность отливок
Размерная точность обусловлена самой технологией рабочего процесса изготовления отливок :
- во первых использование чрезвычайно мелкозернистого отсортированного формовочного песка, обеспечивает высокую степень равномерности и уплотнения песка.
- во вторых практически отсутствует износ модельной оснастки, поскольку контакт песка с ней происходит через пленку. Отсутствие трения между моделью и пленкой позволяет уменьшить уклоны на формообразующие поверхности практически до нуля. Не требуется вибрации для извлечения модели из формы.
в третьих отсутствие зоны конденсации, которая свойственна сырым песчано-глинистым формам, обеспечивает высокую прочность литейной формы, исключающую подвижку стенок формы и стабильность линейных размеров отливок.
Это в свою очередь обеспечивает меньшие припуски на механическую обработку и уменьшение массы литых деталей.
Качество поверхности
Благодаря нанесению краски на пленку во время заливки предотвращается непосредственный контакт металла с формовочной смесью. Это обеспечивает качество поверхности отливок, изготовленных посредством вакуумно-пленочного способа изготовления отливок, которое, по утверждению фирмы, практически не зависит от типа используемого металла. Поэтому в отличие от других технологий, например ПГФ качество поверхности чугунных и стальных отливок по вакуумному процессу оценивается на высоком уровне.
Сравнительный анализ профилограм шероховатости поверхностей одноименных отливок, изготовленных вакуумно-пленочным способом, показывает, что Rz max составляет ≤ 80 мкм, а для отливок, изготовленных в сырые песчано бентонитовые формы .Rz max составляет ≥ 250 мкм [1 ].
Подкорковый слой вакуумной отливки также обладает примечательными качествами. Пригара в привычном понимании не возникает, т.к., с одной стороны, полная покраска формы предотвращает реакцию между металлом и формовочным материалом, а с другой стороны, эффект термоудара в сухом формовочном материале существенно ниже, чем при литье в сырую форму.
Благодаря высокому качеству поверхности литья, изготовленного вакуумно-пленочным способом, а также малому допуску, снижается объем механической обработки (в отдельных случаях возможен полный отказ от нее). Это имеет место, прежде всего, в тех случаях, когда возможен отказ от уклона формы.
V-процесс предлагает множество возможностей сэкономить материал и таким образом удовлетворить требованиям, предъявляемым к тонкостенному литью. Жесткие рамки допуска разрешают соответствующее уменьшение толщины стенки несущего поперечного сечения. Далее, по сравнению с другими способами формовки, например, с песчано-глинистой формовкой, благодаря нанесению на пленку слоя краски, заполняемость формы металлом улучшается на 30%, что, помимо прочего, обусловлено тем, что во время процесса заливки при помощи вакуумной системы из формы удаляется как воздух, так и литейные газы.
Описание процесса
Ваккумно-пленочный метод формовки или V-процесс это способ изготовления литейных форм, в котором использует сухой песок без добавки связующих. Лад и контрлад верхней и нижней опоки покрываются пластичной пленкой, а масса песка в форме уплотняется вакуумом, который образуется путем откачки воздуха из полости формы через металлическую сетку, расположенную по внутреннему периметру специальных опок с помощью вакуум насоса..
 |
Рис. 1.1 В-процесс модель.
Модель надежно крепится на подмодельной плите. Модель имеет многочисленные вентотверстия по периметру модели и в других критических местах. Эти вентотверстия напрямую соединяются с вакуумной камерой в подмодельной плите. Когда в вакуумной камере создается отрицательное давление, воздух всасывается через вентотверстия в вакуумную систему.
|
Рис. 1.2 V-процесс, нагрев плёнки.
Пластиковая пленка размером примерно соответствующая размерам подмодельной плиты, нагревается до размягчения, рис.1.2. Толщина пленки от 0,05 до 0,1 мм, она имеет хорошую эластичность и высокий коэффициент пластической деформации.
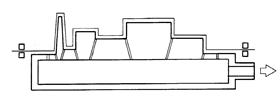
Рис. 1.3 V-процесс, вакуум в модели.
После размягчения пленки включается вакуум в подмодельной плите, рис.1.3. Размягченная пленка опускается на модель и усилие всасывания, действуя через венты, натягивает пленку так, что она плотно прилегает к модели.

Рис. 1.4 V-процесс, опока на модели.
В то время пока вакуум все еще подключен к подмодельной плите, опока ставится на место вокруг модели поверх пластиковой пленки рис.1.4. Опока имеет двойные стенки, которые образуют вакуумную камеру. Внутренние поверхности стенок опоки имеют отверстия с сеткой для обеспечения всасывания воздуха в вакуумную камеру. Большие опоки имеют всасывающие трубы, проходящие сквозь опоку и так же соединенные с вакуумной камерой.

Рис. 1.5 V-процесс, песок в опоке.
Затем опока заполняется сухим песком, без связующих и подвергается вибрации для достижения максимальной плотности, рис.1.5.

Рис. 1.6 V-процесс, покрывная плёнка.
После этого верх опоки покрывается пластиковой пленкой. Нагреву эта пленка может не подвергаться. На рис.1.6. показана верхняя опока с заливочной чашей, выполненной вручную и соединенной со стояком. В случае нижней опоки перед укладкой пленки требуется только операция разравнивания.
Опока подключается к вакууму, а из подмодельной плиты вакуум сбрасывается, рис.1.7.. Атмосферное давление уплотняет песок в полуформе, сохраняющей форму модели. Затем полуформа снимается с модели.

Рис. 1.7 V-процесс, протяжка.

Рис. 1.8 V-процесс, форма в сборе
Полуформы собираются и скрепляются вместе, рис.1.8. Вся внутренняя полость покрыта пленкой. Затем форма заливается. В процессе заливки форма находится под вакуумом.

Рис. 1.9 V-процесс, извлечение отливки.
После охлаждения вакуум снимается и песок с отливкой падают вниз без затрат на выбивную решетку и.вибрацию, рис.1.9. Пригар незначителен или отсутствует. Песок охлаждается и возвращается в систему для нового использования. Отливка передается на обрубку.
После ознакомления с последовательностью технологических операций при изготовлении отливок в ВПФ рассмотрим его в деталях.