Основные теории базирования и размерных связей
1.
… - это процесс сохранения положения, достигнутого при базировании.
1. обработка
2. ориентация
3. наладка
4. закрепление
5. сборка
2.
Правильный порядок выполнения установки короткой цилиндрической заготовки
1. шпоночная канавка или платик на боковой цилиндрической поверхности
2. торец
3. приложение сил закрепления
4. боковая и цилиндрическая поверхность.
3.
Укажите соответствие между видами технологических баз (ТБ) и примерами их применения.
| 1. искусственные ТБ 2. проверочные ТБ 3. настроечные ТБ | 1. проектирование операций с высокой степенью концентрации 2. определение положения заготовки в приспособлении или на станке 3. применяются, когда конфигурация заготовки не обеспечивает её надежного базирования 4. перемещение заготовок 5. хранение заготовок |
4.
Опорная точка – это … точка контакта на поверхности заготовки.
1. крайняя
2. центральная
3. боковая
4. идеальная
5. лишающая одну степень свободы.
5.
Три плоскости при базировании призматических заготовок образуют … угол.
1. координатный
2. плоский
3. тупой
4. острый
5. небольшой.
6.
Укажите правильную последовательность поверхностей в типовых схемах базирования в порядке уменьшения располагаемых на них опорных точек:
1. плоскость с минимальными размерами, поверхность платика или шпоночного паза
2. плоскость или торец с наибольшими габаритными размерами
3. длинная цилиндрическая поверхность
4. плоскость с наибольшей протяженностью, короткая цилиндрическая поверхность.
7.
Комплект баз может состоять из … поверхностей.
1. трех
2. четырех
3. пяти
4. шести
5. семи
8.
Установочная база предпочтительно должна иметь … размеры.
1. наибольшие габаритные
2. наименьшие габаритные
3. наибольшие по протяженности
4. наименьшие по протяженности
5. максимально точные.
9.
Соответствие между формами заготовок и комплектами баз:
| 1. короткая цилиндрическая поверхность 2. призматическая заготовка 3. длинная цилиндрическая заготовка | 1. установочная, направляющая, опорная 2. двойная направляющая, опорная 3. установочная, двойная опорная 4. двойная направляющая, двойная опорная, опорная 5. опорно-центрирующая, центрирующая |
10.
Схема … - это расположение опорных точек на базовых поверхностях заготовок.
1. оборудование
2. базирование
3. установки
4. закрепления
5. наладки
11.
Правильная последовательность увеличения количества опорных точек на базах:
1. двойная направляющая база
2. направляющая база
3. опорная база
4. установочная база
12.
Соответствие между размерами плоской базы и количеством опорных штырей в приспособлении при установке призматических деталей:
| 1. наименьшие размеры 2. наибольшие габаритные размеры 3. наибольшая протяженность | 1. три 2. две 3. один 4. четыре |
13.
Поверхности, которые не обрабатываются, как правило, выбирают в качестве … баз.
1. черновых
2. чистовых
3. промежуточных
4. проверочных
5. настроечных.
14.
… базы облегчают использование принципа постоянства баз.
1. искусственные
2. конструкторские
3. измерительные
4. явные
5. неявные.
15.
Соответствие между признаками классификации и названиями баз:
| 1. по числу лишаемых степеней свободы 2. по назначению 3. по особенностям применения | 1. конструкторская, измерительная технологическая 2. настроечная, проверочная 3. установочная, направляющая, опорная |
16.
При полной схеме базирование деталь лишается … степеней свободы.
1. одной 4. четырех
2. двух 5. пяти
3. трех 6. шести
17.
Соблюдение принципа постоянства баз требует использование … поверхностей на всех или большинстве выполняемых операций:
1. одинаковых по форме
2. различных по форме
3. различных участков
4. локальных участков
5. одних и тех же.
18.
Точность указанных размеров детали при использовании технологической базы 1 определяется …
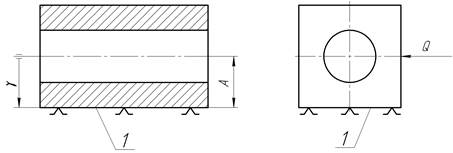
1. погрешностью обработки
2. погрешностью базирования
3. размерами базы
4. материалом детали
5. формой базы.
19.
Соблюдение принципа совмещения баз вызывает … погрешностей обработки.
1. увеличение
2. уменьшение
3. не изменяет
4. появление
20.
Укажите последовательность этапов при неверном приложении усилий закрепления во время обработки:
1. происходит смещение детали
2. возникают силы и моменты резания
3. создаются силы и моменты закрепления
4. силы и моменты резания превосходят силы и моменты закрепления.
21.
Соотношение … является экономической основой использования при сборке метода групповой взаимозаменяемости.
1. точность – долговременность
2. точность – трудоемкость
3. качество – надежность
4. качество – станкоемкость
5. длительность цикла – себестоимость.
22.
Сборка в массовом производстве предпочтительно основаны на использовании метода …
1. регулирования
2. полной взаимозаменяемости
3. пригонки
4. неполной взаимозаменяемости
5. групповой взаимозаменяемости.
23.
Метод … применяют, когда средняя точность составляющих звеньев цепи очень высокая и экономически неприемлемая.
1. неполной взаимозаменяемости
2. пригонки
3. регулирования
4. групповой взаимозаменяемости
5. полной взаимозаменяемости.
24.
Номинальное значение замыкающего звена равно … сумме номинальных значений составляющих звеньев в размерной цепи.
1. геометрической
2. абсолютной
3. алгебраической
4. минимальной
5. максимальной
25.
Соответствие между методом сборки и их описаниями:
| 1. метод селективной сборки 2. метод регулирования 3. метод полной взаимозаменяемости 4. метод неполной взаимозаменяемости | 1. детали изготавливаются в пределах расчетных допусков и соединяются без пригонки и регулировки 2. значения исходного замыкающего звена могут выйти за установленные пределы у заранее принятого количества изделий 3. детали сортируют на группы и выполняют сборку по группам 4. точность достигается за счет изменения размера компенсатора |
26.
Соответствие между размерными цепями и установлением допуска замыкающего звена:
| 1. измерительные | 1. исходя из служебного назначения изделия |
| 2. конструкторские | 2. в соответствии с допуском на расстояние или относительный поворот поверхностей деталей или их осей, получаемым при изготовлении |
| 3. технологические | 3. исходя из требуемой точности измерения |
27.
Правильная последовательность построения схемы размерной цепи:
1. определяют составляющие звенья цепи
2. присваивают каждому звену цифровой индекс
3. находят размеры, входящие в цепь
4. определяют исходное звено.
28.
Правильная последовательность решения обратной задачи методом полной взаимозаменяемости:
1. определение предельных значений замыкающего звена
2. составление уравнения размерной цепи
3. определение номинального размера замыкающего звена
4. построение размерной цепи и выделение замыкающего звена
5. расчет допуска замыкающего звена
29.
Правильная последовательность решения прямой задачи.
1. назначение допусков составляющих звеньев.
2. построение схемы размерных цепей
3. установление исходного звена
4. выбор метода обеспечения точности исходного звена.
30.
Требования по точности, определяющие качество изделия, при проектном расчете предъявляются к … звену.
1. составляющему
2. уменьшающему
3. исходному
4. увеличивающему
5. компенсирующему.
31.
Размерные цепи при разборке технологического процесса возникают при несовпадении … баз.
1. технологических и измерительных
2. технологических и конструкторских
3. конструкторских и измерительных
4. производственных и измерительных
5. производственных и конструкторских.
32.
Решение размерной цепи заключается в обеспечении … исходного замыкающего звена.
1. размера
2. точности
3. экономичности
4. качества
5. производительности.
33.
Погрешность замыкающего звена размерной цепи равна … погрешностей составляющих звеньев.
1. сумме
2. полусумме
3. сумме с учетом модуля передаточного отношения
4. сумме с учетом знака передаточного отношения.
34.
Координата середины поля допуска замыкающего звена АD равна …
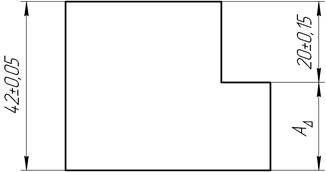
| 1. 0,2 2. -0,2 3. 0 4. 0,3 5. 0,4 |
35.
Размер А при фрезеровании должен быть получен с отклонениями …
| 1. +0,15 и -0,15 2. +0,1 и -0,1 3. +0,25 и -0,25 4. +0,35 и -0,35 | 
|
36.
Нижнее предельное отклонение технологического размера А составляет … мм.

| 1. -0,06 2. -0,11 3. +0,11 4. 14,85 |
37.
Координата середины поля допуска замыкающего звена определяется формулой …
1. 
2. 
3. 
4. 
38.
Передаточное отношение характеризует …
1. степень влияния увеличивающих звеньев на уменьшающие
2. координату середины поля допуска звена
3. степень влияния составляющих звеньев на замыкающее
4. допуск замыкающего звена
39.
Вид связи размерных цепей

1. последовательный
2. параллельный
3. параллельно-последовательный
4. линейный
5. плоскостной.
40.
… - это придание заготовке или изделию требуемого положения относительно заданной системы координат.
1. закрепление
2. базирование
3. установка
4. позиционирование
5. ориентирование.
41.
Изменение величины … звена уменьшает замыкающее звено.
1. увеличивающего
2. уменьшающего
3. компенсирующего
4. исходного
5. элементарного
42.
Поверхности детали, которые определяют положение других деталей, называют … базами.
1. основными конструкторскими
2. свободными
3. вспомогательными
4. базирующими
5. элементарными.