Условные обозначения сварных соединений
Контрольная работа
По ОП.06. Сварочное производство
Методические указания
Северодвинск 2016
Автор: С.С. Новикова – преподаватель профессионального цикла
С.С. Новикова
Контрольная работа по ОП.06 «Сварочное производство»: Методические указания. – Северодвинск: технический колледж, 2016. – 15с.
В данных методических указаниях предложены задания к контрольной работе, даны рекомендации по ее выполнению, а также список источников для самостоятельной работы студентов.
Методические указания предназначены для студентов заочной формы
обучения специальности 26.02.02 «Судостроение».

© Новикова С.С., 2016.
© Технический колледж Усл. печ. л. 0,9
СОДЕРЖАНИЕ
| Введение | |
| Содержание контрольной работы: 1 Выбор типа и марки электрода для ручной сварки 2 Типы сварных соединений 3 Условные обозначения сварных соединений 4 Условные обозначения сварных соединений в чертежах 5 Расчет параметров режима ручной электродуговой сварки. Изучение технологии сварки швов в различных пространственных положениях Список источников | |
ВВЕДЕНИЕ
Данная контрольная работа выполняется в рамках ОП.06 «Сварочное производство».
Контрольная работа выполняется по индивидуальным вариантам. Номер варианта - по списку студентов.
Основной целью контрольной работы является изучение ГОСТов на сварку, что в дальнейшем важно при изучении профессиональных модулей.
Требования к оформлению текстовой части контрольной работы определяются стандартом учебного заведения «Общие требования к оформлению и изложению документов учебной деятельности обучающихся». На титульном листе следует указать номер варианта. Выполненная студентом контрольная работа подлежит регистрации на заочном отделении. Проверенная работа с положительным результатом является основанием допуска студента к экзамену.
СОДЕРЖАНИЕ КОНТРОЛЬНОЙ РАБОТЫ
Выбор типа и марки электрода для ручной сварки
Цель: способствовать развитию навыков выбора типа и марки электрода для ручной сварки.
Средства обучения:
Справочные материалы по характеристикам электродов для ручной сварки.
План работы:
1. Проставить марки электродов.
2. Определить тип электрода заданной марки, выбрать соответствующие характеристики электрода.
3. Выполнить условное обозначение электрода.
Содержание работы:
1. Дайте определение типа и марки электрода.
2. Проставьте марки электродов в зависимости от марок сталей по указанному варианту исходных данных (см. приложение А), пользуясь схемой на рисунке 1.
3. Выпишите исходные данные (см. приложение Б).
4. Определите тип электрода заданной марки и соответствующие характеристики электрода в соответствии с таблицей 2.18 [3].
5. Выполните условное обозначение электрода.
Обозначение электродов

Здесь:
1- тип электрода;
2- марка электрода;
3- диаметр электрода, мм;
4- назначение;
· У - для углеродистых и низколегированных сталей с σв£60 кг/мм2;
· Л - для легированных конструкционных сталей с σв³60 кг/мм2;
· Т - для теплоустойчивых сталей;
· В - для высоколегированных сталей с особыми свойствами;
· Н - для наплавки слоев с особыми свойствами
5- толщина покрытия;
• М - с тонким покрытием;
• С - со средним покрытием;
• Д - с толстым покрытием;
• Г - с особо толстым покрытием
6- группа по качеству;
Группы по качеству,
устанавливаемые в зависимости от содержания серы и фосфора
в наплавленном металле – по таблицам 2.17 [3] и 8 [2].
Сначала надо определить содержание серы и фосфора по таблице 2.17 [3],
а затем определить группу по качеству по таблице 8 [2].
7- группа индексов по временному сопротивлению;
Группа индексов условного обозначения
по временному сопротивлению Е… - по табл. 12 [2].
Здесь первые два индекса характеризуют минимальное значение временного сопротивления sв (указано в таблице 2.17 [3]);
третий символ - в зависимости от относительного удлинения d5 (тоже указано в таблице 2.17 [3]);
четвертый символ указывается в скобках - в зависимости от температуры Тх, указанной в таблице 12 [2].
Например, Е432(5) - группа индексов для электродов с временным сопротивлением sв не менее 430 МПа, относительным удлинением d5=22% (что соответствует по таблице 12 [2] третьему индексу - 2); при температуре Тх = 400С четвертый символ будет (5) - в соответствии с таблицей 12 [2] (третий символ в первом столбце таблицы).
8- вид покрытия;
· А - кислое покрытие;
· Б - основное покрытие;
· Ц - целлюлозное покрытие;
· Р- рутиловое покрытие;
· П - покрытие прочих видов;
· Ж - > 20% железного порошка
9- пространственное положение;
• 1 - все положения;
• 2 - все, кроме вертикального «сверху вниз»;
• 3 - нижнее, горизонтальное, вертикальное «снизу вверх»;
• 4 - нижнее и нижнее «в лодочку»;
10- группа по характеристикам тока;
характеристики тока указаны в таблице 2.18 [3]
(выбраны Вами в п.4 данной работы).
11- технические требования
(ГОСТ 9466-75 –
классификация, размеры и общие требования
на покрытые металлические электроды для ручной сварки);
12- регламентирующие требования
(ГОСТ 9467-75 –
требования к электродам для ручной дуговой сварки
углеродистых, низколегированных и легированных
конструкционных и легированных теплоустойчивых сталей).
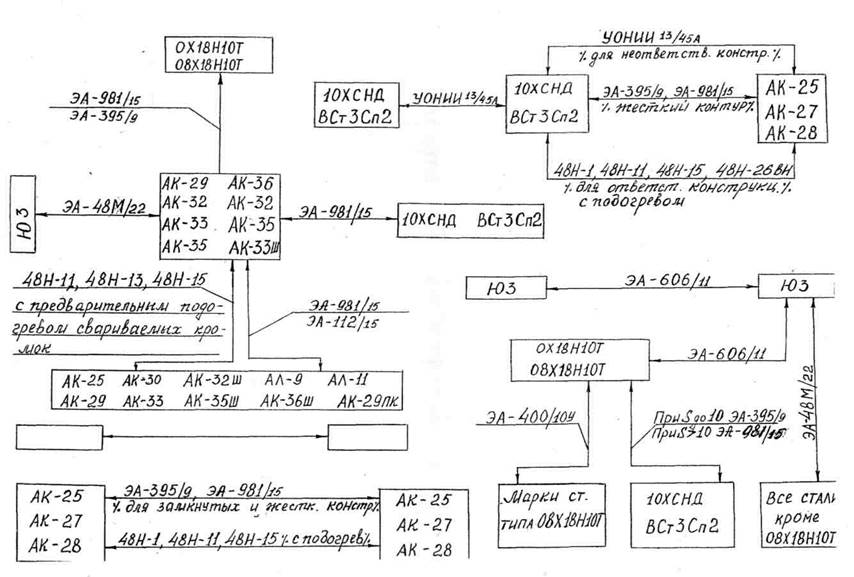
Рисунок 1 - Диаграмма выбора марок электродов
Типы сварных соединений
В соответствии с исходными данными, приведенными в Приложении Г, определить, необходимо ли выполнять ласку при соединении встык листов указанной толщины. Допустимая наибольшая разность толщин стыкуемых деталей указана в таблице 1.
Вычертить схему соединения в соответствии с ГОСТами (с размерами).
Таблица 1 - Допустимая наибольшая разность толщин стыкуемых деталей, свариваемых без скоса кромок
| ГОСТ | Толщина тонкой детали, мм | Разность толщин деталей, мм |
| 5264-80 | 1-4 5-20 21-30 Св. 30 | |
| 8713-79 | 2-4 5-30 31-40 Св.40 | |
| 14771-76 | 2-3 4-30 31-40 Св.40 |
Условные обозначения сварных соединений
Содержание работы:
1. В соответствии с описанием сварных соединений, приведенным в приложении Д (по вариантам), выбрать узел в соответствующем ГОСТ.
2. Выполнить условное обозначение сварного шва в соответствии с описанием.
3. Изобразить сварное соединение и сварной шов.
Условные обозначения сварных соединений в чертежах должны наноситься с учетом следующих требований.
Швы сварных соединений изображают на чертежах:
- видимые – сплошной основной линией толщиной S,
- невидимые – штриховой линией толщиной S/2.
От изображения сварных швов под углом 30-60º к горизонтали проводят линию-выноску с односторонней стрелкой, а другой конец линии заканчивается горизонтальной полкой, на которой наносится графическо-буквенное обозначение сварного шва. Толщина линии выноски S/3.
1 


 2-3-4-5-6-7-8-9
2-3-4-5-6-7-8-9
Рисунок 2 - Структура условного обозначения стандартного сварного шва
1. Вспомогательные знаки шва по замкнутой линии (окружность) и монтажного шва (ù).
2. Обозначение стандарта на типы и конструктивные элементы сварных швов.
Наиболее часто в судостроении встречаются следующие стандарты, характеризующие способы сварки и конструктивные элементы сварных швов:
ГОСТ 5264-80 Швы сварных соединений. Ручная электродуговая сварка.
ГОСТ 8713-79 Автоматическая и полуавтоматическая сварка под флюсом.
ГОСТ 14771-76 Автоматическая и полуавтоматическая сварка в среде защитных газов.
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами.
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами.
3. Буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений (узел сварного шва).
4. Условное обозначение способа сварки по стандарту (проставляется для полуавтоматической и автоматической сварки):
Например,
АФ – автоматическая под флюсом на весу,
АФф – автоматическая под флюсом на флюсовой подушке,
АФм – автоматическая под флюсом на флюсомедной подкладке,
УП – полуавтоматическая в углекислом газе плавящимся электродом
 5. Знак и размер катета согласно стандарту на типы и конструктивные элементы сварных соединений. Рекомендуемые значения катетов приведены в таблице 2.
5. Знак и размер катета согласно стандарту на типы и конструктивные элементы сварных соединений. Рекомендуемые значения катетов приведены в таблице 2.
Таблица 2 - Минимальные значения катетов угловых швов, мм
| Предел текучести свариваемой стали, МПа | Минимальный катет углового шва для толщины более толстого из свариваемых элементов | |||||||
| От3 до 4 | Св. 4 до 5 | Св.5 до 10 | Св. 10 до 16 | Св. 16 до 22 | Св. 22 до 32 | Св. 32 до 40 | Св. 40 до 80 | |
| До 400 Св. 400 до 450 | 3 (3) 4 (3) | 4 (3) 5 (4) | 5 (4) 6 (5) | 6 (5) 7 (6) | 7 (6) 8 (7) | 8 (7) 9 (8) | 9 (8) 10 (9) | 10 (9) 12 (10) |
Примечания. 1) Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
2) В скобках указаны катеты угловых швов при автоматической сварке под флюсом.
6. Для прерывистого шва – размер длины провариваемого участка, знак /или Z и размер шага.
7. Вспомогательные знаки, обозначающие обработку поверхности шва.
8. Обозначение шероховатости механически обработанной поверхности сварного шва.
 9. Вспомогательные знаки (например, шов по незамкнутой линии ).
9. Вспомогательные знаки (например, шов по незамкнутой линии ).
Обязательными являются три первых элемента условного обозначения. Условное обозначение сварного шва наносится над полкой – для видимых швов, под полкой – для невидимых швов.
Полное обозначение сварного шва можно заменить порядковым номером шва, который присваивается этому сварному шву в «Таблице сварных швов» и указывается на чертеже на линии-выноске (на полке или под полкой).
Таблица 3 - Вспомогательные знаки (см. п. 6-9)
| Условный Знак | 
| 
|  
| 
| 
| 
| 
|
| Особенность шва | Прерывистый с цепным расположением участков | Прерывистый с шахматным расположением участков | Монтажный | По замкнутому контуру | По незамкнутому контуру | Со снятым усилением | Шов, имеющий местную обработку с плавным переходом к основному металлу |
В «Таблице сварных швов», располагаемой над техническими требованиями, приводятся характеристики сварного шва (см. табл. 4).
Таблица 4 - Таблица сварных швов
| № св. шва | ГОСТ | Узел по ГОСТ | Примечание |