Мероприятия по снижению сварочных деформаций и напряжений
- местный высокий отпуск (порядок надо рассчитывать) снижают примерно на 1/3 (3 минуты на мм наиболее толстого элемента, но не менее 30 мин при толщине менее 10 мм.
- нормализация (?)
- вибростенды (на 20-22%)
- ультразвуковой генератор (20%)
- обработка взрывом (20-50%)
При нагружении конструкции напряжения постепенно сходят на нет. Для этого часто вводятся предварительные нагрузки на заводе-изготовителе.
Трудоемкость изготовления изделия - суммарные затраты труда на выполнение технологических процессов изготовления изделия.
Общие принципы компоновок установок для сварки
Разработаны чертежи, спроектирована технология. Нужно окончательно подобрать оборудование, инструмент, оснастку. Для изготовления сварной конструкции д.б. скомплектованы:
-сварочные посты (при ручной сварке) - установки для сварки (автоматич.)
Требования системы стандартов безопасности труда по эргономической проработке установок для работы оператора “сидя” и “стоя”.
Предполагая из какого оборудования состоит установка, нужно изучить стандарты. Например мб необходимо в установку включать площадки для сварщиков. Необходимо принять решение в каком положении сварщик должен будет управлять оборудованием, с учетом требований эргономики.
На чертеже общего вида проводят эргономическую отработку установки. Расчет ведется на среднего человека (170см).
Рабочее место для выполнения работ сидя организуют при легкой работе, не требующей свободного передвижения работающего, а также при работе средней тяжести в случаях, обусловленных особенностями технологического процесса.
Конструкция рабочего места и взаимное расположение всех его элементов должны соответствовать антропометрическим, физиологическим и психологическим требованиям, а также характеру работы.
Рабочее место должно быть организовано в соответствии с требованиями по безопасности труда.
Рабочее место для выполнения работ стоя организуют при физической работе средней тяжести и тяжелой, а также при технологически обусловленной величине рабочей зоны, превышающей ее параметры при работе сидя.
Состав стационарного сварочного поста.
При сварке ручными электродами предпочтительнее работа сидя, но не исключена работа стоя (если на одном шве придется выполнять сварку в различных пространственных положениях). Поэтому сварочный пост следует рассчитывать на работу и сидя и стоя. ИП подбирают по параметрам номинального тока. Если используется многопостовой ИП, то у каждого сварщика должен быть реостат. Должен быть стол сварщика. Требования: столешница д.б. чугунной или медной. Лучший вариант если на ней есть пазы. Необходимо оснащение системой приточно-вытяжной вентиляции. Стол должен иметь настраиваемые осветительные устройства. В столе должны быть полки, ящики для хранения сварочных материалов, инструментов, принадлежностей. Стол должен быть выверен (горизонтальный), заземлен (заземление контролируется сварщиком). Рекомендуют применять малогабаритное механическое оборудование (манипуляторы) при необходимости. Пост д.б. укомплектован простейшими кранами (тали, консольно-поворотный кран).
Технологическая оснастка.
Принадлежности (щиток/маска, шлифмашинки с мет.щетками/абр.кругами ,слесарный молоток, мет.щетка, зубило). Инструмент; мерительный, шаблон сварщика. Инструмент должен быть поверен. Сварочный пост должен быть огражден. Ограждение не должно отражать свет, не д.б. горючим, нижний срез д.б. ≤200мм от пола. Каждый пост д.б. укомплектован поверочными измерительными приборами для контроля I, U (для руководителя, технолога, ОТК). На панели ИП установлены индикаторы а не приборы(!). Приборы контроля д.б. на внешней стороне ограждения (расход газа, I,U). На площади рабочего места д.б. предусмотрена тара для огарков, стеллажи или полки для складирования. Баллоны при сварке в защитных газах д.б. не ближе 5м. от открытого огня. Поток газа д.б. ламинарным.
Передвижные сварочные посты.организуются для выполнения ремонтных и монтажных работ. Все оборудование должно транспортироваться. При рдс необходимо предусматривать герметичные пеналы для хранения электродов. При отрицательных температурах нужны термопеналы. Проволоку нельзя хранить на открытых площадках. Она д.б. в герметичных упаковках. Для монтажных работ м.б. применены шатры, в которых есть вентиляция, освещение. Формируя передвижной сварочный пост нужно учитывать условия работы сварщика.
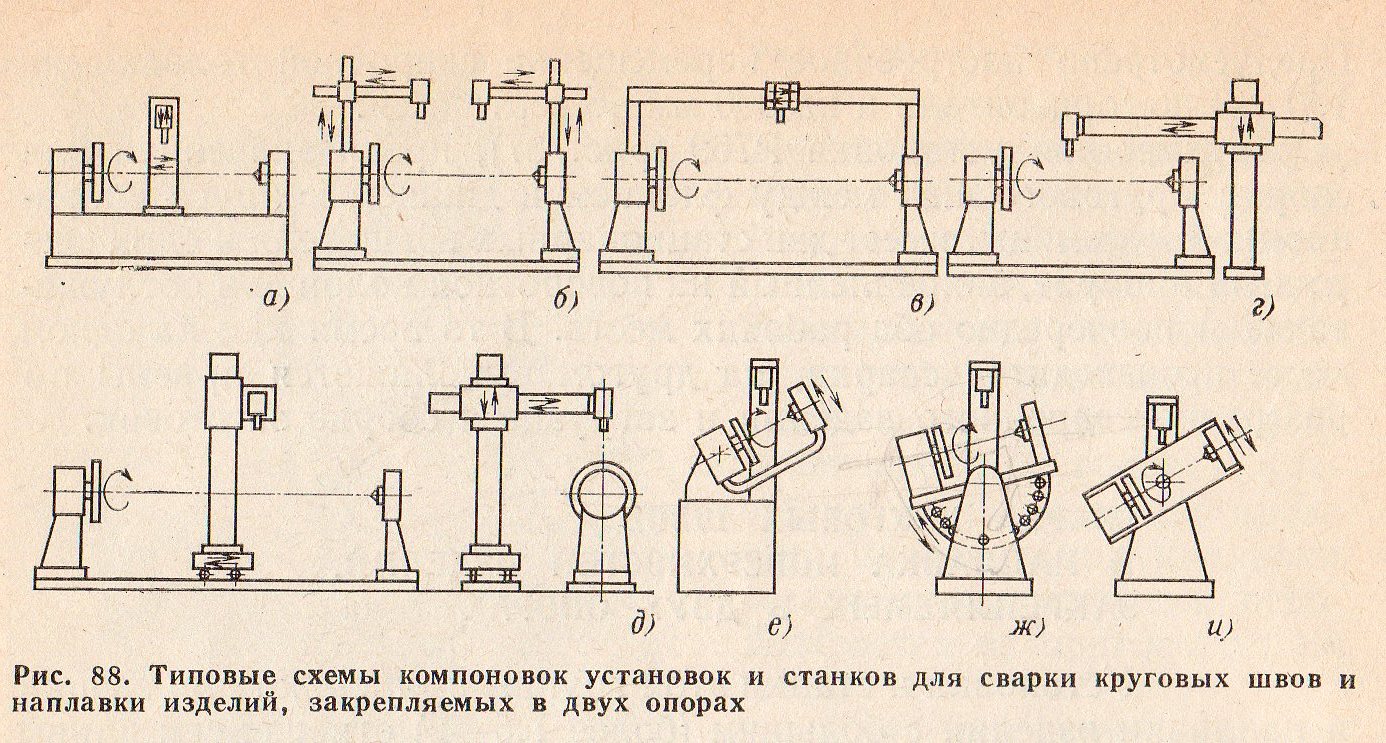
Типовые схемы компоновок установок для сварки: прямолинейных швов; круговых швов; швов сложной формы.
Задача технолога: скомпоновать установку, оснастку, инструмент.
Установки обычно компонуются из имеющегося на предприятии оборудования. Оборудование (для поднадзорной продукции) должно быть аттестовано. В документации есть дополнительные сроки эксплуатации (оборудование старше 9 лет аттестации не подлежит[!]). Если по каким-то параметрам что-то не подходит, то, по возможности, имеющееся оборудование нужно модернизировать. Если модернизировать невозможно, то технолог должен приготовить заявку (написать ТЗ) на приобретение нового оборудования. При выборе оснастки поступают также.
Первое, что нужно сделать – выбрать схему компоновки. Компоновка должна обеспечивать мех-ный труд. Выбранные схемы должны обеспечивать точность изготовления ск. Эти компоновки должны обеспечивать управление и контроль в связи с требованиями ССБТ. Нужно оценить какую схему взять, когда перемещается изделие или св.аппарат.
Техника исполнения обратноступенчатая, от центра к краям снижает уровень поперечных напряжений.



Разработка технологических процессов
Требования ГОСТ 14.311
Рабочий ТП разрабатывают только на уровне предприятия и применяют для изготовления или ремонта конкретного предмета производства. Рабочий ТП разрабатывают на основе имеющихся типового и группового ТП-ов. При отсутствии типового или группового ТП рабочий ТП является единичным ТП и должен разрабатываться на основе аналогичного изделия, если он есть.
Степень детализации содержания ТП устанавливается или отраслевыми стандартами или стандартами предприятия. При определении степени детализации следует исходить из того, что рабочий ТП должен обеспечивать возможности изготовления предмета производства в полном соответствии с рабочей кд на это изделие.
Рабочий ТП должен обеспечивать реализацию значений базовых показателей технологичности продукции. Рабочий ТП должен соответствовать требованиям ТБ в соответствии со стандартами системы ССБТ, стандартами на типовые ТП, инструкциями и др. нормативными документами по ТБ.
Виды, комплектность и правила оформления документов определяют в зависимости от типа производства и в соответствии с требованиями стандартов системы ЕСТД.
Исходная информация для разработки ТП делится на базовую, руководящую и справочную.
Базовая включает данные, содержащиеся в КД на изделие и программа выпуска.
Руководящая информация. Данные из ТЗ на разработку ТП, в стандартах всех уровней и категорий на ТП и методы управления ими,, оборудование и оснастку; документация на единый ТП изготовления аналогичных изделий; документация на типовые и групповые ТП; документации на перспективные ТП; производ. Конструкции; документации по технике безопасности и охране труда. РД СТО ГОСТ
Справочная информация. Данные, содержащиеся в: -технологической документации опытного производства; -описания прогрессивных методов обработки; -каталогах, паспортах, справочниках, альбомах, компановок средств технич оснащения; -материалах по выбору норм техн.обработки(режимы, припуски етс); -планировке производ.участков; -в методических материалах по управлению и нормам расчетов.
Основные этапы разработки рабочих ТП.
1.Анализ исходных данных для разработки ТП. Задачи: -предварительное ознакомление с назначением и конструкцией предмета производства с требованием к изготовлению и эксплуатации. Исп-ет КД/полный комплект, ТЗ на разработку ТП, научно-техническую информацию, содержащуюся в архиве предприятия. В результате мб составлен перечень доп. Справочной информации, необходимой для разработки ТП и выдача задания на ее подбор.
2.Группирование изделий по технологическим и конструктивным признакам. Чтобы мб подобрать действующий типовой, групповой ТП
3.Выбор действующего группового, типового ТП или поиск единичного ТП аналога. За основу можно принимать перспективный ТП.
4.Выбор исходной заготовки и методов ее изготовления. Технико-экономическая оценка выбора заготовки.
5.Выбор Технологических баз. Они могут отличаться от конструкторских баз. Необходимо оценить точность и надежность базирования(При дуговых способах сварки возможно разбрызгивание МЕ. Нужно стремиться, чтобы брызги не попадали на выбранные базовые поверхности, иначе необходимы операции по зачистке).
6.Составление технологического маршрута обработки. Последовательность выполнения технологических операций. Определить состав средств технологического оснащения.
7.Разработка технологических операций. Последовательность переходов, техн.режимы, средства оснащения.
8.Нормирование ТП. Нормы времени, расходы материалов, разряд рабочих.
9.Расчет точности, экономичности, эффективности ТП. Выбор оптимального варианта.
10.Оформление рабочего ТП на технических документах. Необходимость каждого этапа устанавливают разработчики.
Отражение требований техники безопасности в ТД ГОСТ 3.1120
В ТП обязательно дБ требования по ТБ. Все определяется формой технологического документа.
Если процесс оформлен в технологической инструкции, то по гост 2й раздел должен называться “меры безопасности”. Разрешается 1й раздел ТИ объединять со 2м(Общие положения и меры безопасности)
По гост требования ТБ оформляются ссылками на стандарты системы ссбт.
Должна быть ссылка на правила по электро- и пожарной безопасности. Они выполняются после всех перечисленных стандартов.
После правил при необходимости дБ перечисление санитарных норм.
Заканчивается список инструкциями по охране труда и ТБ, действующими на предприятии(№-год).
Требования по технике безопасности когда ТД формируется из карт и ведомостей
В каком-то документе д, приведен перечень документов
Ссылки на инструкции даются в картах после указания операций условным обозначением
025 Сварка ИОТ 005-2011
Это используется, если нет особых требований по ТБ и охране труда. Если появляются другие факторы, то или разрабатываются отдельные инструкции по охране труда и прикладываются к комплекту документов или оформляется в ТИ дополнительным разделом.
Например, сварщик может работать или в стесненных условиях или в замкнутом пространстве.
ГОСТ3.1120 Для массивных заготовок.
Чтобы перемещать заготовки, св.узлы нужно закрепить стропы.
Если применяется тип ск то делается ссылка на эту схему. Если приходится применять нетиповые, то схема дБ приведена или в разделе ТБ или на карте эскизов. Эти схемы дБ последними в комплекте. Индивидуальные средства защиты в картах перечислять НЕ нужно. Коллективные средства защиты, если они не указаны в инструментах указывать нужно.
Когда изготавливают сложные СК, в их изготовлении участвуют различные цеха, дб маршрутное описание. Там где будут работать бригады мб маршрутно-операционное описание.
Если единичное или мелкосерийное производство, когда все работы выполняются в одном цехе, лучший вариант маршрутно-операционное описание. Когда серийное, крупносерийное, массовое производство, отдельные рабочие места нужно маршрутную технологию, а для каждого рабочего места операционное описание.
Есть унифицированная карта МК. Для уменьшения количества форм использовать МК, присваивая ей разные обозначения (МК/ОК)
Состав комплектов ТД для изготовления СК
ГОСТ 3.1102 Мб вариант когда до оформления документов на изготовление опытного образца, оформляется маршрутная технология и оформляется на документах (для нормирования, определения необходимых оснастки, оборудования). Когда нужны работы по организации будущих сварочных работ(!). В остальных случаях технология разрабатывается и оформляется только при наличии полного комплекта КД.