Циклограмма обработки отверстий
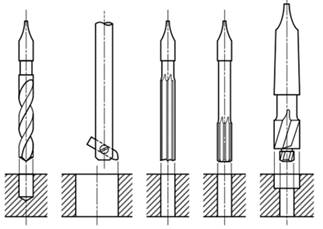
Типовые переходы при обработке отверстий.
Этапы проектирования операций обработки отверстий.
Для одной ступени отверстия может быть установлено определенная последовательность технологических переходов
1. Центрование выполняется специальным центровым инструментом, сверлом или конусной зенковкой.
2. Черновая обработка отверстия. Может быть выполнена за один или несколько проходов сверлами, зенкерами, резцами и фрезами.
3. Обработка торца отверстия. Выполняется прямой зенковкой с направляющей цапфойдорцовой пластиной или фрезой, а также резцами, установленными в план-суппорте.
4. Коническое зенкерование. Выполняется специальным коническим зенкером.
5. Прямое зенкование. Этот переход может выполняться прямой зенковкой с направляющей цапфой, зенкером для глухих отверстий или резцом для глухих отверстий на борштанге и в план-суппорте.
6. Коническое зенкование — переход для обработки фасок, выполняемый конусной зенковкой, сверлом или резцом.
7. Резбонарезание. Выполняется метчиками для сквозных и глухих отверстий.
8. Получистовая обработка отверстия. Производится зенкерами или резцами для глухих и сквозных отверстий, включая план-суппортную обработку.
9. Обработка канавки. Этот переход выполняют как план-суппортом, так и вручную.
10. Чистовая обработка. Выполняется развертками или резцами для сквозных или глухих отверстий, включая план-суппортную обработку.
Для сверла (А), центровки (З) , зенковки (Е) центр инструмента это его вершина.
Для зенкера (Г), цековки (Д) , развертки (В), расточная оправка (Б) и метчика(Ж) центр инструмента это точка пересечения его оси с торцом.
A Б В Г Д Ж Е З




Циклограмма обработки отверстий
Схема траектории движения центра инструмента называется циклограммой.
При обработке отверстий перед составление УП необходимо определить опорные точки в которых меняются величина подачи Sхх ( подача холостого хода) на Sраб (подача рабочего хода). Инструмент подводится к детали на Sхх и за 1-3 мм для обработанных поверхностей или 5-10 мм необработанных поверхностей переключается на рабочую подачу. Перебег инструмента y равен длине заборного конуса + 1-3 мм
Схема обработки отверстий (сверление, зенкерование, развертывание)
Циклограмма обработки одного отверстия

Циклограмма обработки 2-х отверстий

Схема обработки отверстий – зенкование и цекование
Инструмент совершает перемещение на холостом ходу затем на рабочем , после чего следует пауза, за время которой инструмент совершает 2-3 зачистных оборота. После этого инструмент выводится.

Нарезание резьбы:
холостой ход – рабочий ход – реверс - рабочий ход – холостой ход
