Химико-термическая обработка
Лекция 11
Термомеханическая и химико-термическая обработка
Термомеханическая обработка
Как было отмечено, термомеханическая (термопластическая) oбработка заключается в совмещении двух способов упрочнения- пластической деформации и фазовых изменений.
Применительно к стали термомеханическая обработка (ТМО) заключается в наклепе аустенита с последующим его превращением.
Наиболее распространенными видами ТМО являются:
- высокотемпературная термомеханическая обработка (ВТМО), которая состоит из деформирования аустенита выше критических точек и быстрого охлаждения (рис. 11.1);
- низкотемпературная термомеханическая обработка (HTMO), которая состоит из деформирования нестабильного аустенита переохлажденного ниже критических точек с последующим охлаждением и фазовым превращением.
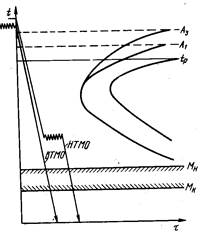
Рис. 11.1 Классификационная схема ТМО
Объединяет все варианты ТМО то, что аустенит в результате пластической деформации претерпевает изменения, которые в какой- то степени (может быть даже полностью) передаются мартенситу.
В результате сталь упрочняется, как за счет мартенситной реакции, так и за счет дефектов строения, унаследованные мартенситом от деформированного аустенита.
Так при низкотемпературной термомеханической обработке (НТМО) переохлажденный до 500 — 6000С аустенит деформируется и наклепывается. Чем больше продеформирован и, следовательно, упрочнен аустенит, тем выше прочность мартенсита. Для получения максимальной прочности стремятся применять большие степени деформации (80 — 90 %).
При ВТМО наклеп аустенита не сохраняется в чистом виде до мартенситного превращения. Поскольку ВТМО осуществляется выше температуры рекристаллизации. то если сталь после деформации немедленно не охладить ниже А1, что практически трудно осуществить, то в ней будут происходить рекристаллизационные процессы.
Во всех случаях при ТМО после деформации следует мартенситное превращение, а затем отпуск на заданную прочность (пластичность).
Химико-термическая обработка
Химико-термической обработкой (ХТО) называют процесс, сочетающий в себе поверхностное насыщение стали тем или иным элементом при высокой температуре и термическое воздействие, в результате которых происходит изменение химического состава, микроструктуры и свойств поверхностных слоев деталей.
Химико-термическая обработка включает в себя цементацню, азотирование, цианирование, алитирование, силицирование и т.д. Насьпцение поверхностного слоя происходит при нагреве детали до определенной температуры в среде, легко выделяющей насыщающий элемент в активном состоянии, и выдержке при этой температуре. Среды, выделяющие насыщающий элемент, могут быть газообразными, жидкими и твердыми.
В отличие от поверхностной закалки при химико-термической обработке разница в свойствах достигается изменением не только структуры металла, но и его химического состава. ХТО не зависит от формы деталей. Она обеспечивает получение упрочненного слоя одинаковой толщины по всей поверхности. ХТО дает более существенное различие в свойствах поверхности и сердцевины деталей. ХТО изменяет химический состав и структуру поверхностного слоя, а поверхностная закалка — только структуру. Вместе с тем ХТО уступает поверхностной закалке по производительности.
Основными элементарными процессами любого вида химико-термической обработки являются следующие.
1. Диссоциация — выделение насыщающего элемента в активном атомарном состоянии в результате разложения исходных веществ, например:
2CO CO2 + С;
2NH3 3Н2 + 2N и т.д.
Степень распада молекул газа (%) называют степенью диссоциации.
2. Абсорбция — захват поверхностью металла свободных атомов насыщающего элемента. Атомы металла, находящиеся на поверхности, имеют направленные наружу свободные связи. При подаче к поверхности детали атомов насьпцающего элемента эти свободные связи вступают в действие, что уменьшает поверхностную энергию металла. С повышением температуры абсорбционная способность металла увеличивается. Развитию процесса абсорбции способствует возможность диффундирующего элемента образовывать с основным металлом твердые растворы или химические соединения.
3. Диффузия — проникновение насыщающего элемента в глубь металла. В результате абсорбции химический состав поверхностного слоя меняется, при этом создается градиент концентраций насыщающего элемента в поверхностных и нижележащих слоях. Диффузия протекает легче при образовании твердых растворов внедрения (С, N), чем твердых растворов замещения (Al, Cr, Si). Поэтому при диффузионной металлизации процесс ведут при более высоких температурах.
Поверхностный слой детали, отличающийся от исходного материала по химическому составу, называется диффузионным слоем. Материал детали под диффузионным слоем с неизменившимся химическим составом называется сердцевиной.
Цементация стали Цементацией называется процесс диффузионного насыщения поверхностного слоя стальных деталей углеродом. Цель цементации — получение на детали поверхностного слоя, обладающего высокой твердостью и износостойкостью, в сочетании с вязкой сердцевиной. На цементацию поступают механически обработанные детали с припуском на шлифование 50 — 100 мкм. В тех случаях, когда цементации подвергается только часть детали, остальные участки защищают либо специальными огнеупорными обмазками, либо тонким слоем (20 — 40 мкм) меди, нанесенным электролитическим способом.
Цементации подвергают стали с низким содержанием углерода (0,1— 0,2 % С). После цементации на поверхности концентрация углерода достигает 1,0 %. Глубина цементованного слоя (при содержании углерода порядка 0,4%) обычно лежит в пределах 0,5 — 2,5 мм. Для достижения высокой твердости поверхности и вязкой сердцевины после цементации всегда проводят закалку с низким отпуском.
Различают два основных вида цементации: в твердой и газовой средах. Среда, поставляющая углерод к поверхности детали, подвергаемой цементации, называется карбюризатором.
Твердая цементация производится в специальных стальных ящиках, в которых детали укладываются попеременно с карбюризатором. Ящики закрываются крышками и замазываются огнеупорной глиной для предотвращения утечки газов. В качестве твердого карбюризатора используют дубовый и березовый древесный уголь и активизаторы ВаСО3 или Na2СО3. При нагреве ящиков внутри них идут реакции:
2С + O2 2СО; BaCO3 + С ВаО +2СО; 2СО СО2 + С
Образующиеся активные атомы углерода диффундируют в решетку - железа. Процесс цементации проводят при температурах выше Ас3 (обычно при 910 — 930, реже при 1000 — 10500С), когда сталь находится в аустенитном состоянии, которое характеризуется высокой растворимостью углерода. Толщина цементованного слоя в зависимости от состава стали и назначения изделия может составлять 0,5 — 2 мм.
Газовая цементация является основным процессом массового производства. Стальные детали нагревают в газовых смесях, содержащих СО, СН4 и др. Газовая цементация проходит быстро, так как не требует времени на прогрев ящика и карбюризатора. Слой толщиной 1 мм образуется за 6 — 7 ч.
После цементации характерно неравномерное распределение углерода по сечению детали. Полученный в результате цементации наружный слой содержит более 0,8 % С и имеет структуру заэвтектоидных сталей — перлит и вторичный цементит. Глубже лежит слой эвтектоидного состава с перлитной структурой, а далее — слой с феррито-перлитной структурой.
После цементации из-за длительной выдержки при высоких температурах сталь становится крупнозернистой. Это обстоятельство необходимо учитывать при назначении обязательной после цементации термической обработки. Целью термической обработки является упрочнение поверхности с одновременным измельчением зерна и получением вязкой сердцевины.
В зависимости от назначения детали применяют различные варианты термической обработки (рис. 11.2).
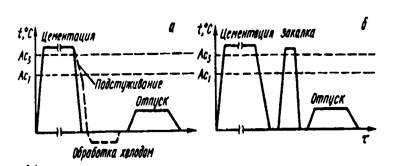

Рис. 11.2 Режимы термической обработки стали после цементации
Менее ответственные детали подвергают закалке непосредственно с цементационного нагрева с последующим низким отпуском (рис. 11.2, а). Крупное зерно аустенита, выросшее в результате длительной цементации, дает грубокристаллический мартенсит отпуска в поверхностном слое и крупнозернистую феррито-перлитную структуру в сердцевине детали. Эги недостатки в определенной мере устраняются при газовой цементации, сокращающей время пребывания стали при высокой температуре.
При более высоких требованиях к структуре детали после цементации подвергают охлаждению на воздухе, однократной закалке с нагрева выше Ас3 и низкому отпуску (рис. 11.2,б). При этом в сердцевине и на поверхности детали происходит перекристаллизация и измельчение зерна. Однако в поверхностном высокоуглеродистом слое происходит некоторый перегрев, так как оптимальный закалочный нагрев заэвтектоидных сталей — это нагрев выше Ас1, но ниже Асm.
Особо ответственные детали после цементации подвергают двойной закалке с низким отпуском (рис. 11.2, в). При первой закалке с температуры на 30 — 500С выше Ас3 происходит перекристаллизация сердцевины детали с образованием мелкого аустенитного зерна, обеспечивающего мелкозернистость продуктов распада. Одновременно при этом цементитная сетка в поверхностном слое растворяется. При нагреве под вторую закалку мартенсит, полученный после первой закалки, претерпевает отпуск и при этом образуются глобулярные карбиды, увеличивающие твердость поверхностного заэвтектоидного слоя. Кроме того при второй закалке с температуры выше Ас1 на 30 — 500С обеспечивается мелкое зерно в поверхностном слое.
После такой термообработки поверхностный заэвтектоидный слой будет иметь структуру отпущенного мартенсита с включениями глобулярных карбидов. Структура сердцевины определяется химическим составом стали. При цементации углеродистой стали из-за низкой прокаливаемости сердцевина имеет феррито-перлитную структуру.
Легированная сталь при цементации позволяет получать в сердцевине структуру сорбита, троостита или даже мартенсита, но благодаря низкой концентрации углерода сердцевина будет иметь высокую ударную вязкость.
Азотирование стали Азотированием называется процесс насыщения поверхностного слоя азотом. Целью азотирования является создание поверхностного слоя с особо высокой твердостью, износостойкостью, повышенной усталостной прочностью и сопротивлением коррозии в водной среде, паровоздушной и влажной атмосфере.
Процесс азотирования состоит в выдержке в течение довольно длительного времени (до 60 ч) деталей в атмосфере аммиака при 500 — 6000С. При более высокой температуре образуются более крупные нитриды, и твердость уменьшается. Азотирование проводят в стальных, герметически закрытых ретортах, в которые поступает аммиак. Реторту помещают в нагревательную печь. Поступающий из баллонов аммиак при нагреве разлагается на азот и водород:
NН3 3Н + N.
Активные атомы азота проникают в решетку -железа и диффундируют в ней. Образующиеся при этом нитриды железа еще не обеспечивают достаточно высокой твердости. Высокую твердость азотированному слою придают нитриды легирующих элементов, прежде всего хрома, молибдена, алюминия. При совместном легировании стали хромом, молибденом, алюминием твердость азотированного слоя по Виккерсу достигает 1200 НV, в то время как после цементации и закалки твердость составляет 900 HV.
Благодаря высокой твердости нитридов легирующих элементов азотированию обычно подвергают легированные среднеуглеродистые стали. К таким сталям относятся 38Х2МЮА, 35ХМА, более дешевая 38Х2Ю6, а также некоторые штамповые стали, например 3Х2В8, 5ХНМ.
Азотированию обычно подвергают готовые изделия, прошедшие механическую и окончательную термическую обработку (закалку с высоким отпуском при 600 — 6750С, температура которого выше максимальной температуры азотирования). После такой термической обработки металл приобретает структуру сорбита, имеюшую высокую прочность и вязкость. Эта структура сохраняется в сердцевине детали и после азотирования. Высокая прочность металлической основы необходима для того, чтобы тонкий и хрупкий азотированный слой не продавливался при работе детали. Высокая твердость азотирования достигается сразу и не требует последующей термической обработки. Это важное преимущество процесса азотирования.
Участки, не подлежащие азотированию, защищают нанесением тонкого слоя олова (10 — 15 мкм) электролитическим методом или жидкого стекла. Глубина азотированного слоя достигает 0,3 — 0,6 мм. Из-за сравнительно низких температур скорость азотирования значительно меньше, чем скорость цементации и составляет всего 0,01 мм/ч и менее.
По сравнению с цементацией азотирование имеет ряд преимуществ и недостатков. Преимуществами азотирования являются более высокая твердость и износостойкость поверхностного слоя, сохранение их высоких свойств при нагреве до 5000С, а также высокие коррозионные свойства. В азотированном слое создаются остаточные напряжения сжатия, что повышает усталостную прочность. Кроме того, после азотирования не требуется закалки, что позволяет избежать сопутствующих закалке дефектов. Недостатками азотирования по сравнению с цементацией являются более высокая длительность процесса и необходимость применения дорогостоящих легированных сталей. Поэтому азотирование применяют в случае изготовления более ответственных деталей, от которых требуется особо высокое качество поверхностного слоя.
Азотирование применяют в машиностроении для изготовления мерительного инструмента, гильз, цилиндров, зубчатых колес, шестерен, втулок, коленчатых валов и др.
Цианирование стали Цианированием (нитроцементацией) называется процесс совместного насыщения поверхности стальных деталей азотом и углеродом. Основная цель цианирования состоит в повышении твердости и износостойкости деталей.
При цианировании нагрев осуществляется либо в расплавленных солях, содержащих цианистые соли NaCN или KCN, либо в газовой среде, состоящей из смеси СН4 и NH3. Состав и свойства цианированного слоя зависят от температуры проведения цианирования.
В зависимости от температуры процесса различают высокотемпературное (850 — 9500С) и низкотемпературное (500 — 6000С) цианирование. Чем выше температура цианирования, тем меньше насыщение поверхностного слоя азотом и больше углеродом. Совместная диффузия углерода и азота протекает быстрее, чем диффузия каждого из этих элементов в отдельности.
При низкотемпературном цианировании поверхностный слой насыщается преимущественно азотом. Низкотемпературному цианированню обычно подвергают окончательно изготовленный и заточенный режущий инструмент из быстрорежущих марок стали с целью повышения его износостойкости и красностойкости. После низкотемпературного цианирования отпуск не проводят. Глубина цианированного слоя 0,01 — 0,04 мм, твердостью 1000 НV.
После высокотемпературного цианирования на глубину 0,6 — 1,8 мм в течение 3 — 10 ч детали подвергают закалке и низкому отпуску. Твердость после термообработки составляет 59 — 62 HRC.
По сравнению с цементованным цианированный слой имеет несколько более высокую твердость и износостойкость, а также более высокое сопротивление коррозии. В ваннах можно подвергать цианированию мелкие детали, например детали часовых механизмов, для которых достаточно получить слой небольшой толщины.
Недостатком цианирования является более высокая стоимость процесса, связанная с необходимостью строгого соблюдения правил техники безопасности из-за высокой токсичности цианистых солей.
Диффузионная металлизаиия Диффузионной металлизацией называется процесс диффузионного насыщения поверхностных слоев стали различными металлами. Детали, поверхность которых насыщена алюминием, хромом, кремнием, бором, приобретают ряд ценных свойств, например, жаростойкость, коррозионную стойкость, повышенную износостойкость и твердость.
Металлизация бывает твердая, жидкостная и газовая. При жидкостной металлизации стальную деталь погружают в расплав металла. При твердой и газовой металлизации насыщение происходит с помощью летучих соединений хлора с металлом АlС13, СrС13, SiC14, которые при температуре 100— 11000С вступают в обменную реакцию с железом с образованием диффундирующего элемента в активном состоянии.
При алитировании, т.е. насыщении алюминием, которое обычно проводится в порошкообразиых смесях или расплавленном алюминии, детали приобретают повышенную коррозионную стойкость благодаря образованию плотной пленки Al2O3, предохраняющей металл от окисления. Толщина слоя составляет 0,2 — 0,5 мм.
При хромировании обеспечивается высокая стойкость против газовой коррозии при температурах до 8000С, а также стойкость против коррозии в воде, морской воде и кислотах. Толщина слоя составляет до 0,2 мм.
Силицирование, т.е. насыщение кремнием, придает высокую кислотоупорность в соляной, серной и азотной кислотах и применяется для деталей, используемых в химической и нефтяной промышленности; толщина слоя колеблется в пределах 0,3 — 1,0 мм.
Борирование придает поверхностному слою исключительно высокую твердость (до 1800 — 2000 НV), износостойкость и устойчивость против коррозии в различных средах. Борирование часто проводят при электролизе расплавленных солей, например, буры Nа2В2О7, когда стальная деталь служит катодом. При температуре около 1500С и выдержке 205 ч на поверхности образуется твердый борид железа, и толщина слоя достигает 0,1 — 0,2 мм.