Требования к контролю качества контрольных сварных соединений
Карта технологического процесса сварки
Контрольного сварного соединения
(РД -  )
)
Характеристика процесса
| № | Наименование | Обозначение |
| 1. | Нормативный документ | ГОСТ 16037-80 |
| 2. | Способ сварки | РД (111) |
| 3. | Основной материал | Сталь 20 |
| 4. | Характер сварного шва | Односторонний с V-образной разделкой |
| 5. | Тип соединения | С17 (стыковой шов) |
| 6. | Положение при сварке | поворотное |
| 7. | Сварочные материалы | Электроды: 1 слой - Э50А, УОНИ 13/55,Ø 3 мм ГОСТ 9466-75; 2 слой - Э50А УОНИ 13/55,Ø 3 мм, ГОСТ 9466-75 |
| 8. | Сварочное оборудование | Выпрямитель многопостовой ВДМ 1201, конвертор MINI BAG 320 DIGT |
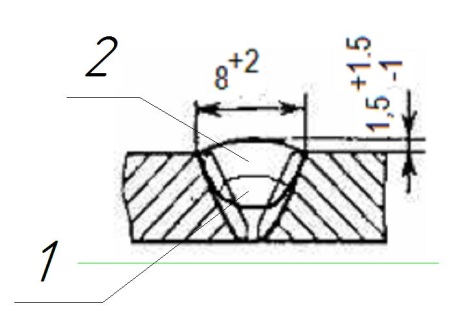
Эскиз контрольного сварного соединения
| Конструкция соединения | Конструктивные элементы | |
| Подготавливаемых кромок | Сварного шва | |
Труба 
| 
| 
|
Требования к прихватке:
Перед прихваткой необходимо проверить правильность установленного зазора между кромками, смещение кромок. Смещение кромок не должно превышать 1,0 мм. Прихватки необходимо выполнять с полным проваром и полностью переплавлять их при сварке корневого шва. К качеству прихваток предъявляются такие же требования, как и к основному шву. Прихватки должны быть равномерно расположены по периметру стыка. Прихватки – 3 штуки протяженностью 10-15 мм.
Технологические параметры сварки
| Номер валика | Способ сварки | Диаметр электрода, мм | Род и полярность тока | Сила тока, А |
| РД | 3,0 | Ток постоянный, обратная полярность | 50 - 60 | |
| РД | 3,0 | 60 - 75 |
Дополнительные технологические требования
1. Для сварки использовать электроды, имеющие сертификат качества и прокаленные согласно требованиям НД.
2. Кромки и прилегающие к ней поверхности должны быть зачищены до металлического блеска на расстоянии 20 мм по наружной и 10 мм по внутренней стороне деталей. Зачистку следует производить до полного удаления ржавчины, грата, краски, масел и других загрязнений.
3. Перед сборкой под сварку проконтролировать параметры сварного соединения: угол разделки кромок, притупление, зазор.
4. После прихватки проконтролировать качество сборки.
5. Зажигать дугу только на свариваемых кромках. Выводить дугу на основной металл не допускается.
6. Последовательность наложения валиков согласно приведенной схеме.
7. Участки шва накладывать с перекрытием 10 – 15 мм.
8. Время выполнения сварки контрольного сварного соединения не должно превышать 50 мин.
9. По окончании сварки металл шва и околошовная зона должны быть зачищены от шлака и брызг с помощью молотка – шлакоотделителя и металлической щетки.
10. Проконтролировать параметры: ширину, высоту усиления шва и качество сварного соединения.
Требования к контролю качества контрольных сварных соединений