Вертикально-сверлильные станки.
Лабораторная работа № 4
Изучение конструктивных особенностей сверлильных станков.
Назначение и область применения сверлильных станков.
Сверлильные станки предназначены: для получения сквозных и глухих отверстий в сплошном материале, для чистовой обработки (зенкерования, развертывания) отверстий, образованных в заготовке каким-либо другим способом, для нарезания внутренних резьб, для зенкования торцовых поверхностей.
Применяя специальные инструменты и приспособления, на сверлильных станках можно растачивать отверстия, вырезать отверстия большого диаметра в листовом материале («трепанирование»), притирать точные отверстия и т. д.
Сверлильные станки используют в механических, сборочных, ремонтных и инструментальных цехах машиностроительных заводов, а также в ремонтных мастерских, обслуживающих транспорт, стройки, сельское хозяйство.
На сверлильных станках обработка отверстий производится сверлами, зенкерами, развертками, зенковками и другими инструментами, нарезание резьбы — метчиками.
Существуют следующие типы универсальных сверлильных станков: 1) настольно-сверлильные станки (одношпиндельные); 2) вертикально-сверлильные одношпиндельные станки; 3) радиально-сверлильные станки; 4) многошпиндельные сверлильные станки; 5) станки для глубокого сверления.
Наиболее распространенными в общем машиностроении являются вертикально- и радиально-сверлильные станки.
Основные размеры сверлильных станков — наибольший диаметр сверления в стали средней тердости, номер конуса шпинделя, вылет шпинделя, наименьшие и наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты.
Вертикально-сверлильные станки.
Краткие технические характеристики отечественных сверлильных станков приведены в табл. 4, 1.
В вертикально-сверлильных станках главным движением v является вращение шпинделя с закрепленным в нем инструментом, а движением подачи sx — вертикальное перемещение шпинделя (Рис.4.1.).
Обрабатываемую заготовку устанавливают на столе или непосредственно на фундаментной плите, причем соосность отверстия заготовки и шпинделя достигается перемещением заготовки.
| Таблица 4.1. Технические характеристики отечественных сверлильных станков. | |||||
| Характеристика | Модели станков | ||||
| 2А125 | 2А135 | 2А150 | |||
| Наибольший условный диаметр сверления | |||||
| Частоты вращения шпинделя в об/мин | 310— 2975 | 97—1360 | 68—1100 | 32—1400 | 22—1018 |
| Мощность электродвигателя в кВт | 1,0 | 2,8 | 4,5 | 7,0 | 10,0 |
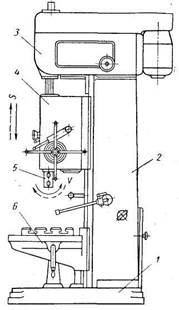
Рис.4.1. Вертикально-сверлильный станок.
Основными узлами вертикально-сверлильного станка являются станина 2, фундаментная плита 1, привод главного движения 3, шпиндель 5, коробка подач и механизм подачи 4, стол 6.
На станине, которая представляет собой полую отливку коробчатой формы, размещены основные узлы станка. Станина имеет вертикальные направляющие, на которых устанавливается кронштейн, несущий шпиндель. В полости станины размещаются электроаппаратура управления и противовес шпинделя.
Фундаментная плита служит опорой станка. В средних и тяжелых станках ее верхняя плоскость используется для установки заготовок крупных размеров. Внутренние полости фундаментной плиты служат резервуарами для смазочно-охлаждающей жидкости.
Коробка скоростей сверлильных станков содержит в большинстве случаев зубчатые передачи, переключениями которых получают различные скорости шпинделя. Шпиндель современных вертикально-сверлильных станков имеет 6—12 ступеней скорости, обеспечиваемых сочетанием привода главного движения с одно- или двухскоростным электродвигателем. Некоторые модели вертикально-сверлильных станков имеют вместо привода главного движения бесступенчатый вариатор. На Рис.4.2. показан привод главного движения вертикально-сверлильного станка.
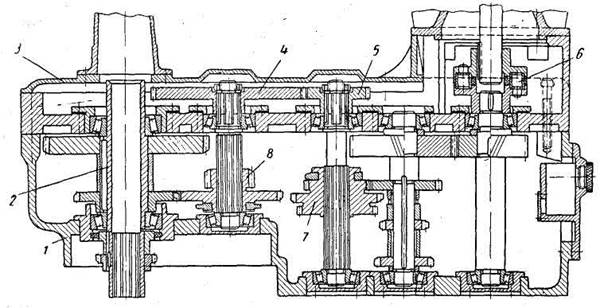
Рис.4.2. Конструкция привода главного движения вертикально-сверлильного станка.
 |
Корпус привода прикреплен к верхнему торцу станины. На крышке 3
корпуса установлен электродвигатель, соединенный с первым валом коробки муфтой 6. С помощью двух передвижных блоков 7 и 8 гильзе 2 сообщается шесть (при односкоростном двигателе) различных скоростей. Гильза имеет внутренние шлицы, посредством которых вращение передается шпинделю. Сменные шестерни 4—5 позволяют получить более высокий ряд скоростей шпинделя, например, при переходе на обработку заготовок из цветных металлов.
Шпиндель Рис.4.3. своей зубчатой (шлицевой) частью входит в гильзу коробки скоростей и, вращаясь вместе с ней, имеет в то же время возможность перемещаться в ней в осевом направлении. В переднем конце шпинделя крепят режущий инструмент либо непосредственно в коническом отверстии, либо посредством переходных втулок или других приспособлений. Значительные осевые нагрузки, возникающие при сверлении, воспринимаются в легких станках радиально-упорными подшипниками, а в средних и тяжелых станках — шариковыми или роликовыми упорными подшипниками 3, смонтированными вв шпиндельной гильзе 2, которая сообщает шпинделю поступательное движение
через реечную передачу, связанную с механизмом осевого перемещения шпинделя. Коробка подач обеспечивает более или менее значительный ряд подач шпинделя, необходимых для работы различными инструментами. В зависимости от размера станка шпиндель имеет 4—12 величин скоростей подачи. Коробка подач получает вращение или непосредственно от шпинделя, или от одного из валов коробки скоростей, связанного со шпинделем постоянными передачами.
В существующих конструкциях коробок подач вертикально-сверлильных станков настройка нужной величины подачи производится переключением блоков зубчатых колес, переключением муфт или перемещением вытяжной шпонки. Коробка подач размещается, как правило, в кронштейне станка.
Механизм подачи в вертикально-сверлильных станках служит для механического и ручного перемещения шпинделя. При механической подаче с помощью сцепной муфты устанавливается связь между выходным валом коробки подач и гильзой шпинделя. При ручной подаче движение передается от маховичка ручного управления непосредственно на гильзу шпинделя, минуя цепь механической подачи. Механизм снабжен устройством для автоматического выключения механической подачи при достижении заданной глубины обработки.
Стол станка служит для закрепления обрабатываемой заготовки. Он может быть неподвижным (съемным) или поворотным (откидным). Стол либо монтируется на направляющих станины, либо выполняется в форме тумбы, устанавливаемой на фундаментной плите. В станках, презназначенных для серийного производства, конструкция стола дает возможность перемещения закрепленной заготовки в продольном и поперечном направлениях (крестовый стол). Такая конструкция стола позволяет последовательно обработать ряд отверстий без повторной установки и крепления заготовки. Существуют столы с программным управлением, где последовательная координатная установка заготовки осуществляется в соответствии с технологическим процессом автоматически.
При обработке на вертикально-сверлильных станках значительная доля вспомогательного времени затрачивается на смену режущего инструмента. Применение быстросменных патронов, позволяющих сменить инструмент без остановки шпинделя, способствует сокращению этого вспомогательного времени. Однако степень автоматизации станка при этом не повышается, поскольку смена инструмента производится вручную. Оснащение вертикально-сверлильного станка специальной револьверной головкой с автоматическим поворотом и фиксацией повышает степень автоматизации станка и в то же время требует наличия автоматического управления изменением чисел оборотов и величины подачи шпинделя. С этой точки зрения перспективной является конструкция вертикально-сверлильного станка мод. 2Б135, разработанная в ЭНИМСе. Коробка скоростей этого станка оснащена бесконтактными электромагнитными муфтами, позволяющими автоматически переключать скорости шпинделя. Вместо ступенчатой шестеренной коробки в цепь подач станка встроена порошковая электромагнитная муфта, которая дает возможность бесступенчато и автоматически регулировать величину подачи шпинделя. Для ручного перемещения шпинделя в цепи подач предусмотрен обгонный механизм.
Конструкция такого типа делает возможной встройку станка в автоматическую линию.