Классификация станков по технологическим возможностям
1. Токарные станки – предназначены для обработки деталей типа тел вращения – валы, муфты, фланцы и т.д.
2. Станки сверлильно-расточной группы – предназначены для обработки отверстий сверлением, растачиванием, нарезание резьбы и т.п.
3. Станки фрезерной группы – предназначены для обработки наружных и внутренних контуров, плоскостей и отверстий.
4. Шлифовальные станки – предназначены для финишной обработки.
5. Многофункциональные станки – предназначены для выполнения всех операций механической обработки за исключением шлифовальных и доводочных операций.
Особенность технологической подготовки производства.
Виды и характер работ по технологической подготовке производства с использованием станков с ЧПУ, в том числе и специализированных, существенно отличаются от работ, производимых с помощью обычного универсального оборудования. Значительно возрастают сложность задач и трудоемкость проектирования технологического процесса. Специальные знания (в том числе и математические), необходимые для составления программы, резко повышают требуемый уровень квалификации технологов, а применение технических средств для расчета и составления программ обусловливает появление в системе подготовки производства новых специальностей (программистов, математиков, электронщиков) и требует решения ряда организационных вопросов.
Для современного производства является обязательным наличие у специалиста хорошей компьютерной подготовки, прекрасных знаний в области использования общего и специального компьютерного программного обеспечения. В условиях КИП технологу необходимы еще и навыки в выполнении проектных работ, а конструктору — хорошей технологической подготовки.
Технологические работы, общие по названию с работами, выполняемыми для оборудования с ручным управлением, при применении станков с ЧПУ требуют иного подхода. К таким работам относятся, например, проработка рабочих чертежей на технологичность, выбор инструмента и оснастки, выработка требований к заготовке и др. В общем случае составление программ для станков с ЧПУ начинается с разработки технологического процесса на деталь и выделения операций программируемой обработки. В выбранных операциях после уточнения оборудования выявляют необходимые траектории движения инструментов, скорости рабочих и холостых ходов и др. Направления и величины перемещений устанавливают исходя из конфигурации обрабатываемых поверхностей детали, скорости рабочих ходов, скорости холостых ходов. Установленная последовательность обработки кодируется и записывается на программоноситель. Полученная в итоге УП представляет собой сумму указаний рабочим органам станка на выполнение в определенной последовательности действий, из которых складывается весь процесс обработки детали. Получением УП завершается первый этап процесса изготовления детали на станках с ЧПУ, начатый с предварительной подготовки данных, необходимых для программирования. Подготовленная информация должна быть представлена в форме чисел, т. е. в форме, пригодной для записи программы данному станку. Однако не всякие числа могут выражать информацию для управления станками с ЧПУ. На втором этапе в соответствии с программой, записанной на программоносителе, деталь обрабатывается на станке.
В условиях автоматизации процесса изготовления деталей и узлов значительно увеличивается. В полностью автоматизированных производствах без вмешательства рабочего выполняется не только процесс обработки, но и контроль изготовленных деталей, подналадка оборудования, автоматическая замена инструмента, автоматическая транспортировка деталей между станками, отдельными линиями, сборка узлов, их отладка, сборка изделий и т.д.
Многоцелевые станки с ЧПУ, имеющие поворотные столы-накопители, объединены в единую линию транспортной системой и системой управления
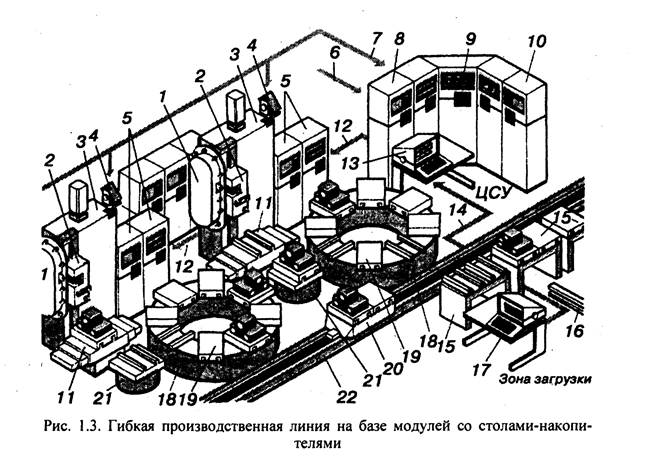 Многоцелевой станок 3 с магазином инструментов 1 и устройством его замены 2 управляется УЧПУ, смонтированным в шкафах 5. УЧПУ состоит из программируемого контроллера и дисплейного блока. Заготовка на стол 11 станка подается закрепленной на столе-спутнике 19 и обрабатывается на нем. Рядом со станком размещен восьмипозиционный круговой накопитель 18, на позициях которого находятся столы-спутники с деталями. Стол-спутник с деталью передается от накопителя на стол станка 11 с помощью погрузочно-разгрузочного поворотного стола 21, который сначала разворачивается в сторону накопителя и принимает стол-спутник. Далее стол 21 поворачивается направляющими в сторону стола 11 и подает стол-спутник на позицию обработки. После обработки детали погрузочно-разгрузочный стол возвращает стол-спутник на накопитель.
Многоцелевой станок 3 с магазином инструментов 1 и устройством его замены 2 управляется УЧПУ, смонтированным в шкафах 5. УЧПУ состоит из программируемого контроллера и дисплейного блока. Заготовка на стол 11 станка подается закрепленной на столе-спутнике 19 и обрабатывается на нем. Рядом со станком размещен восьмипозиционный круговой накопитель 18, на позициях которого находятся столы-спутники с деталями. Стол-спутник с деталью передается от накопителя на стол станка 11 с помощью погрузочно-разгрузочного поворотного стола 21, который сначала разворачивается в сторону накопителя и принимает стол-спутник. Далее стол 21 поворачивается направляющими в сторону стола 11 и подает стол-спутник на позицию обработки. После обработки детали погрузочно-разгрузочный стол возвращает стол-спутник на накопитель.
Для передачи столов от накопителя одного станка к накопителю другого, приема столов-спутников с обработанными деталями и транспортирования их в зону загрузки служит двухпозиционная автоматическая транспортная тележка 20. Перемещаясь вдоль направляющих 22, тележка подходит к накопителю и передает (принимает) стол со спутником. Обработка начинается с зоны загрузки, в которую из главной складской системы 16 подают заготовки, закрепленные (в зоне склада) на столах-спутниках. Исходная накопительная система 15 позволяет создать запас заготовок. Эта же система служит зоной промежуточного складирования обработанных деталей, которые на столах-спутниках доставляются от станочных круговых накопителей тележкой 20. Далее изготовленные детали из зоны промежуточного складирования 16 тележками доставляются в главную складскую систему. Тележки из зоны 16 при необходимости подают к станкам из складской системы, также и столы-спутники с палетами режущего инструмента. Доставленные к станкам, они позволяют автоматически заменять режущий инструмент в магазинах станков. Весь рассмотренный комплекс управляется центральной системой управления (ЦСУ), состоящей из программируемого контроллера 8 с дисплеем 13, символьного контрольного дисплейного устройства 9 и монитора 10. Программируемый контроллер 8 решает общие вопросы программирования работы всего комплекса, ведет сбор и анализ информации о работе всех систем, хранит необходимые подпрограммы, обеспечивает сопряжение отдельных управляющих систем комплекса и координирует их работу, передает данные на ЭВМ высшего уровня и т. д. Контроллер 8 линией связи 12 (шиной) связан с УЧПУ всех модулей, а линией связи 14 (шиной) с блоком 17 системы управления зоной загрузки и далее с главной складской системой. Кроме того, на программируемый контроллер выходит линия связи (шина) 6 с ЭВМ высшего уровня. Используя дисплеи 13 с клавиатурой, оператор комплекса всегда может вмешаться в работу того или иного элемента. Естественно, что программируемый контроллер не решает многих частных задач по обработке деталей и их транспортированию. Все эти задачи, включая работу кругового накопителя, решает «местное» управление — блоки УЧПУ, а работу элементов зоны загрузки обеспечивает блок 17. Рассматриваемый комплекс обычно работает в автоматическом режиме, но это не исключает важной роли оператора, рабочее место которого расположено в зоне ЦСУ. Помимо информации, фиксируемой экраном управляющего дисплея 75 и печатающим устройством, к оператору непрерывно поступают данные от контрольного устройства 9. Это может быть условная символьная информация о функционировании всех элементов комплекса в целом. Выведенные на цветной дисплей данные показывают в каждый данный момент положение всех заготовок, деталей, транспортных тележек и др. Детально рассматривать зоны обработки по выбору оператора можно на экране монитора 10, который видеолинией 7 связан со всеми видеокамерами 4. Такие камеры установлены возле каждого станка, они позволяют видеть в случае надобности весь процесс обработки детали в соответствии с созданными и введенными в систему управляющими программами. Большое количество информации позволяет оператору быстро ликвидировать отдельные возможные сбои систем и их неполадки. Гибкая линия с автоматической системой замены инструмента (рис. 1.4). Многоцелевые станки б тыльной стороной обращены к многоярусному инструментальному складу 2. Вдоль стеллажей склада, на которых в определенных гнездах размещен режущий инструмент, по рельсовому пути передвигается программируемый робот 3. По команде управляющей ЭВМ участка робот выполняет перезагрузку цепных магазинов 5 станков с ЧПУ. Робот забирает из магазинов отработанный инструмент и устанавливает пригодный или необходимый для очередной работы. Таким образом, в любой момент цепные магазины
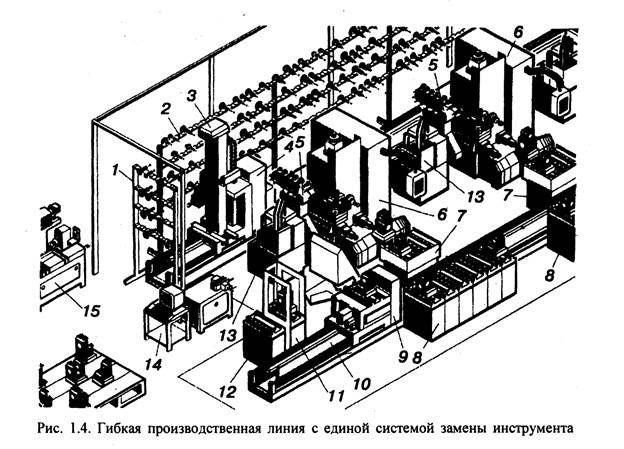 станков могут быть загружены (или перекомплектованы) необходимым работоспособным инструментом, комплект которого зависит от вида детали и характера операции по ее обработке. Отработанный работоспособный инструмент робот берет из магазина станка и устанавливает в нижнюю ячейку стеллажа инструментального магазина. Изношенный инструмент робот отправляет в зону приемки в конце инструментального склада (на рисунке не показано). Инструментальный склад пополняется новым инструментом через промежуточный стеллаж 7. В гнезда этого стеллажа рабочий-наладчик укладывает комплекты, в которые входят режущий инструмент и базовая (типовая) оправка, предварительно проверенные на полуавтоматической контрольной установке 15. При контроле инструмента на этой установке по линии связи в управляющую ЭВМ передаются данные о фактических размерах и вылетах каждого инструмента, а также код каждой базовой оправки. В дальнейшем эта информация передается в УЧПУ 4, которое вводит в задаваемые программы обработки соответствующие коррекции. Заготовки в данной автоматической линии подаются через посты загрузки-выгрузки 8. С этих постов, оснащенных столами, заготовки на столах-спутниках перегружаются на тележку 9, которая по рельсовому пути 10 перемещается вдоль всех станков. Состыкованная со столом-накопителем 7 тележка может передать на стол станка заготовку и принять обработанную деталь. Эту деталь вместе со столом-спутником тележка автоматически транспортирует к другому станку (на стол 12 контрольно-измерительного автомата 11) или возвращает на один из столов поста загрузки-выгрузки. Автоматизированная транспортно-складская система (на рисунке не показана) забирает с постов 8 готовые детали и доставляет на эти посты новые заготовки. Рассматриваемая линия имеет единую систему сбора и удаления стружки от станков. Система предусматривает накопление стружки в пристаночных бункерах 13, очистку СОЖ от стружки, возврат СОЖ в баки станков и удаление стружки от каждого бункера по единой (скрытой ниже уровня поля) транспортно-стружечной системе участка. Оперативный пульт управления 14 позволяет быстро устранять возможные сбои в работе отдельных систем или управлять отдельными системами. Системы инструментального обеспечения (СИО). В автоматизированных производствах СИО предполагают наличие условных структурных единиц, каждая из которых представляет набор технических, программных и информационных средств определенного функционального назначения. Структура СИО определяется типом производства, структурами базовых технологических процессов, наличием соответствующей вычислительной техники, программного обеспечения. Состоит СИО в общем виде из следующих условных структурных единиц: набора физических носителей режущего инструмента; набора управляющих программ; информационного обеспечения выбора инструмента; системы оперативного проектирования инструмента и инструментальных наладок; систем учета наличия и планирования поставок инструмента; системы транспортных инструментальных потоков; устройств настройки инструмента на размер; диагностических систем контроля состояния режущих инструментов, способных прогнозировать период его стойкости и фиксировать момент предельного износа и остаточный период стойкости; автоматизированных систем смены инструмента у оборудования; участков реставрации инструмента и др. Предполагается также наличие мощной компьютерной техники с соответствующим ПМО, которое связывает все подразделения производства в единую систему. Общая структура СИО должна также содержать систему оценки эффективности использования инструмента на базе определенных технико-экономических показателей, систему учета работы оборудования и др. [5, 8]. Структура СИО должна быть гибкой, легко приспосабли
станков могут быть загружены (или перекомплектованы) необходимым работоспособным инструментом, комплект которого зависит от вида детали и характера операции по ее обработке. Отработанный работоспособный инструмент робот берет из магазина станка и устанавливает в нижнюю ячейку стеллажа инструментального магазина. Изношенный инструмент робот отправляет в зону приемки в конце инструментального склада (на рисунке не показано). Инструментальный склад пополняется новым инструментом через промежуточный стеллаж 7. В гнезда этого стеллажа рабочий-наладчик укладывает комплекты, в которые входят режущий инструмент и базовая (типовая) оправка, предварительно проверенные на полуавтоматической контрольной установке 15. При контроле инструмента на этой установке по линии связи в управляющую ЭВМ передаются данные о фактических размерах и вылетах каждого инструмента, а также код каждой базовой оправки. В дальнейшем эта информация передается в УЧПУ 4, которое вводит в задаваемые программы обработки соответствующие коррекции. Заготовки в данной автоматической линии подаются через посты загрузки-выгрузки 8. С этих постов, оснащенных столами, заготовки на столах-спутниках перегружаются на тележку 9, которая по рельсовому пути 10 перемещается вдоль всех станков. Состыкованная со столом-накопителем 7 тележка может передать на стол станка заготовку и принять обработанную деталь. Эту деталь вместе со столом-спутником тележка автоматически транспортирует к другому станку (на стол 12 контрольно-измерительного автомата 11) или возвращает на один из столов поста загрузки-выгрузки. Автоматизированная транспортно-складская система (на рисунке не показана) забирает с постов 8 готовые детали и доставляет на эти посты новые заготовки. Рассматриваемая линия имеет единую систему сбора и удаления стружки от станков. Система предусматривает накопление стружки в пристаночных бункерах 13, очистку СОЖ от стружки, возврат СОЖ в баки станков и удаление стружки от каждого бункера по единой (скрытой ниже уровня поля) транспортно-стружечной системе участка. Оперативный пульт управления 14 позволяет быстро устранять возможные сбои в работе отдельных систем или управлять отдельными системами. Системы инструментального обеспечения (СИО). В автоматизированных производствах СИО предполагают наличие условных структурных единиц, каждая из которых представляет набор технических, программных и информационных средств определенного функционального назначения. Структура СИО определяется типом производства, структурами базовых технологических процессов, наличием соответствующей вычислительной техники, программного обеспечения. Состоит СИО в общем виде из следующих условных структурных единиц: набора физических носителей режущего инструмента; набора управляющих программ; информационного обеспечения выбора инструмента; системы оперативного проектирования инструмента и инструментальных наладок; систем учета наличия и планирования поставок инструмента; системы транспортных инструментальных потоков; устройств настройки инструмента на размер; диагностических систем контроля состояния режущих инструментов, способных прогнозировать период его стойкости и фиксировать момент предельного износа и остаточный период стойкости; автоматизированных систем смены инструмента у оборудования; участков реставрации инструмента и др. Предполагается также наличие мощной компьютерной техники с соответствующим ПМО, которое связывает все подразделения производства в единую систему. Общая структура СИО должна также содержать систему оценки эффективности использования инструмента на базе определенных технико-экономических показателей, систему учета работы оборудования и др. [5, 8]. Структура СИО должна быть гибкой, легко приспосабли
ваемои к существующим структурам технологических систем и базовым технологическим процессам реального производства. Системный анализ существующих технологических систем показывает сложность организации СИО и особенно структуры его управления, поскольку на СИО замыкаются или через СИО проходят все основные циклы производственного процесса: организация технологической системы, разработка технологического процесса и технологической оснастки, наладки оборудования, управление качеством продукции, определение технико-экономических показателей производства и т. п. При этом естественно, что эффективность СИО наибольшая, если в данном производстве она является единой и органически связанной одной целью со всеми производственными циклами и системами. Из современных инструментальных систем наиболее отработанной является комплексная система инструментообеспечения «Короплан» шведского концерна «Сандвик» (SANDVIK). Система построена по замкнутому циклу (рис. 1.5) из взаимосвязанных функционально определенных участков на базе ПМО. Модульность системы позволяет использовать ее в различных сочетаниях и объемах. Единой основой системы является сборно-модульный инструмент с встроенными в каждый блок кодовыми датчиками, на которые с помощью специальных устройств в определенных зонах записывается или с которых считывается необходимая информация. Таким образом, инструмент сам в своем многообразии образует в пределах всей системы инструментообеспечения четкий единый информационный поток, практически исключающий информационные сбои. При этом становится возможной запись и автоматическая передача в требуемом направлении практически любой информации об инструменте, технологическом процессе, оборудовании и т. п., что ранее (при существовавших каналах информации) было невозможным. Основными структурными составляющими системы, замкнутыми в единое кольцо и определяющими определенные рабочие зоны, являются зоны планирования, хранения, подготовки, измерения и транспортирования инструмента, а также зоны промежуточного хранения, наладки, использования и диагностики, демонтажа и восстановления с последующим возвратом в исходную зону хранения. В системе четко организованы работы в каждой из зон, налажен обмен данными между всеми зонами, а также между зонами и управляющей ЭВМ, часть операций автоматизированы. Так, при подаче инструмента на станок (см. рис. 1.5) осуществляют следующие операции: опознавание инструмента, ввод его параметров в УЧПУ станка, установку в магазин станка. В период эксплуатации инструмента на станке (зона А) непрерывно регистрируются данные: действительное время
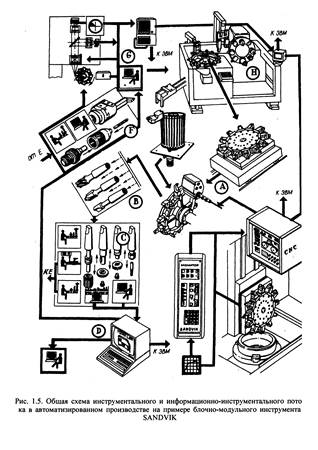 работы, состояние, фактические значения параметров и др. Полученная информация записывается в память ЭВМ УЧПУ, передается в центральную управляющую ЭВМ, а часть информации фиксируется в электронном кодовом датчике на каждом инструменте. Снятый со станка инструмент проходит зону очистки и промывки (зона В) и подается на участок проверки, демонтажа и восстановления (зона С). Здесь после опознания инструмент сравнивается с фактическими данными о нем и исходными параметрами, после чего определяется его пригодность для дальнейшего использования. Здесь же изношенный инструмент демонтируют и восстанавливают (заточкой, заменой режущих пластин, оправок и т. п.). Пригодные для использования и восстановленные инструменты передают на центральный инструментальный склад (£), где их регистрируют и хранят. Вся информация об инструменте, хранящемся на складе, используется в процессах разработки ТП и УП для станков с ЧПУ. Информация концентрируется на центральном пункте планирования и использования инструмента D. Здесь же решаются вопросы пополнения склада новыми конструкциями инструмента, планируется восстановление запаса и т. п. Следующим этапом инструментального потока является выдача инструмента со склада, его регистрация и транспортировка к рабочему месту (F)— на участок предварительной комплектации, сборки и монтажа. В ряде случаев это рабочее место может быть совмещено с зоной предварительной настройки инструмента (G). Тогда здесь инструмент опознается, измеряется, проходит полный окончательный контроль и кодируется. В кодовый датчик вводят необходимые параметры, данные об инструменте передаются в центральную управляющую ЭВМ. Промежуточный склад инструментальной оснастки (//) обеспечивает регистрацию, хранение и организацию использования комплектов инструмента. Здесь комплектуются специальные инструментальные магазины, сменные револьверные головки, диски и т. п.; распределяются комплекты инструмента по станкам; формируется файл данных по параметрам инструментов для использования системой ЧПУ; осуществляется передача этих данных через центральную ЭВМ в УЧПУ конкретных станков (как уже указывалось, часть данных может быть передана и через кодовые датчики инструментов). Транспортированием полностью подготовленного инструмента к станкам и (при необходимости) загрузкой его в станочные инструментальные магазины круг инструментального потока замыкается.
работы, состояние, фактические значения параметров и др. Полученная информация записывается в память ЭВМ УЧПУ, передается в центральную управляющую ЭВМ, а часть информации фиксируется в электронном кодовом датчике на каждом инструменте. Снятый со станка инструмент проходит зону очистки и промывки (зона В) и подается на участок проверки, демонтажа и восстановления (зона С). Здесь после опознания инструмент сравнивается с фактическими данными о нем и исходными параметрами, после чего определяется его пригодность для дальнейшего использования. Здесь же изношенный инструмент демонтируют и восстанавливают (заточкой, заменой режущих пластин, оправок и т. п.). Пригодные для использования и восстановленные инструменты передают на центральный инструментальный склад (£), где их регистрируют и хранят. Вся информация об инструменте, хранящемся на складе, используется в процессах разработки ТП и УП для станков с ЧПУ. Информация концентрируется на центральном пункте планирования и использования инструмента D. Здесь же решаются вопросы пополнения склада новыми конструкциями инструмента, планируется восстановление запаса и т. п. Следующим этапом инструментального потока является выдача инструмента со склада, его регистрация и транспортировка к рабочему месту (F)— на участок предварительной комплектации, сборки и монтажа. В ряде случаев это рабочее место может быть совмещено с зоной предварительной настройки инструмента (G). Тогда здесь инструмент опознается, измеряется, проходит полный окончательный контроль и кодируется. В кодовый датчик вводят необходимые параметры, данные об инструменте передаются в центральную управляющую ЭВМ. Промежуточный склад инструментальной оснастки (//) обеспечивает регистрацию, хранение и организацию использования комплектов инструмента. Здесь комплектуются специальные инструментальные магазины, сменные револьверные головки, диски и т. п.; распределяются комплекты инструмента по станкам; формируется файл данных по параметрам инструментов для использования системой ЧПУ; осуществляется передача этих данных через центральную ЭВМ в УЧПУ конкретных станков (как уже указывалось, часть данных может быть передана и через кодовые датчики инструментов). Транспортированием полностью подготовленного инструмента к станкам и (при необходимости) загрузкой его в станочные инструментальные магазины круг инструментального потока замыкается.