Определение условий закрепления заготовки
Аннотация
Аслямов Р.Р. Курсовая работа по дисциплине «Технологическая оснастка». – Челябинск: ЮУрГУ, 2014. – 11 стр., 5 илл., библиография литературы – 3 наименования, 2 листа чертежей ф. А4, 1 лист чертежей ф. А1.
В данной работе с целью проектирования станочного приспособления для детали «Ось» произведен анализ технологической операции «Сверлильная», разработана принципиальная схема приспособления, рассчитан механизм закрепления, а также проведен расчет точности обработки.
Содержание
Введение 3
1. Анализ операционного эскиза 4
2. Разработка принципиальной схемы
станочного приспособления 5
3. Определение условий закрепления заготовки
в станочном приспособлении_ 7
4. Расчет точности обработки заготовки_ 9
Литература 11
Введение
Основную группу технологической оснастки составляют приспособления механосборочного производства. Приспособлениями в машиностроении называют вспомогательные устройства к технологическому оборудованию, используемые при выполнении операций обработки, сборки и контроля.
Применение приспособлений позволяет: устранить разметку заготовок перед обработкой, повысить ее точность, увеличить производительность труда на операции, снизить себестоимость продукции, облегчить условия работы и обеспечить ее безопасность, расширить технологические возможности оборудования, организовать многостаночное обслуживание, применить технически обоснованные нормы времени, сократить число рабочих, необходимых для выпуска продукции.
Анализ операционного эскиза
Операционный эскиз (рис.1) на операцию «Сверлильная»:
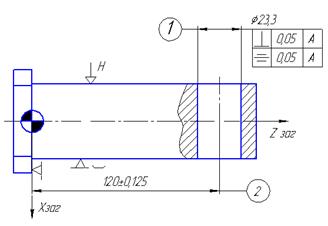
Рис. 1 Операционный эскиз.
При выполнении операции необходимо получить два технологических размера: ф23,3мм; 120±0,125 мм. Принимаем, что точность выполнения размеров ф23,3мм; 120±0,125 мм не зависит от конструкции проектируемого станочного приспособления, и обеспечивается оборудованием и методом обработки.
Схемой простановки предусматривается установка заготовки на призму по поверхности цилиндра. Схемой закрепления предусматривается приложение силы закрепления к цилиндру. Форма контактной поверхности закрепления – плоская, привод – гидравлический.
Такая схема базирования и закрепления предполагает следующий вариант реализации (рис. 2): заготовка устанавливается в призму (1) по поверхности цилиндра и упирается в торец , и доводится до призмы с помощью Г-образного прихвата. (3).
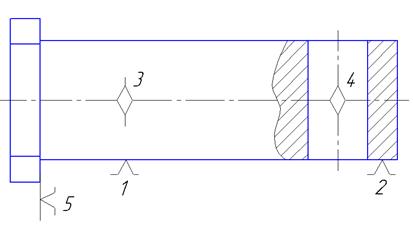
Рис. 2 Схема базирования заготовки
Разработка принципиальной схемы
Станочного приспособления
На основе анализа операционного эскиза разработана принципиальная схема станочного приспособления (рис.3).

Рис. 3 Принципиальная схема станочного приспособления
Установка заготовки производится на призму 4,упирается в торец призмы 4 и доводится до призмы Г-образным болтом 5. Закрепление заготовки осуществляется с помощью зажимного устройства, состоящего из прижима 2 со сферическим контактным элементом, шпильки и винта 9, соединенным со штоком гидроцилиндра 20. Все эти элементы установлены в корпусе 1. Позиционирование на столе станка осуществляется по средствам шпонок 18. Закрепление на столе осуществляется болтами станочными быстросъёмными через проушины в приспособлении.
Анализ принципиальной схемы:
1. В принципиальной схеме полностью реализованы ограничения, имеющиеся в операционном эскизе.
2. Станочное приспособление не затрудняет доступ инструмента к заготовке.
3. Для подвода СОЖ и удаления стружки достаточно свободного пространства.
4. Принципиальная схема может быть принята за основу будущей конструкции станочного приспособления.
Определение условий закрепления заготовки