Задачи, функции и принципы научной организации труда
Правильно организовать труд – это значит обеспечить процесс производства с наименьшими затратами рабочего времени исполнителя и оборудования в существующих организационно-технических условиях. Следовательно, организация и нормирование труда способствуют решению трёх задач: экономической, психофизиологической и социальной (рис. 2, [20]).
Экономические задачи состоят в обеспечении за счет организации труда всесторонней экономии различных ресурсов, и, прежде всего, экономии труда, что в свою очередь направлено на снижение издержек производства и рост его результативности – повышение производительности труда, рентабельности, прибыльности. Улучшение организации труда и повышение культуры производства способствует росту качества продукции, что равносильно увеличению его количества.
Экономические результаты деятельности достигаются рациональным разделением и кооперацией труда, при помощи, которых обеспечивается полное использование времени всех работников, распределение работ в соответствии с их квалификации, исключение непроизводительных простоев оборудования, минимизация длительности производственного цикла.
Психофизиологические задачи. Такие задачи должны решать организаторы труда. Их решение состоит в том, чтобы обеспечить работникам здоровые и безопасные условия труда; снижать его физическую тяжесть и нервно-психическую напряженность; гармонизировать нагрузки на различные органы работающего человека; не допускать однобокости труда; предусматривать сочетание труда физического с трудом умственным; устанавливать рациональные
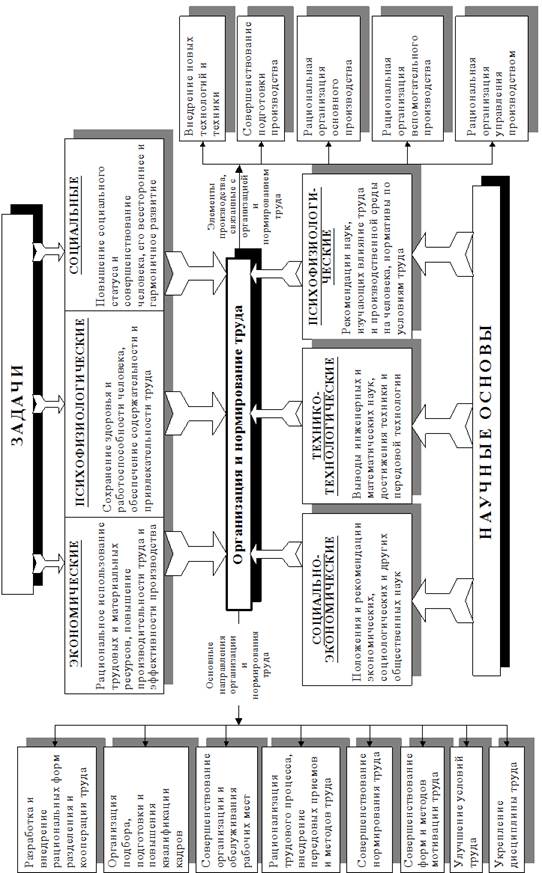
Рис. 2. Задачи, основы, направления организации и нормирования труда [20].
режимы труда и отдыха и, в конечном итоге, максимизировать работоспособность.
Социальные задачи–это важнейшие задачи научной организации труда. Они состоят в обеспечении работникам содержательного труда, в повышении его привлекательности за счет преодоления монотонности, увеличения разнообразия производственных операций, переменны труда, насыщение его творческими элементами, в повышении престижности профессии, в обеспечении полноценной оплаты труда.
Социальная и психофизиологическая направленность НОТ означает гуманизацию труда, создание таких условий на производстве которые бы отвечали самым насущным запросам человека современного демократического общества.
Функции НОТ
Ресурсосберегающая, в том числе трудосберегающая, направлена на экономию рабочего времени, сырья, материалов, энергии, т.е. ресурсов. Кроме того, экономия труда включает в себя устранение всякого бесполезного труда. Это достигается рациональным разделением и кооперацией труда, применением рациональных приемов и методов труда, четкой организацией рабочих мест и хорошо отлаженной системой их обслуживания. Экономии ресурсов служит и направленность НОТ на повышение качества продукции: лучшее качество равносильно большему количеству. Ресурсосбережение - один из главных рычагов интенсификации производства. В современных условиях прирост потребности в топливе, энергии, металле и других материалах должен на 75-80 %, удовлетворятся за счет их экономии. На это необходимо нацеливать не только технологию, но и организацию труда. Итак одним из критериев НОТ становится её способность обеспечивать всестороннюю экономию затрат труда, материальных и денежных ресурсов.
Оптимизирующая функция проявляется в обеспечении полного соответствия уровня организации труда передовому уровню технического оснащения производства. Оптимизация необходима в достижении научной обоснованности норм труда и уровня интенсивности труда, в обеспечении соответствия уровня оплаты труда его результатам. Оптимизация в современных условиях – центральное направление в поиске путей решения различных задач. Научная организация труда призвана найти оптимальный вариант их решения.
Функция формирования эффективного работника означает осуществление на научной основе профессиональной ориентации и профессионального отбора работников, их обучения, систематического повышения квалификации. Требования к качеству подбора работников и к их профессиональному мастерству в условиях рыночной экономики существенно возрастает. Увеличение сложности используемой технике ведет к росту ответственности исполнителей за своевременные и правильные решения и действия. Научный подход к формированию кадров и к их подготовке – главное условие эффективности, и это становится важной функцией научной организации труда.
Трудощадящая функция проявляется в создании благоприятных, безопасных и здоровых условий труда, в установлении рационального режима труда и отдыха, в использовании режимов гибкого рабочего времени, в облегчении тяжелого труда до физически нормальной величины. Для каждого человека нет большей ценности, чем здоровье, поэтому забота общества об охране и укреплении здоровья людей – дело первостепенной важности.
Одна из функций НОТ – способствовать сохранению здоровья трудящихся на производстве.
Функция гармонизации труда направлена на обеспечение согласования физических и умственных нагрузок, которые испытывает работник, на преодоление однобокости труда, создание полноценных условий для гармоничного развития человека на производстве.
Функция возвышения труда. Это чрезвычайно важная функция организации труда в цивилизованном обществе. Нельзя говорить о научной организации труда, сколь экономичен ни был бы труд, если при этом забывают о самом человеке, с его социальными запросами и стремлениями к высоко содержательному, престижному труду. Возвышает труд создание на производстве условий для повышения содержательности и привлекательности труда, искоренение рутинных и примитивных трудовых процессов, обеспечение перемены труда, то есть его гуманизация.
Функция повышения культуры производства организационными средствами: создание эстетически привлекательной производственной среды, рациональная организация рабочих мест, развитие демократического стиля руководства.
Воспитательная и активизирующая функции направлены на выработку дисциплины труда, развитие трудовой активности и творческой инициативы. Высокий уровень организации труда способствует формированию у работника этих качеств, а чем выше качество исполнителей, тем более высокого уровня может достигнуть организация труда.
Понимание функций НОТ позволяет обеспечить всесторонний подход к решению проблем организации труда на предприятии, чётче представить механизм воздействия НОТ и на работника, и на производство. Для НОТ должно быть характерно присутствие всех указанных выше функций. Мероприятия НОТ достигают наибольшего успеха в том случае, когда их проводят в комплексе с другими вопросами организации производства, развития техники и технологии.
Прежде всего, необходимо выделить принципы всеобщие, применимые для всех случаев организации труда, соблюдение которых обязательно, если организаторы производства и труда намеренны решать вопросы по - научному. Такими принципами являются системность, комплексность, экономичность, гуманизация.
Системность – важнейшее требование НОТ. Системность, системный подход к организации труда означает, что она должна рассматриваться: во-первых, как явление, имеющее сложную внутреннюю структуру, образованную из взаимосвязанных элементов; во-вторых, как явление представляющее часть структуры более высокого порядка и имеющее многочисленные внешние связи и зависимости. На практике системность проявляется в том, что при установлении или совершенствовании организации труда нельзя пренебречь ни одним из ее элементов, все они должны быть в равной степени проработаны, взаимоувязаны. Должны быть также учтены взаимосвязи организации труда с уровнем техники и технологии производства, с другими организационными подсистемами.
Комплексность. При решении вопросов организации труда комплектность состоит в том, что ее проблемы должны решатся одновременно разными научными дисциплинами, такими как экономика труда, социология труда, социальная психология, производственная эстетика, физиология труда, трудовое право и другие. Комплексный подход – это всесторонний подход с точки зрения многих наук, занимающихся вопросами организации труда, функционирования человека в производственной сфере, в трудовом коллективе.
Принцип экономичности состоит в том, что одни и те же вопросы организации труда можно решить разными способами, с разными затратами ресурсов, т.е. решения могут быть многовариантными. Следуя принципу экономичности необходимо, просчитать возможные варианты решений, а затем, выбрать тот из них, который потребует минимальных затрат труда, материалов, финансовых средств с учетом экономически оправданного срока окупаемости инвестиций.
1.3. Организация труда при многостаночном обслуживании
Одной из прогрессивных форм организации труда является многостаночное обслуживание. Многостаночным называется такой вид обслуживания, при котором один человек работает одновременно на нескольких станках, выполняя ручные приемы на каждом из них в период автоматической работы всех остальных станков. Одним из основных условий организации многостаночного обслуживания является большая продолжительность свободного машинного времени (ТмС) работы оборудования (  ).
).
В основе многостаночного обслуживания лежит использование свободного машинного времени работы одних машин для выполнения ручных и машинно-ручных работ на других обслуживаемых машинах и для переходов от одной машины к другой. При этом время свободное машинное время ТмС, в течение которого станок работает без участия рабочего, должно быть значительно больше времени занятости рабочего обслуживанием с учетом переходов от машины к машине (ТЗ): ТМС >> ТЗ.
В заводской практике применяют различные варианты многостаночного обслуживания. В зависимости от степени технологической однородности или взаимной связи операций осуществляется многостаночное обслуживание станков-дублеров, выполняющих одинаковые операции над одной деталью; станков, занятых последовательными операциями по обработке одной и той же детали; однотипных или разнотипных станков, загруженных различными деталеоперациями.
Массовое производство, характеризующееся постоянно повторяющимися операциями, применением специального, автоматизированного и автоматического оборудования, открывает наибольшие возможности для организации многостаночного обслуживания, поскольку программныезадания столь велики, что появляется возможность и целесообразность организации обработки (сборки, сварки) детали (узла) на однопредметных поточных линиях.
При организации многостаночного обслуживания очень важен правильный подбор деталей и операций по их обработке. Критерием рациональной организации многостаночного обслуживания можно считать такой подбор операций, при котором обеспечивается полная загрузка оборудования и полная занятость рабочего-многостаночника.
Производительность станков, включенных в рабочее место многостаночника в условиях поточной обработки, должна согласовываться с тактом поточной линии. Время такта работы поточной линии (время запуска-выпуска изделия в обработку):

| (1) |
где  – действительный годовой, квартальный или месячный фонд времени работы линии, мин;
– действительный годовой, квартальный или месячный фонд времени работы линии, мин;
 – соответствующая фонду времени программа выпуска изделий, шт.
– соответствующая фонду времени программа выпуска изделий, шт.
Циклом многостаночного обслуживания (ТЦ) называется период времени, в течение которого на обслуживаемых станках полностью повторяются все элементы оперативной работы (установка и снятие деталей, подвод режущего инструмента, измерения деталей и т.д.).
Простейшим вариантом многостаночной работы является такая организация многостаночного обслуживания, при которой время занятости многостаночника кратно свободному машинному времени. График циклов для такого варианта (рис. 3) отражает работу многостаночника на полностью синхронизированной поточной линии при кратности свободного машинного времени на одном станке времени занятости многостаночника на каждом станке.
Для такого варианта количество станков, обслуживаемых одним многостаночником, определяется формулой:

| (2) |
где  – свободное машинное время, мин;
– свободное машинное время, мин;
 – время занятости рабочего на одном станке, мин.
– время занятости рабочего на одном станке, мин.
В данном случае имеет место полное использование рабочего времени многостаночника и времени работы станков. Из графика следует, что в таком случае

| (3) |
где  – оперативное время при работе на одном станке, мин,
– оперативное время при работе на одном станке, мин,

 – машинное время;
– машинное время;
 – вспомогательное время;
– вспомогательное время;
 – время занятости рабочего на многостаночном рабочем месте, минут (определяется как суммарное время занятости
– время занятости рабочего на многостаночном рабочем месте, минут (определяется как суммарное время занятости  по всем станкам, входящим в многостаночный комплект).
по всем станкам, входящим в многостаночный комплект).

Рис. 3. График циклов многостаночника на синхронизированной поточной линии [25]

| – вспомогательное время на установку, снятие детали и управление станком; |

| – активное наблюдение за работой станка; |

| – время на подход к станку; |

| – машинное время. |
Производственная программа на поточных линиях, как правило, требует выполнения разных по технологическому содержанию и не полностью синхронизированных операций. В таких случаях при возможности в первую очередь выделяют операции (синхронизируют работу станков) с кратной продолжительностью свободного машинного времени. График циклов многостаночника для такого варианта представлен на рис. 4.
При проектировании многостаночного обслуживания не синхронизированных станков могут возникнуть следующие два варианта.
Вариант 1. Работа на не синхронизированных станках при условии:

где  – наибольшее оперативное время при работе на одном станке, мин;
– наибольшее оперативное время при работе на одном станке, мин;
Вариант 2. Работа на не синхронизированных станках при условии:

На рис. 5 приведен график работы многостаночника на поточной линии при различном времени обработки деталей (табл. 1) на станках при условии, что время занятости рабочего на многостаночном рабочем месте меньше наибольшего оперативного времени одного станка (  ).
).
Таблица 1
Составляющие времени цикла многостаночного обслуживания при
соотношении 
| Номер станка | ТМС + ТЗ | ТМС | ТЗ | ТСВ | ТП |
В данном случае время цикла равно наибольшему оперативному времени, то есть  и внутри цикла могут иметь место как перерывы в работе станков, так и свободное время рабочего.
и внутри цикла могут иметь место как перерывы в работе станков, так и свободное время рабочего.




Рис. 5. График циклов многостаночного обслуживания при не синхронизированной работе станков ( ) [25].

| – вспомогательное время на установку, снятие детали и управление станком; |

| – активное наблюдение за работой станка; |

| – время на подход к станку; |

| – машинное время; |

| – перерыв в работе станка; |

| – свободное время рабочего. |
На рис. 6 приведен график работы многостаночника на поточной линии при различном времени обработки деталей (табл. 2) на станках при условии, что время занятости рабочего на многостаночном рабочем месте больше наибольшего оперативного времени одного станка (  ).
).
В данном случае время цикла равно сумме времени занятости рабочего на всех обслуживаемых станках и внутри цикла имеются перерывы станков. Работать по этой схеме можно при плановой недогрузке поточной линии.

Рис. 6. График циклов многостаночного обслуживания при не синхронизированной работе станков ( ) [25].

| – вспомогательное время на установку, снятие детали и управление станком; |
|
| – активное наблюдение за работой станка; |

| – время на подход к станку; |

| – машинное время; |

| – перерыв в работе станка. |
Таблица 2
Составляющие времени цикла многостаночного обслуживания при
соотношении
| Номер станка | ТМС + ТЗ | ТМС | ТЗ | ТП |
В состав времени занятости внутри цикла включается как неперекрываемое, так и перекрываемое ручное и машинно–ручное время, в том числе:
- время на установку и снятие деталей;
- время на управление станками;
- время на смену инструментов, если смена производится после обработки каждой детали или нескольких одновременно обрабатываемых деталей;
- время на пробные и контрольные измерения деталей;
- основное машинно-ручное время;
- время активного наблюдения за обработкой;
- время на подходы к станку и на транспортировку деталей в пределах рабочего места;
- основное время кратковременных операций, если оно меньше вспомогательного времени на следующем станке, включая время переходов.
Нормирование труда и расчет количества станков, обслуживаемых одним рабочим на поточной линии, производится в следующем порядке.
1 Определяется основное (технологическое) время по всем операциям технологического процесса (  , мин.) с разделением его на машинное и машинно-ручное.
, мин.) с разделением его на машинное и машинно-ручное.
2 Находится вспомогательное время по всем операциям технологического процесса ( , мин.) с разделением его на неперекрываемое и перекрываемое.
При выполнении основного и вспомогательного времени рекомендуется пользоваться Общемашиностроительными нормативами на режимы резания и времени для технического нормирования работ на различных станках. Эти нормативные материалы составлены для различных типов производств.
3. Составляется планировка поточной линии.
4. Рассчитывается время активного наблюдения за работой станка по всем операциям технологического процесса.
В массовом производстве время активного наблюдения принимается равным машинному времени от момента пуска станка до начала резания. В первом приближении с достаточной точностью можно принимать его равным 5% от основного времени для всех станков, кроме многошпиндельных автоматов, для которых это время может доходить до 17%.
5. Определяется время на переходы от одного станка к другому. Это время устанавливается с учетом норматива 0,015 мин. на 1 метр пути в зависимости от планировок рабочих мест и выбранного маршрута.
6. Рассчитывается оперативное время( ) в минутах по всем операциям технологического процесса:
7. Рассчитывается свободное машинное время(ТМС, мин.) и время занятости(ТЗ, мин.) по всем операциям техпроцесса. Состав времени занятости ТЗ описан выше.
8. Предварительно поточная линия разбивается на многостаночные рабочие места, строятся графики многостаночной работы. Разрабатываются и осуществляются мероприятия по организационно-технологической синхронизации процесса обработки.
9. Определяется время цикла многостаночного обслуживания (ТЦ, мин.).
Из представленного выше материала следует, что длительность цикла многостаночного обслуживания зависит от принятого варианта обслуживания.
При работе многостаночника на синхронизированной поточной линии  при несинхронизированных станках и условии время цикла
при несинхронизированных станках и условии время цикла  при время цикла
при время цикла  .
.
10. Находится время занятости рабочего на многостаночном рабочем месте в течение цикла многостаночного обслуживания:

где п – количество станков в многостаночном комплекте, то есть занятость многостаночника в течение цикла многостаночного обслуживания равна сумме занятости многостаночника по всем станкам многостаночного рабочего места за время цикла ТЦ.
Далее, как отношение приведенной занятости рабочегонамногостаночном рабочем месте ко времени цикла, определяется коэффициент занятости многостаночника:

При этомкоэффициент занятости  не должен превышать допустимой величины [17].
не должен превышать допустимой величины [17].
При пользовании таблицей предварительно необходимо для каждого многостаночного рабочего места определить величины веса и расстояния перемещения деталей в течение смены.
Так как в процессе обработки вес детали меняется, то на первых операциях принимается вес, близкий к черновому, а на последних – близкий к чистовому.
Если рабочий перемещает деталь вместе с оправкой, то вес оправки прибавляется к весу детали. Если на оправке несколько деталей, то прибавляется вес оправки, деленный на количество деталей.
11. Уточняется время циклаТЦ с учетом значения коэффициента занятости КЗ.
12. Определяется количество деталей, обрабатываемых на многостаночном рабочем месте завремя циклаТЦ.
Следует помнить, что на поточных линиях с регламентированным тактом соблюдается условие: за время такта с каждой операции процесса должна сойти обработанная деталь. Ритмичность и пропорциональность в работе линии не нарушается, если на какой-либо операции занято два станка, каждый из которых обрабатывает одну деталь за два такта, либо на операции занят один станок, обрабатывающий сразу две детали за два такта.
13. Определяется время цикла в расчете на одну обработанную деталь (данные п. 11 делятся на данные п.12).
14. Определяется штучное время (  ) обработки детали для условий многостаночного обслуживания:
) обработки детали для условий многостаночного обслуживания:

где - основное время при многостаночном обслуживании,мин;
– вспомогательное время при многостаночном обслуживании, мин;
 – время организационного обслуживания станков при многостаночном обслуживании, мин;
– время организационного обслуживания станков при многостаночном обслуживании, мин;
 – время на техническое обслуживание станков при многостаночном обслуживании, мин;
– время на техническое обслуживание станков при многостаночном обслуживании, мин;
 – время на отдых и личные надобности, мин.
– время на отдых и личные надобности, мин.
Сумма основного времени и вспомогательного времени составляет оперативное время. Для условий многостаночной работы за оперативное время принимается время цикла многостаночного обслуживания в расчете на одну обработанную деталь (данные п.13).
Время организационного обслуживания многостаночного рабочего места (минут) рассчитывается по формуле:

где  – время цикла многостаночного обслуживания (или приведенное время цикла) в расчете на одну обработанную деталь (данные п.13);
– время цикла многостаночного обслуживания (или приведенное время цикла) в расчете на одну обработанную деталь (данные п.13);
 – время организационного обслуживания рабочего места в процентах от оперативного времени.
– время организационного обслуживания рабочего места в процентах от оперативного времени.
Время организационного обслуживания рабочего места обычно определяется в зависимости от типа обслуживаемых станков, от их количества и принимается в пределах 
Время технического обслуживания многостаночного рабочего места рассчитывается по формуле:

где  – время технического обслуживания рабочего места в процентах от оперативного времени.
– время технического обслуживания рабочего места в процентах от оперативного времени.
Время технического обслуживания рабочего места определяется также в зависимости от типа обслуживаемых станков, их количества. При проектировании многостаночного обслуживания его величина принимается в пределах 
Время на отдых и личные надобности рассчитывается по формуле:

где  – время на отдых и личные надобности в процентах от оперативного времени.
– время на отдых и личные надобности в процентах от оперативного времени.
Если многостаночное обслуживание входит в состав поточной линии, то должно быть выдержано соотношение:

где – штучное время при многостаночном обслуживании,мин.;
 – такт линии, мин.
– такт линии, мин.
Норма выработки деталей в смену по каждому станку многостаночного комплекта (шт.):

где  – продолжительность рабочей смены, минут;
– продолжительность рабочей смены, минут;
– норма штучного времени для условий многостаночной работы, мин./деталь.
Для установления расценки за деталь необходимо часовую тарифную ставку рабочего-многостаночника распределить пропорционально нормам выработки деталей в час с каждого станка многостаночного комплекта:

гдер – расценка за деталь;
 – часовая тарифная ставка рабочего-сдельщика;
– часовая тарифная ставка рабочего-сдельщика;
п – количество станков многостаночного комплекта;
 – норма выработки деталейв час по одному станку многостаночного комплекта.
– норма выработки деталейв час по одному станку многостаночного комплекта.
Для обоснования нормы обслуживания с учетом вероятностного характера времени занятости рабочего и правильного выбора метода обслуживания при проектировании многостаночного обслуживания применяют теорию массового обслуживания [12, 13].
Пусть один рабочий обслуживает i станков; каждый станок – источник заявок; остановка станка – подача заявки на обслуживание; интенсивность потока заявок, порождаемых каждым источником  ;интенсивность потока обслуживаний:
;интенсивность потока обслуживаний:

| (7.5) |
Заявка, пришедшая от станка (источника) в момент, когда рабочий (канал) занят, становится в очередь и ждет обслуживания. При этом станок может подать следующую заявку только в том случае, если поданная им предыдущая заявка уже обслужена.
Поскольку по окончании обслуживания станки не покидают систему, а остаются в ней и через некоторое время вновь подают заявку, то имеем замкнутую систему массового обслуживания (СМО), содержащую конечное число станков (источников заявок), каждый из которых может находиться в одном из двух состояний: активном или пассивном.
Активное состояние источника — это такое состояние, при котором уже обслужена поданная им последняя заявка. Пассивное состояниехарактеризуется тем, что поданная источником последняя заявка еще не обслужена, т. е. либо стоит в очереди, либо находится под обслуживанием.
Параметры и показатели многостаночного обслуживания при индивидуальной работе рабочего - многостаночника приведены в табл. 3 и 4.
Таблица 3
Параметрымногостаночногообслуживания как замкнутой одноканальной СМО [12, 13].
| № | Параметры | Обозначения, значения |
| Число каналов обслуживания (рабочих) | n = 1 | |
| Число обслуживаемых рабочим станков (источников заявок) | 
| |
| Интенсивность простейшего потока заявок, порождаемого каждым станком (источником) (заявок в мин.) | 
| |
| Интенсивность простейшего потока обслуживаний Поб (обслуживаний в мин.) | 

| |
| Производительность каждого станка (источника) при совершении им полезной работы в активном состоянии, изделий в мин. | l |
Таблица 4