Дріс №10. Блшектерді пісірумен жне балыма юмен жндеу
Алдын–ала пісіру мен балыма юды айырмашылытарын айындап алу керек.
Пісіру деп блшектер немесе оны жекелеген бліктері арасында атом аралы зара сер немесе молекулалы ілінісу кші рекеті салдарынан блінбейтін бірігуді пайда болу процесін айтады. Пісірумен металдарды жне металл емес материалдарды, мысалы, шыныларды, пластмассаларды жне басаларды біріктіреді. Суытай пісіруден баса пісіру кезінде бліктерді пісіріліп біріктірілетін жерлерін пластикалы (ысыммен пісіру) немесе балытылан (балыта пісіру) кйге дейін ыздырады. Металл жапсырмасы мен негізгі металдарды асиеттерін бірдей ылуа мтылады. Бл осылатын материалдарды жне пісіру режимдерін анытайды.
Жндеу мекемелерінде болаттан жасалан блшектерді жндеуге негізінен ол электрдоалы жне кейбір жадайларда ол-газбен пісіруді олданады. Шойыннан жасаландарды жндегенде блшекті тгелдей ыздырып, пісірілетін жерлерін ыздырып жне ыздырмай детте ол-газбен пісіруді жне кейбір жадайларда электрдоалы пісіруді пайдаланады. Тсті металдардан жасалан блшектерді ол-газбен немесе аргонды-доалы пісірумен жндейді.
Пісірумен блшектерді жекелеген бліктерін біріктіреді, жарытарын, кемшіндерін толтырады жне баса аауларын дрыстайды.
Балыма ю – балу температурасына дейін ыздырылан блшекті бетіне ажетті рамдаы балытылан металды жабыстыру процессі. Балыма ю кезінде металды жаылан абаты негізгі металмен металды байланыс жасау серінен берік біріктіріледі.
Балыма юды блшектерді лшемдерін бастапы алпына келтіру шін, балытылатын металды химиялы рамы мен рылымын дрыс тадау жолымен блшекті бетіне ажетті асиет беру шін олданады.
Балыма ю пісіруді бір трі. Біра балыма ю процессі пісіруден ерекшелінеді. Балыма ю кезінде пісіру процессі негізгі металды бетіне кейде асиеттері негізгі металды асиеттерінен згеше металл немесе орытпа абатын сіруге олданылады.
Соан байланысты балыма ю процесіне мынандай талаптар ойылады:
1) балыма йылан абатты белгіленген физика-химиялы асиеттерін амтамасыз ету шін балыма ю процесі жаылатын металды химиялы рамы мен рылымын згертпеу керек, яни балыма юда йылан абатта негізгі металл лесі аз болуы керек;
2) жнделетін блшекті беріктігін сатау шін балыма ю процесі оны химиялы рамын, рылымын жне кернеулік кйін згертпеуі керек;
3) балытылып йылан абат негізгі металмен берік ілінісуі керек.
Негізгі жне балытылан металдарды химиялы рамын, рылымын, физика-механикалы асиеттерін бастапы кйде сатау шін балытылатын металды асын ызуын болдырмау керек жне негізгі металды балытылан металмен араласып, асиеті шыл згерген шекаралы айма жасалуын болдырмау шін негізгі металды балытылан кйге дейін жеткізбеу керек. Сонымен бір уаытта ілінісуді е жоары беріктігіне жету шін йылатын металды аса ыздыру жне балыма йылатын блшекті бетін балыан кйге дейін жеткізу керек. Нтижесінде негізгі жне балытылан металдар араласып шекаралы тпе абат пайда болады.
Балыма ю жмыстарын екі тсілімен: олдан жне механикаландырылан – жргізіледі.
олдан балыма ю тсілдері мыналар:
- газбен;
- электрдоалы;
- аргонды-доалы.
Механикаландырылан балыма ю тсілдеріне мыналар жатады:
- флюс абаты астында;
- ораушы газ ортада;
- діріл доалы;
- плазма доалы;
- электр ожды ;
- индуктивті;
- йкеліспен.
Балытылатын металды жнделетін блшекті, оны пішінін, лшемдерін, техникалы талаптарды, жмыс шартын, балыма ю трін ескере отырып тадайды. Балытылатын материалды кп тарааны болат пісіру сымы. Кміртекті жне оспаланан сымдарды тозан блшектерді лшемдерін алпына келтіруге олданады. Жоары хромдалан Св-10Х13, Св-10Х17Т жне Св-08Х14ГТ сымдары балытылан абатты тозуа жне коррозияа тзімділігін амтамасыз етеді. Хромникельді аустенитті Св- 06Х19Н9 жне Св-06Х19Н9Т сымдарымен коррозия мен кавитацияа шырайтын блшектерге балыма яды.
олдан газбен пісіру жне балыма ю.Бл процестерде негізгі жне йылатын материалды балытатын жылу жаныш газдарды (ацетилин, пропан-бутан оспалары жне басалар) оттегімен тотытырудан алынады. Е ке тараан жаныш газ – ацетилин (10.1-сурет).
Оттегі мен ацетилинні атынасына арай жалын алыпты немесе бейтарап, кміртектендіргіш, тотытырушы болып блінеді. Бейтарап жалында оттегіні ацетилинні шамасына атынасы 1,0÷1,2. Кміртектендіргіште бл атынас 0,8÷0,9, тотытырушыда – 1,2÷1,5 болады.
Алюминий орытпаларынан, сондай-а рамындаы кміртегі 0,5% дейінгі болаттарды бейтарап жалынмен пісіреді. Кміртектендіруші жалын шойыннан жне рамындаы кміртегі 0,5% кп болаттарды пісіруге олданылады.
|
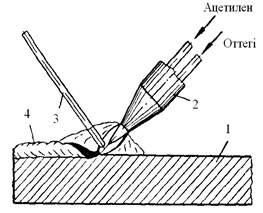
10.1 – сурет – газбен балыма ю
слбасы: 1 – балыма йылатын блшек;
2 – газды отты; 3 – оспалы материал;
4 – балытылан металл.
балымамен араласудан орайды. Кміртектендіргіш жалынды пайдалананда кміртек пен оспаларды жанып кетуі аз, балытылан абатты тыыздыы жоары. Балытылан абатты алыдыы 2,5-4,0 мм.
Газбен балыма юды кемшілігі балытылан абатты алыдыыны ртрлі болатыны.
Шойын блшектерді пісіру крделі процесс. Ол шойында кміртек пен кремнийді кптігіне, оны рылымыны ртрлілігіне жне температура згеруіне сезімталдыына байланысты. Шойынды пісірген кезде р жері ртрлі ызатындытан жне тез суынуы салдарынан жарытар, пісіру аймаында делуі иын аартылан, аттылыы жоары шойын пайда болады.
Шойын блшектерді екі жолмен: жылытып жне жылытпай пісіреді. Пішіні крделі емес жне лшемдері лкен емес шойын блшектерде жылытпай пісіруді олданады, ал пішіндері крделі блшектерді жылытып пісіреді.
Жылытып пісіруде шойынны ааруы жне алды кернеулер пайда болдырмауы шін алдын-ала блшекті 650-700ºС дейін ыздырады. Пісіру кезінде блшектін температурасы 350ºС тмен болмауы керек. Пісіруді аятааннан кейін айтадан блшекті 650-700ºС дейін ыздырады да, сонан со баяу суытады.
Пісіру кезінде аздап шойынны рамындаы кміртек пен кремний жанатыны себепті оны ааруы болады. Сапалы пісіру жапсарын алу шін оспа материалда 3,0-3,6% кміртек, 3,0-4,8% кремний, пісіру ваннасына ккіртті кетіру шін 0,5-0,8% марганец болуы керек.
Жылытпай пісіруде шойын сырытарды Б маркасын, жылытып пісіруде – А маркасын пайдаланады.
Алюминий мен алюминий орытпаларынан жасалан блшектерді пісіру оларды мынандай асиеттерімен айындалады:
1. балу температураларыны тмендігі (600º шамасында) жне жоары сйыты-аыштыымен;
2. жоары жылу ткізгіштігімен;
3. ауада балу температурасы 2050ºС болатын балуы иын тотыты
абы жасай алатын абілетімен:
4. пісіру жапсарында кеуектер пайда болуына келетін балытылан алюминийде сутегіні жоары ерігіштігімен.
Тотыты абатты еріту шін маркасы АФ-4А сияты флюстерді пайдаланады. Блшекті алдын-ала 300-350ºС дейін ыздырады. Алюминийді жарылып кетуге бейімділігін азайту шін оспа материалды рамына 3% аз емес кремний осады. Пісіру ваннасында сутегіні пайда болуыны алдын-алу шін пісіру алдында блшекті жылытып, флюсті ыздырып алу керек.
Электрдоалы пісіру жне балыма ю.Бл кезде электрод пен пісірілетін металл арасында пайда болатын электрмен пісіру доасы металдарды балытуа арналан жылу кзі болып табылады. Пісіру жапсарыны сапасы электродты диаметріне, оны типі мен маркасына, пісіру тоыны шамасына, доа кернеуіне, токты тегі мен полярлыына, пісіру жылдамдыына, жапсарды кеістікте орналасуына туелді. Электрдоалы олдан пісіру мен балыма юда кбіне зегі металл электрод пайдаланылады. Электродты абыыны рамына кіретін компоненттер тобы мынандай: тратандырушы, ож жасаушы, газ шыарушы, тотысыздандырушы, оспалаушы жне байланыстырушы. Электродтарды диаметрлерін 1,6-12,0 мм, зындытарын 225-450 мм етіп жасайды. Электродтарды типі мен маркасын жнделетін блшекті металыны химиялы рамына жне пісіру жапсарына немесе балытылан абата ойылатын талаптара туелді тадайды.
Электродты диаметрін балытылып йылатын абатты абатына туелді тадайды.
Пісіру тогыны шамасы электродты диаметріне туелді былай аныталады:
Inic = (20 + 4 dэл)· dэл ,(10.1)
мнда, Inic–пісіру тогыны шамасы, А;
dэл– электрод диаметрі, мм.
Доадаы кернеу электрод диаметріні 0,5-1,1 лесін райтын оны зындыына туелді. детте Umax 60 В. орек кзі ретінде траты ток та, айнымалы ток та олданылады. Токты тегі мен полярлыы жнделетін блшекті алыдыы мен химиялы рамына туелді тадалады. Жа металл мен жоары оспаланан болат кері полярлы траты токпен пісіріледі. Электр доасында жылуды лкен блігі анодта шоырланан. Сондытан егер блшекті ызуы аз болуы керек болса, оны катодпен осады, яни пісіру кері полярлы токпен жргізіледі. Айналмалы токты алыдытары орташа жне лкен кміртекті жне тмен оспаланан болаттарды пісіруге олданады.
Балыма йанда алдындаы ю білікшесіні еніні жабылатындай етіп, бірнеше абат етіп яды. рбір абатты яр алдында алдындаы абатты ождан тазалап алу керек. Балыма юда блінетін жылу маызды шамада. Сондытан жиырылып алулар болмауы шін алдындаы абат суйтындай зіліс жасап, абаттарды орналасу тртібін сатай балыма юды жргізу керек.
Шынытырылан блшектерді жндегенде жасып алулары болмауы шін балыма йылмайтын блігін суа батырып ояды. оспаланан болаттара балыма йды оларды алдын-ала ыздырып, жоары тыыздытаы токпен жргізеді.
олмен балыма юды жмыс клемі аз кезде жне жетуі иын жерлерді пісіргенде олданады. Бл процесті артышылыы – олайлылыы мен арапайымдылыы. Оны кемшіліктері - німділігі аз (балыма ю коэффиценті =5-7 г/(А · r), доаны тратылыы тмен жне балыма ю сапасы жоары емес.
дебиеттер: 2 нег. [43-47], 3 нег. [122-143], 5 нег. [81-148].
Баылау сратары:
1. Пісіру мен балыма ю процестеріні айырмашылытары андай?
2. Балыма ю процесіне андай талаптар ойылады?
3. Балыма ю процесі андай тсілдермен жргізіледі?
4. Пісіру тоыны шамасы алай аныталады?