Дріс №11. Блшектерді сірумен жндеу
Блшектерді металдаумен деу.Металдау процесіні маынасы балытылан металды арнайы дайындалан блшекті бетіне ауа немесе газ аынымен тозадатып жабыстыру. Балытылан металл бліктері алдын-ала кедір-бдыр етіп дайындалан блшекті бетіне соып, оны бетіндегі олылытарды толтырады, нтижесінде оларды механикалы бекітілуі, сондай-а тозадатылатын жне негізгі металдар арасында молекулалы бірігулер іске асырылады. Шынытыру, тотытыру жне атамалау нтижесінде тозадатып жабылан материалды аттылыы артады. Металдау газбен, электрдоалы, жоары жиіліктік жне плазмалы болып блінеді. Тозадатылан абатты тыыздыы бліктерді жылдамдыына, демек, сопло мен блшекті бетіне дейінгі ашытыа туелді.
|
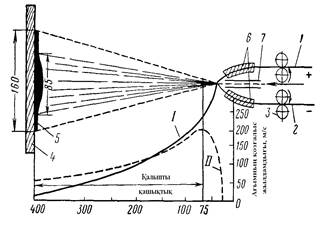
11.1 – сурет – электрдоалы
металдауды слбасы
тер етіп тозадатады. Балытылан металл блшектері 75-200 м/с жылдамдыпен шып, арнайы дайындалан блшекті бетінен жаылып, тозадатылан абат 5 жасайды. Бліктерді лшемдері металдау режиміне, тозадатылатын металды тегіне туелді. детте олар 0,01 ден 0,2-0,3 мм аралыында болады. Сыымдалан ауа аыныны жылдамдыы
(I исы) сопладан алыстаан сайын тез тмендейді жне 200-300 м ашытыта тозадатылан блшектерді жылдамдыынан (II исы) кем болады. Сондытае сопла мен блшекті бетіне дейінгі ашыты 75-150 мм болуы керек. Бл аралыта металл бліктеріні жылдамдыы е лкен, сондытан тозадатылан абатты сапасы да жоарыра болады.
Электрлік металдауды артышылыына оны німділігін жатызуа болады. Негізгі кемшіліктері: оспаланатын элементтерді жанып кетуі, тозаданатын металды тотыуы, тозадатылан абатты механикалы асиеттеріні тмендігі, тозадату кезінде металды кп шыындалуы.
Газбен тозадатуда тозадатылатын металды ацетилин-оттегі жалынымен балытады, ал тозадатуды сыымдалан ауамен немесе инертті газбен іске асырады. Сыымдалан ауаны шыыны 0,6-0,8 м3/мин, ысымы 3-5 кгс/см2. Ацетилинні ысымы 0,04-0,6 кгс/см2 ,ал шыыны 240-850 л/са. Оттегіні ысымы 2-7 кгс/см2 ,шыыны600-2100 л/са.
Тозадатылатын сым 4,5-6,0 м/мин жылдамдыпен арнайы беріліс механизмімен беріледі.
Болашаы бар дістерді бірі плазма-доалы металдау. Жоары ысымдаы газ ортасына лкен тыыздытаы электр тогын ткізгенде газ иондалады. О жне теріс зарядты иондармен бірге иондалан газда элекктрондар мен нейтрондар атомдары бар. Затты бндай кйі плазма деп аталады. Плазманы электр ткізгіштігі жоары жне зіні маында плазма бліктерін сыымдалып, ыса шоталып озалуа мжбрлейтін магнит рісін жасайды. Плазма аынындаы температура 1500ºС дейін жетеді.
Гальваникалы сірумен блшектерді жндеу.Металды гальваникалы сіру электролиз процесіне негізделген. Электролитке берілетін траты токты серінен о зарядты иондар (катиондар) катода, теріс зарядты иондар (аниондар) анода арай озалады.
Катода о иондар, анода теріс иондар жеткенде бейтарап атомдар пайда болады. Нтижесінде катод ретінде олданылатын алпына келтірілетін блшектен металл мен сутегі, анодтан – ышыл жне су алдыы блінеді. Металдар электролизі кезінде еритін жне ерімейтін анодтар олданылады.
Фарадей заы бойынша электролиз кезінде катодтан блінетін затты теориялы млшері мынандай:
GT =cIT, (11.1)
Мнда, GT– катодтан блінетін зат млшері, г;
с – электрохимиялы эквивалент, г/(А· са);
I – ток кші, А;
Т – электр тогыны электролит арылы ту уаыты, са.
Іс жзіндегі жабысатын зат млшері GФтеориялытан GTаз.
Іс жзіндегі жабысатын материал млшеріні GФтеориялыа GT атынасы ток бойынша шыым деп аталады жне п..к. сипаттайды:
 . (11.2)
. (11.2)
Хромдауда =12-18%, гальваникалы сіруді баса трлерінде – 60-90%.
Катода жабысан металл абатыны орташа алыдыы:
 , (11.3)
, (11.3)
 , (11.4)
, (11.4)
Мнда, h – абатты орташа алыдыы, мм;
GФ – іс жзінде жабысан металды массасы, г;
– блшекті жабылатын бетіні ауданы, дм;
– жабыстырылатын металды тыыздыы, г/см3 ;
DК – токты тыыздыы, А/дм2;
– ток бойынша шыым, %.
Тозан блшектерді лшемдерін алпына келтіру шін электролиттік хромдау, болаттау, мыстау жне никельдеу олданылады.
Блшектерді днекерлеумен жндеу.Днекерлеу деп атты кйдегі ыздырылан металл беттерін балу температуралары негізгі металдардікінен тмен ерітілген орытпалар (днекерлер) кмегімен блінбейтін бірігулер жасау процесін айтады.
Днекер ретінде беттерге жасы жаылатын металдар мен орытпалар пайдаланылады. Днекерлеу біріктірілетін материалдарды тйіскен жерлері 450ºС дейін ыздырылатын тменгі температуралыа жне жоары температуралыа блінеді.
Тменгі температуралы днекерлеуге ПОС-30, ПОС-40, ПОС-50, ПОС-61 жне баса балу температуралары 220-280ºС дейінгі алайы-орасынды днекерлер олданылады. Блар тменгі температураларда жмыс істейтін жауапты емес бірігулерге олданылады. Бл бірігулерді созуа беріктік шегі 2,8-3,2 кгс/мм2.
Жоары температуралы днекерлеуге мыс, кміс, никель жне соларды негізіндегі орытпалардан жасалан днекерлер жатады. Бл днекерлерді созуа беріктік шегі 30-35 кгс/мм2.
Днекерлеу процесіне біріктірілетін беттерді дайындау, оларды днекерді балу температурасына жаын шамада ыздыру, днекерді балыту жне сйы днекерді біріктірілетін беттерге жау жне олармен жмысты жапсарды толтыру жатады.
Днекерлеу алдында беттерді кір мен тотытардан мият тазалау ажет. Ол шін механикалы деуді, негіздермен майсыздандыруды жне ышылдармен улауды олданады. Біріктірілетін беттерді орау жне днекерлеу кезінде пайда болатын тотытарды кетіру шін нта немесе сйы флюстер олданылады. Днекерлеп болан со флюстерді алдыы сумен жуылып, кептіріледі. Днекерлеуді механикалы заымдалан, кбіне жарылып кеткен блшектерді жндеуге олданады.
йкеліске арсы орытпаларды айта йып блшектерді жндеу.йкеліске арсы оспалар йкелісті тмендету жне білік мойыныны тозуын азайту масатында сыранау мойынтіректерін айта юда ке олданылады. Бл масатта алайысы кп баббит, орасын-алайылы никель (БН) жне теллурлы баббиттер (БТ), орасынды ола жне т.б. олданылады.
Материалды тадау зіндік кшсалмаа жне мойынтірек бетіні жмыс процесіндегі температурасына туелді. Баббиттер шін рауалы зіндік кшсалма 75 кгс/см2 аспауы, жмыс температурасы 100ºС дейін болуы керек. орасынды ола зіндік кшсалма 200-250 кгс/см2 жне температура 140-160ºС кезінде пайдаланылады.
Мойнтіректерді йкеліске арсы орытпаны айта йып жндеу мойынтіректі дайындаудан, баббитті балытудан, баббитті мойынтірекке юдан, мойынтіректі механикалы деуден жне сапасын тексеруден трады.
Мойынтіректі майсыздандыру температурасы 80-90ºС каустикалы сода ерітіндісінде 10 минут ішінде стап жргізіледі. Сонан со мойынтіректі ысты сумен жуады жне кептіреді. Тозан баббит абатын механикалы деумен немесе ерітіп кетіреді. ыздырылан мойынтіректі майсыздандыраннан кейін балытылан баббит алдытары бар тигельге батырады, сонан со жабыса алдытарын кетіру шін оны бетін асбест тазалаышпен сртеді. Тазалап боланна кейін ішпекті геометриялы лшемлерін тексереді. йып боланна кейін мойынтіректі ішін жонып, содан кейін тексереді. Механикалы деуден кейінгі аяулар (раковина) саны мойынтіректі рбір жаында штен кп болмауы керек. Сонда да аяуды тередігі 1 мм аспауы, бетіні лшемі 2 мм аспауы керек.
|
|

Температура жоары кезде нта пластикалы кйге келеді жне ысым серінен бкіл сыылауларды толтырып, блшек бетіне берік жабысады (11.2-сурет). Процесті негізгі параметрлері – температура, ысым жне стау уаыты.
ысыммен ю ыздыран кезде алдымен пластикалы, сонан кейін ттыраынды кйге, ал салындатанда – айтадан атты кйге келетін термопластикалы полимерлер жаппаларды жауа олданылады. ысыммен ю арнайы ю машиналарында іске асырылады.
Полимер жаппаларымен блшектерді жндеуді артышылытары:
1) технологиялы процесті арапайымдылыы;
2) жаппаны химиялы тратылыыны жоарылыы;
3( майлау жо кезде де жеткілікті тозуа тзімділігі.
Полимер жаппаларды кемшіліктері:
1) жылуа тзімділігі тмен, кп жадайда 200-250ºС аспайды;
2) рауалы зіндік кшсалмаы лкен емес.
Желімдеп біріктіруді олданып блшектерді жндеу.Материалдарды желімдеу кейбір металл емес материалдарды металмен жеткілікті берік байланыс жасау асиеттеріне негізделген. Желімді термореактивтік немесе термопластикалы полимерлер негізінде жасайды. Металдарды желімдеу шін ртрлі желімдер пайдаланылады. Кшсалма тсетін блшектерге фенол-формальдегид, эпоксид, полиуретан, полиамид, полиэфир негізіндегі желімдер олданылады.
Желімдерді пайдалану блшекті жндеу процесін арапайымдандырады, жеделдетеді жне жндеу нын тмендетеді.
Желімдеу бірігулеріні кемшіліктері:
1) пайдалану температурасы тмен, 200-300ºС аспайды;
2) ркелкі тартуда беріктігі тмен;
3) ртрлі сырты факторлар серінен ескіруге бейім.
Тозан блшектерді алпына келтіруді тиімді дісін тадау.Жндеуді тиімді дісін тадау аауды сипаты, блшекті материалы, оны рылымы мен жасау технологиясыны ерекшеліктері, жмыс істеу шарты бойынша аныталады.
Жндеу дісін тадауа жндеу процесіні німділігін, олданылатын материалдар мен жабдытарды нын, жндеу жмысыны сериялылыын, жндеу жне беттік атайту нтижесінде блшекті шыдам мерзіміні жоарылау дрежесін анытайтын – техника-экономикалы крсеткіштер де, сондай-а жмысты санитарлы-гигиеналы шарттары да маызды сер етеді.
Машиналарды блшектерін жндеуді ртрлі тсілдеріні технологиясын талдау заымданан блшектерді маызды блігі тек жнделіп ана оймай, сонымен атар беріктендіру нтижесінде оларды уаыт орлары жааларымен салыстыранда артыыра болатындай ммкіндіктерді бар екенін крсетеді. Сондытан блшектерді жндеуді е тиімді тсілдерін тадаанда жндеуді нымен атар жнделген блшекті оны жаасымен салыстыранда істен шыпай жмыс істеуіні згеруін де ескеру керек.
В.В. Ефремов машина блшектерін жндеуді тадау дісіні мынандай ретін сынды;
1) блшектерді жндеуді техникалы ммкін тсілдеріні тізімін анытау;
2) жндеу мекемесіні бадарламасы негізінде жнделетін блшектерді партиясыны млшерін анытау;
3) тізімге кірген блшектерді жндеу тсілдеріні технологиялы процесін жасап, рбір тсіл бойынш наты мекемеде жндеу нын анытау.
4) жндеуді е тиімді тсілі тек е арзаны ана емес, сонымен атар жндеу аралы кезеін зартаты екенін де ескеріп, осы екі факторды байланыстыру керек. Осы масатта мынандай коэффициент енгізіледі:
 (11.5)
(11.5)
 (11.6)
(11.6)
мнда – Сжн –жнделген блшекті ны;
Lжн-жнделген блшекті уаыт оры;
Lжа-жаа блшекті уаыт оры.
Lжа – жаа блшекті тозуа сынаумен аныталады. Lжн ртрлі жндеу тсілдері шін лгілерді пайдалану шартына жаын жадайда тозуа сынаумен аныталады.
Нерлым  мні аз болса, сорлым жндеу тсілі тиімді М.А. Елизаветин е тиімді жндеу дісін бірнеше крсеткіштер бойынша немесе бір жалпылама крсеткішпен, мысалы салыстырмалы ны бойынша, яни блшекті жндеу ныны жндеуден кейінгі уаыт орына атынасы бойынша анытауды сынады. Соларды кейбіреулерін крсетейік.
мні аз болса, сорлым жндеу тсілі тиімді М.А. Елизаветин е тиімді жндеу дісін бірнеше крсеткіштер бойынша немесе бір жалпылама крсеткішпен, мысалы салыстырмалы ны бойынша, яни блшекті жндеу ныны жндеуден кейінгі уаыт орына атынасы бойынша анытауды сынады. Соларды кейбіреулерін крсетейік.
Жндеуді экономикалы тиімділігіні крсеткіші:
 , (11.7)
, (11.7)
мнда Сжа – жаа блшекті ны;
Сжн –тадалан діспен жнделген сол блшекті ны.
Жндеуді е тиімді дісі - Кэ шамасы лкен болатыны.
Уаыт орыны згеруіні крсеткіші:
 (11.8)
(11.8)
Жндеуді ртрлі дістері бойынша Кр-ді шамаларын салыстырып, оны е аз болатын тсілін тадаан жн.
дебиеттер: 2 нег. [47-60], 3 нег. [147-177], 5 нег. [178-250].
Баылау сратары:
1. Блшектерді металдаумен жндеу процесі алай жргізіледі жне оны артышылытары мен кемшіліктері андай?
2. Гальваникалы сірумен жндеуді трлері мен технологиясы андай?
3. Блшектерді днекерлеумен жндеу алай іске асырылады?
4. Блшектерді полимер жаппалармен жндеуді артышылытары андай?
5. Блшектерді алпына келтіруді тиімді дісі алай тадалады?