Дріс №13. Беттік пластикалы деформациямен беріктендіруші деу
Беттік пластикалы деформациямен (БПД) беріктендіруші деуді негізінен блшектерді шаршауа беріктігін арттыруа олданады. Беріктендіруге блшекті беттік абаттарында ішкі сыымдау кернеуін жасау жне кристалды рылымын майдалау есебінен кернеу шоырландырыштарды зиянды серін тмендетумен ол жеткізіледі.
Циклдік табасы айнымалы кшсалма шартында жне коррозиялы ортада жмыс істейтін блшектерді беттік атамалап беріктендірген ерекше тиімді.
Беттік атамалау (Б) материалды рылымын толы рекристализацияа жеткізбей беттік пластикалы деформациялау болып табылады. Пластикалы деформация тйіршіктерді майдалап, оларды лшемдеріні кішіреюіне келеді жне текстура жасайды.
атамалау кезінде металл тйіршіктеріні жылжуы жылжу сызыына жаын, кристалды торларды клемдеріні серпімді брмалануы, тйіршіктерді тры мен лшемдеріні згеруі болады. атамалау нтижесінде металды механикалы асиеттері згереді: деформацияа арсыласуыны барлы сипаттамалары седі, пластикалыы тмендейді жне аттылыы арттады, металды беткі абаттарыны беріктігі артады, алды кернеулерді блшекті имасында олайлы таралуы пайда болады. атамалаудан кейін беттік абатта алды сыымдаушы кернеуді шамасы 100 кгс/мм2 астам болатыны аныталан. алды сыымдаушы кернеу пайдалану кезінде сырты кшсалматардан болатын созушы кернеумен осылып, оны шамасын азайтады, демек, алды сыымдаушы кернеу жо кезбен салыстыранда беттік абата тсетін кшсалма азаяды. Бл алды сыымдаушы кернеуді пайдалы сері болып табылады.
БПД–ны екі дісі белгілі – статикалы жне соылы деформациялау.
Статикалы БПД–ге беттік домалату жне жаю, кернеулік беттік атамалау, тесіктерді шарикпен жне ралбілікпен калибрлеу жатады. Домалата таптауда рал ретінде ртрлі шариктер мен роликтер пайдаланылады. (13.1 – сурет).
|
|
маызды, сондай–а беріктендірілген абаттаы алды сыымдаушы кернеуді шамасы лкен. Бл кезде бетті кедір-бдырлылыы седі.
Беріктендіруші–тегістеуші домалатуда беттік абатты беріктенуі мен атар бетті кедір–бдырлыы 2 – 3 сыныпа кемиді (тазалыын 11 сыныпа дейін жеткізуге болады). Беріктендіруді нтижесі домалату режимдеріні (ысым, беріліс, жылдамды, ту саны) дрыс тадалуына жне ролик геометриясына туелді. ысым скен сайын атамаланан абат алыдыы седі, алды ысым белгілі бір мнге дейін седі де, сонан со атамалау абаты те лкен боланда тмендейді. Аз ысыммен домалатуда алды кернеуді жоары мндеріне жмыс пішініні исыты радиусы кішкентай роликтерді пайдаланумен жетуге болады.
Жаю болаттан, шойыннан жне тсті металдардан жасалан блшектерді ойы беттерін беріктендіруші деу шін олданылады. Тесіктерді жаю шін атты (реттелетін жне реттелмейтін) жне серпімді жайыштар олданылады.
Кернеулік беттік атамалауды маынасы баыты пайдалану кернеуімен баыттас статикалы кернеумен блшекті беттік пластикалы деформациялау болып табылады. Бндай атамалау болат блшектерді салыстырмалы зындыын ысартып, беттік абаттарыны аттылыын, беріктік жне аымдау шегін арттырады. Бл діс рессорларды беріктендіруде кеінен олданылады.
Тесіктерді шарикпен немесе ралбілікпен калибрлеу (статикалы беріктендіру) шін тесіктерден ысыла тетін беттері тегіс ралбілік немесе шарик пайдаланылады. Нтижесінде тесіктерді беттік микроаттылыы, оны тегістігі жне деу длдігі артады. Тесіктерді калибрлеу кезінде шойындара керосинді, ал болат пен олаа машина майын пайдаланады.
Соылы БПД іске асыру тсілдері мыналар: бытырамен деу, гидроабразивтік деу, центрден тепкіштік деу, бедер салу, дірілдеуші роликпен деу.
Бытырамен деуді негізінде бытыра аынны кинетикалы энергиясыны рекетімен материалды беттік пластикалы деформациялау жатыр. Бытырамен деуден алынатын сер негізінен аатамаланатын абатты тередігіне туелді жне бытыраны кинетикалы энергиясы мен атамалау затыымен аныталады. атамалау затыы тжірибе жолымен белгіленеді жне бірнеше секундтан бірнеше минута дейін созылады. атамаланан абат алыдыы бытыраны диаметрі мен шу жылдамдыынан тікелей туелділікте, ал материалды аттылыына кері туелділікте.
Бытырамен деу материалды беттік абаттарыны аттылыын, циклдік кшсалмапен жмыс істейтін блшектерді тзімділік шегін жне коррозия–шарушылы беріктігін арттырады. Бытырамен кез–келген пішіндегі ара да, тсті де металдардан жасалан блшектер делуі ммкін жне де болат блшектерге шойын немесе болат бытыра, ал тсті металдардан жасалан блшектерге алюминий немесе шыныдан жасалан бытыра олданылады.
Бытырамен деу бытыраа кинетикалы энергия беру тсілі бойынша блінеді. Жндеу-механикалы заводтарда бытырамен деу арнайы механикалы немесе пневматикалы ондырыларда орындалады. Е немді жне процесс тратылыын амтамасыз етуші ретінде механикалы-роторлы бытыра латырыштар ке таралан.
Гидроабразивтік деу процесіні маынасы – рамында ртрлі тйіршікті абразивтік материал бар сйы аыны 50-70 м/с жылдамдыпен делетін бетке латырады. Бл кезде абразивті тйіршік бетке соылып металды жоары абатын сыдырады, сонымен атар оны астындаы жа беттік абат пластикалы деформацияланады. Жмысшы оспа судан, электркорундтан, натрий нитридінен жне кальций осылан содадан трады.
Гидроабразивтік деу нтижесінде ааулы жоары абат 0,1 мм тередікке дейін сыдырылады, 0,2 мм тередікке дейін атамаланады, жа беттік абаттаы сыымдау кернеуіні шамасы 150 кгс/мм2 жетеді, бетті микрогеометриясы 8-11 сынып тегістігіне сйкес келеді.
Кернеу шоырланыштары бар блшектерді тзімділік шегі гидроабразивтік деуден кейін жалтыратумен салыстыранда 15% артады, сыранау йкелісі тозуа тзімділігі 25-30% седі. Гидроабразивтік деуді серіппелер мен тісті доалатарды, сондай-а беттерді гальваникалы жне полимерлік жабуа дайындау шін олданады.
Ортадан тепкіш деу кезінде айналып тран рсауды шет жиектерінде орналасан шариктерді немесе роликтерді кинетикалы энергиясы пайдаланылады. Шариктер рсауды арнаулы яларында еркін озалуы ммкін. рсау айналан кезде шариктер центрден тепкіш кш серіне яларынан азантай ана шыады, бл кезде олар беріктендірілетін бетті бірнеше айтара соылайды. Айналу жылдамдыы жне бойлы беріліс тратылыы блшекті біралыпты атамалануын амтамасыз етеді. Нтижесінде беттік абатты аттылыы маызды седі (80% дейін), беттік абаттаы алды сыымдау кернеуіні шамасы 80 кгс/мм2 жетеді, бетті тегістігі жасарады жне блшектерді шыдам мерзімі 3–10 есе артады. атамалау тередігі, сондай-а алды кернеуді шамасы беріктендіргіш пен блшекті зара озалыс жылдамдыы суімен, делетін бетті бастапы тегістігі – шарикті диаметрі жне оны рсаудан шыу шамасы артан сайын лкейеді. Беріктендіру кезінде рбір 5–10 мин кейін делетін бетті ршы майымен, вазелинмен немесе ндірістік майды керосинмен 50% оспасымен майлап тру керек. Білік 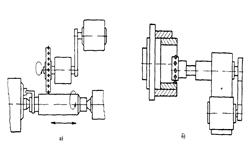
|
ортадан тепкіш деу.
сатылы біліктерді ктергіштік асиетін 1,5 есе жоарылатады.
Ірі габаритті блшектерге жне блшектегі ол жетуі иын жерлерге бедер салу шін пневматикалы балаларды олданады. Біра бндай атамалауды баылау иын. Станокты бедер салу атамалауды жетілдірілген тріне жатады. Бедер солатын ралдарды токарь станогіні рал кпшегіне бекітеді.
Дірілдеуші роликпен беттік беріктендіру атамалау мен бедер салуды біріктіріп, бір уаытта жасайтын рылымды пайдаланып іске асырылатын процесс болып табылады. Ролик серіппемен делетін бетке здіксіз басылып трады. Роликке берілген жиілікпен механикалы немесе пневматикалы рылымны кмегімен соы жасалып трады. Бл тсілді артышылытары ралды рылымыны арапайымдыы, габариттік лшемдеріні кішілігі жне атамаланатын абатты тередігі (20 мм дейін).
Дірілдеуші роликпен беттік беріктендіру айнымалы майысу кезінде жмыс істейтін блшектерді тзімділік шегін 3 еседен аса арттыруа ммкіндік береді. Бл тсілді бранданы беріктендіруде кеінен олданады.
азіргі кезде беріктендіруді тсілдеріні бірі – жылу-механикалы деу (ЖМ) ке таралуда. Оны маынасы деформация мен жылулы деуді бірге жасау. Бл деуде фазалы згеру аралы рылымды (аустенитті) алдын-ала атамалау серінен жреді. Егер аустенитті пластикалы деформациясы берілген орытпаны рекристаллизациялану температурасынан жоары температурада жргізілсе, онда жылу-механикалы деу жоары температуралы (ЖЖМ) деп аталады. Егер ол деформация рекристаллизациялану температурасынан тмен температурада жргізілсе, онда тменгі температуралы (ТЖМ) деп аталады.
ТЖМ детте оспаланан, рылымды болаттарды беріктендіруге олданады. ТЖМ кезінде деформация дрежесі (50÷90%) ЖЖМ салыстыранда (  ) лдеайда жоары. Жылу-механикалы деу болатты беріктілік сипаттарын арттыруа лкен сер етеді: рылымды оспаланан болатты беріктілік шегі
) лдеайда жоары. Жылу-механикалы деу болатты беріктілік сипаттарын арттыруа лкен сер етеді: рылымды оспаланан болатты беріктілік шегі  кгс/мм2, салыстырмалы заруы
кгс/мм2, салыстырмалы заруы  , соылы ттырлыы
, соылы ттырлыы  кгс*м/см2, бл деттегі шынытыру мен жасытудан кейін алынатын параметрлерден лдеайда жоары. ЖМ кейінгі беріктендіру болаттаы кміртек концентрациясына туелді. Механикалы сипаттарды е жоары мндеріне рамында 0,5-0,6% кміртегі бар болаттарда жетуге болады.
кгс*м/см2, бл деттегі шынытыру мен жасытудан кейін алынатын параметрлерден лдеайда жоары. ЖМ кейінгі беріктендіру болаттаы кміртек концентрациясына туелді. Механикалы сипаттарды е жоары мндеріне рамында 0,5-0,6% кміртегі бар болаттарда жетуге болады.
ТЖМ кемшілігі аттылыы мен беріктігі жоары боландытан одан кейін механикалы деу иындайды, сондай-а блшектер 100-1500С жоары температурада пайдаланан жадайда беріктендіруді сері тмендейді. Аустенитті болаттар мен орытпаларда ЖЖМ пайдалананда беріктендіруді сері 900-9500С дейін саталады.
дебиеттер: 2 нег. [48-52], 3 енг. [190-196], 5 нег. [232-237].
Баылау сратары:
1. Пластикалы деформациямен беттік беріктендіруші деуді трлері андай?
2. Бытырамен деу алай жргізіледі?
3. Гидроабразивтік деуд маынасы андай?
4. Жылу-механикалы деуді трлері андай?