КЛАССИФИКАЦИЯ КОКИЛЬНЫХ МАШИН
Кокиль — металлическая форма, заполняемая металлом под давлением гравитационных сил. В кокилях изготовляют отливки из цветных и черных сплавов самой разнообразной конфигурации и размеров. 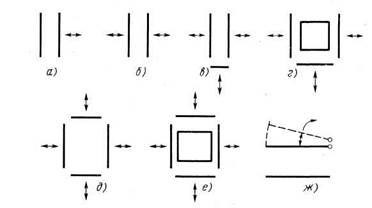 Преимущества литья в кокиль по сравнению с литьем в песчаные формы следующие: повышается точность размеров отливок, уменьшается шероховатость поверхности, увеличивается плотность; процесс легко поддается механизации и автоматизации, удается снизить до минимума, а иногда и полностью исключить расход формовочных и стержневых смесей, что дает большую экономию в производстве отливок и в капитальных затратах при строительстве литейных цехов. Все это позволяет широко использовать кокильное литьеособенно в серийном и массовом производстве. Для мелкосерийного и единичного производства применение кокильного литья ограничено вследствие высокой стоимости кокилей; при массовом производстве отливок из цветных сплавов больший экономический эффект во многих случаях дает литье под давлением.
Преимущества литья в кокиль по сравнению с литьем в песчаные формы следующие: повышается точность размеров отливок, уменьшается шероховатость поверхности, увеличивается плотность; процесс легко поддается механизации и автоматизации, удается снизить до минимума, а иногда и полностью исключить расход формовочных и стержневых смесей, что дает большую экономию в производстве отливок и в капитальных затратах при строительстве литейных цехов. Все это позволяет широко использовать кокильное литьеособенно в серийном и массовом производстве. Для мелкосерийного и единичного производства применение кокильного литья ограничено вследствие высокой стоимости кокилей; при массовом производстве отливок из цветных сплавов больший экономический эффект во многих случаях дает литье под давлением.
Рис. 1. Схемы расположения плит у кокильных машин различной конструкции:
а— с одной подвижной и одной неподвижной плитой с вертикальным разъемом плит; б — с двумя подвижными плитами с вертикальным разъемом плит; в — с двумя подвижными плитами и поддоном; г — с четырьмя (тремя) подвижными плитами и поддоном; д — с двумя подвижными плитами, поддоном и крышкой; е — с четырьмя (тремя) подвижными плитами, поддоном и крышкой; ж — с одной подвижной плитой (с последующим поворотом) с горизонтальным разъемом плит
При литье в кокиль могут быть механизированы следующие операции: раскрывание и закрывание кокилей, установка и удаление металлических стержней, удаление отливок из кокилей, покрытие внутренней поверхности кокиля термоизоляционной облицовкой, охлаждение и нагрев кокилей, заливка кокилей металлом.
В зависимости от сложности отливок, получаемых на кокильных машинах, требуется определенное количество разъемов кокиля и то или иное количество стержней, вводимых в форму с различных сторон.
На рис. 27.1 показаны схемы расположения плит на различных кокильных машинах, применяемых в зависимости от конфигурации получаемых отливок. Различают машины с вертикальным разъемом кокилей, которые бывают следующих типов: с одной подвижной и с одной неподвижной плитой, с двумя подвижными плитами, с тремя (четырьмя) подвижными плитами, с подвижными плитами, поддоном и крышкой для извлечения стержней и машины с горизонтальным разъемом кокилей.
Изготовляют также кокильные машины с наклонным и сложным разъемом кокилей, которые обычно предназначены для получения какой-либо конкретной отливки.
По роду привода кокильные машины бывают с механическим, пневматическим и гидравлическим приводом.
По числу позиций различают однопозиционные и многопозиционные, причем во многих случаях многопозиционные машины представляют собой группу однопозиционных машин, установленных на карусельный стол. Для многопозиционных машин наиболее важными классификационными признаками (помимо признаков входящих в них однопозиционных машин) являются положение оси вращения карусели (горизонтальное, вертикальное) и характер движения карусели (непрерывный, пульсирующий).
Кроме того, к важным параметрам кокильных машин относятся усилие смыкания (размыкания) кокиля и усилие извлечения металлических стержней.
Для количественной оценки усилия залитого металла на стенки кокиля можно использовать выражение 
где g — ускорение свободного падения; р — плотность заливаемого металла; Н — расстояние от поверхности литниковой чаши до центра тяжести отливки; F — площадь сечения отливки.