Микроинтерференционный метод
Реферат
по дисциплине
«Трибология»
Студент группы БМП 14-02 И.А. Черкасов
Профессор Ф.Ш. Забиров
Уфа 2016
СОДЕРЖАНИЕ
1 Шероховатость поверхности………….…………………………………….….3
2 Методы……………………………………………………………………..……4
2.1 Щуповой метод………………………………………………………….4
2.2 Оптический метод…………………………………….………………...4
2.3Растровый метод……………………………………………..………….4
2.4 Метод светового сечения……………………………………..……..…5
2.5Теневой метод сечения………………………………………..………...5
2.6 Микроинтерференционный метод………….………………..…..…….5
2.7 Метод слепков…………………………………………………..….…...5
Геометрические характеристики изделий. Структура поверхности..............7
4 Параметры шероховатости поверхности…………….………....………..…..10
Перечень библиографических источников………………………………….....18
1 Шероховатость поверхности [6]
Шероховатость поверхности — это совокупность неровностей обработанной поверхности с относительно малыми шагами.
Шероховатость поверхности принято определять по ее профилю, который образуется в сечении этой поверхности плоскостью, перпендикулярной к номинальной поверхности. При этом профиль рассматривается на длине базовой линии, используемой для выделения неровностей и количественного определения их параметров.
Виды шероховатости:
—исходная шероховатость – следствие технологической обработки изделия абразивными материалами;
—эксплуатационная шероховатость – шероховатость, которую приобрела поверхность вследствие изнашивания и трения;
—равновесная шероховатость – эксплуатационная шероховатость, которая воспроизводится при стационарных условиях трения.
2 Методы измерения шероховатости [2,4]
Щуповой метод
Щуповой метод измерения шероховатости поверхности относится к контактным и реализуется с помощью профилометра. Прибор представляет собой датчик, оснащённый тонкой остро заточенной алмазной иглой с ощупывающей головкой.
Игла перемещается по нормали к исследуемой поверхности. Естественно, в местах микронеровностей (впадин и выступов) возникают механические колебания относительно головки. Эти колебания передаются на датчик, который преобразует механическую энергию в электрическую. Сигнал, генерируемый преобразователем, усиливается и измеряется: его параметры точно характеризуют неровности поверхности детали или изделия.
В зависимости от типа преобразователя полезных сигналов профилометры подразделяются на индуктивные, электронные, индукционные и пьезоэлектрические, причём наибольшее распространение получили устройства первого вида. Кроме этого, существует ещё одна разновидность приборов – профилографы, позволяющие не только измерить но и записать параметры профиля в заранее подобранном горизонтальном и вертикальном масштабах.
Измерения происходят с помощью профилографов. Профилограф служит для контроля параметров шероховатости поверхности, однако, результаты измерений представляется в виде кривой, которая характеризует волнистость и шероховатость. Обработку кривой – профилограммы – проводят графоаналитическим методом.
Принцип действия профилографа, игла перемещается по нормали к исследуемой поверхности; от неё на преобразователь, а затем на электронный усилитель поступает сигнал, который, однако, не отражается на экране, а отображается графически. Профилограмма записывается в увеличенном масштабе (увеличение по горизонтали до 100000 раз, по вертикали 400-200000 раз) – это делает её расшифровку гораздо удобнее.
Действие профилографа основано на ощупывании контролируемой поверхности заточенной иглой с малым радиусом закругления и преобразовании её колебаний в электрический сигнал индуктивным или другим методом.
Оптический метод
Группа оптических – бесконтактных – способов измерения шероховатости поверхности достаточно обширна. Самыми распространёнными входящими в неё методами являются следующие:
– светового и теневого свечения;
– микроинтерференционный;
– растровый.
Растровый метод
Суть данного метода достаточно проста: на исследуемую поверхность накладывается изготовленная из стекла пластинка, на которую нанесена растровая сетка (система равноудалённых параллельных линий) с достаточно малым шагом.
При наклонном падении световых лучей в местах микронеровностей штрихи отраженной сетки накладываются на штрихи реальной – возникают муаровые полосы, свидетельствующие о наличии впадин и выступов на изучаемой поверхности. Точное измерение параметров неровности осуществляется по изложенной в ГОСТ методике с помощью растрового микроскопа.
Стоит отметить, что данный метод используется при исследовании лишь тех поверхностей, следы обработки на которых имеют преимущественное направление.
Метод светового сечения
Метод светового свечения при измерении параметров неровности применяется наиболее часто и заключается в следующем. Исходящий от источника света световой поток преобразуется в тонкий пучок, проходя через узкую щель. Далее он с помощью объектива под определённым углом направляется на исследуемую поверхность. Отраженный луч снова проходит через объектив и формирует изображение щели в окуляре. Абсолютно ровная поверхность соответствует идеально прямой светящейся линии, шероховатая поверхность – искривлённой.
Теневой метод сечения
Теневой метод является «продолжением» светового: на небольшом расстоянии от изучаемой поверхности устанавливается линейка, ребро которой скошено. Пучок света проходит тот же путь, однако, словно ножом срезается ребром. На контролируемой поверхности появляется тень, верхняя часть которой точно повторяет изучаемый профиль. Рассматривая это изображение в микроскоп, делают выводы о характере и параметрах шероховатости.
Микроинтерференционный метод
Для реализации микроинтерференционного метода используют измерительный прибор, в состав которого входит интерферометр и измерительный микроскоп. С помощью первого устройства формируется интерференционная картина исследуемой поверхности с искривлениями полос в местах неровностей. Увеличивающий в разы полученную картину микроскоп позволяет измерить параметры шероховатости.
Метод слепков
Описанный ниже метод используют для оценки шероховатостей труднодоступных поверхностей и поверхностей, имеющих сложную конфигурацию.
Метод слепков заключается в снятии негативных копий (материалом для их изготовления, как правило, служит парафин, гипс или воск) поверхности и их дальнейшем исследовании оптическими или щуповым методами. Иными словами, метод слепков не является самостоятельным методом и используется лишь в сочетании с вышеописанными способами измерения шероховатости поверхности.
3 Геометрические характеристики изделий. Структура поверхности. Профильный метод [2,3]
Гост устанавливает термины, определения и параметры для оценки структуры поверхности (шероховатость, волнистость и первичный профиль) при помощи методов профилирования.
Фильтр профиля- фильтр, который разделяет профили на длинноволновые и коротковолновые компоненты. В инструментах для оценки профилей шероховатости, волнистости и первичного профиля используют три фильтра (рисунок 1).

Рисунок 1 - Характеристики передачи профилей шероховатости и волнистости
Фильтры профиля:
S – фильтр определяет пересечение между шероховатостью и еще более коротковолновыми компонентами, имеющимися на поверхности;
С – фильтр, который определяет пересечение между компонентами шероховатости и волнистости;
f – фильтр, который определяет пересечение между шероховатостью и еще более длинноволновыми компонентами, имеющимися на поверхности.
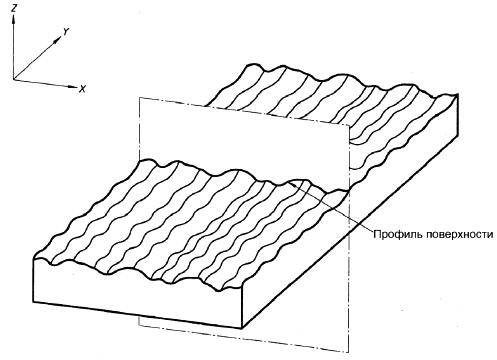
Рисунок 2 - Профиль поверхности
Профиль поверхности образуется в результате пересечения реальной поверхности указанной плоскостью (рисунок 2). На практике обычно выбирают плоскость с нормалью, которая номинально располагается параллельно реальной поверхности и в соответствующем направлении.
Виды профилей:
—профиль первичный — профиль служит основой для оценки параметров первичного профиля;
—профиль шероховатости — профиль, полученный из первичного профиля путем подавления длинноволнового компонента при помощи фильтра профиля. Профиль шероховатости служит основой для оценки параметров профиля шероховатости;
—профиль волнистости — профиль полученный путем последовательного применения фильтра профиля f и фильтра профиля С к первичному профилю, с подавлением длинноволнового компонента фильтром профиля f , а также подавления коротковолнового компонента фильтром профиля С .
Элемент профиля пик профиля и прилегающая впадина профиля (рисунок 3). Положительную или отрицательную часть оцениваемого профиля в начале или в конце базовой длины следует всегда считать пиком или впадиной профиля. При определении числа элементов профиля на протяжении нескольких последовательных вариантов базовой длины пики и впадины оцениваемого профиля в начале или в конце каждой базовой длины учитывают только один раз в начале каждой базовой длины.
Рисунок 3 - Местный угол наклона
Местный угол наклона  (local slope ): Наклон оцениваемого профиля в положении. Числовое значение местного угла наклона и, следовательно, параметры , и серьезно зависят от расстояния до ординаты X.
(local slope ): Наклон оцениваемого профиля в положении. Числовое значение местного угла наклона и, следовательно, параметры , и серьезно зависят от расстояния до ординаты X.
Формула для расчета местного угла наклона:

Представленная выше формула должна использоваться для расстояния до образца, где zi - высота i-той точки профиля, а X - расстояние между смежными точками профиля.
Обозначение:
Zp высота пика профиля– расстояние между осью X и самой высокой точкой пика профиля;
Zv глубина впадины профиля – расстояние между осью X и самой низкой точкой впадины профиля;
Zt высота элемента профиля – сумма высоты пика и глубины впадины элемента профиля;
Xs ширина элемента профиля – длина сегмента оси X , пересекающегося с элементом профиля;
Ml(c) длина материала профиля при уровне с – сумма полученных длин срезов, которые пересекаются с элементом профиля по линии, параллельной оси X при заданном уровне с.
4 Параметры шероховатости поверхности [1,5]
ГОСТ 2789–73 распространяется шероховатость поверхности изделий независимо от их материала и способа изготовления (получения поверхности). Он устанавливает перечень параметров и типов направлений неровностей, которые должны применяться при установлении требований и контроле шероховатости поверхности, числовые значения параметров и общие указания по установлению требований к шероховатости поверхности.
Так же не распространяется на шероховатость ворсистых и других поверхностей, характеристики которых делают невозможным нормирование и контроль шероховатости имеющимися методами, а также на дефекты поверхности, являющиеся следствием дефектов материала (раковины, поры, трещины) или случайных повреждений (царапины, вмятины и т. д.).
Требования к шероховатости поверхности должны устанавливаться, исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости поверхности не устанавливаются и шероховатость этой поверхности контролироваться не должна.
Требования к шероховатости поверхности должны устанавливаться путем указания параметра шероховатости (одного или нескольких) из перечня, приведенного в ниже, значений выбранных параметров и базовых длин, на которых происходит определение параметров.
Если параметры Ra, Rz, Rmax определены на базовой длине в соответствии с таблицами 1 и 2, то эти базовые длины не указываются в требованиях к шероховатости.
Таблица 1 – Соотношение значений параметраRaи базовой длиныl
| Ra, мкм | l, мм |
| До 0,025 | 0,08 |
| Св. 0,025 » 0,4 | 0,25 |
| » 0,4 » 3,2 | 0,8 |
| » 3,2 » 12,5 | 2,5 |
| » 12,5 » 100 | 8,0 |
Таблица 2 – Соотношение значений параметровRz, Rmaxи базовой длины l
| Rz=Rmax, мкм | l, мм |
| До 0,10 | 0,08 |
| Св. 0,10 » 1,6 | 0,25 |
| » 1,6 » 12,5 | 0,8 |
| » 12,5 » 50 | 2,5 |
| » 50 » 400 |
При необходимости дополнительно к параметрам шероховатости поверхности устанавливаются требования к направлению неровностей поверхности, к способу или последовательности способов получения (обработки) поверхности.
Для номинальных числовых значений параметров шероховатости должны устанавливаться допустимые предельные отклонения.
Допустимые предельные отклонения средних значений параметров шероховатости в процентах от номинальных следует выбирать из ряда 10; 20; 40(таблица 3). Отклонения могут быть односторонними и симметричными.
Таблица 3 – Среднее арифметическое отклонение профиля Ra
В микрометрах
| 10,0 | 1,00 | 0,100 | 0,010 | |
| 8,0 | 0,80 | 0,080 | 0,008 | |
| 6,3 | 0,63 | 0,063 | - | |
| 5,0 | 0,50 | 0,050 | - | |
| 4,0 | 0,40 | 0,040 | - | |
| 3,2 | 0,32 | 0,032 | - | |
| 2,5 | 0,25 | 0,025 | - | |
| 2,0 | 0,20 | 0,020 | - | |
| 16,0 | 1,60 | 0,160 | 0,016 | - |
| 12,5 | 1,25 | 0,125 | 0,012 | - |
Требования к шероховатости поверхности не включают требований к дефектам поверхности, поэтому при контроле шероховатости поверхности влияние дефектов поверхности должно быть исключено. При необходимости требования к дефектам поверхности должны быть установлены отдельно.
Допускается устанавливать требования к шероховатости отдельных участков поверхности (например, участкам поверхности, заключенным между порами крупнопористого материала, к участкам поверхности срезов, имеющим существенно отличающиеся неровности).
Требования к шероховатости поверхности отдельных участков одной поверхности могут быть различными.
Параметры шероховатости (один или несколько) выбираются из приведенной номенклатуры:
l– базовая длина (таблица 7);
Ra – среднее арифметическое отклонение профиля;
Rz – высота неровностей профиля по десяти точкам;
Rmax – наибольшая высота профиля (таблица 6);
Sm – средний шаг неровностей;
S – средний шаг местных выступов профиля (таблица 4);
tp – относительная опорная длина профиля, где р - значения уровня сечения профиля (таблица 5).
Параметр Ra является предпочтительным.
| Таблица 4 – Средний шаг неровностей Sm и средний шаг неровностей по вершинам S В микрометрах |
| - | 10,0 | 1,00 | 0,100 | 0,010 |
| - | 8,0 | 0,80 | 0,080 | 0,008 |
| - | 6,3 | 0,63 | 0,063 | 0,006 |
| - | 5,0 | 0,50 | 0,050 | 0,005 |
| - | 4,0 | 0,40 | 0,040 | 0,004 |
| - | 3,2 | 0,32 | 0,032 | 0,003 |
| - | 2,5 | 0,25 | 0,025 | 0,002 |
| - | 2,0 | 0,20 | 0,020 | - |
| - | 1,00 | 0,160 | 0,0160 | - |
| 12,5 | 1,25 | 0,125 | 0,0125 | - |
| Таблица 5 – Относительная опорная длина профиля tp В процентах |
| Таблица 6 – Ряд числовых значений уровня сечения профиля p от Rmax В процентах |
| Таблица 7 – Ряд числовых значений базовой длины l В миллиметрах |
| 0,01 | 0,03 | 0,08 | 0,25 | 0,80 | 2,5 |
Направление сечения не оговаривается, если требования технической документации относятся к направлению сечения на неверности, которое соответствует наибольшим значениям высотных параметров.
Сечение поверхности, перпендикулярной к ней плоскостью дает представление о профиле её рельефа: о количестве, форме и величине выступов и впадин неровностей (рисунок 1).

|
| Рисунок 4 – Профиль шероховатости поверхности и его характеристики |
Практически высота выступов и впадин микронеровностей поверхности находится в пределах от 0,08 до 500 микрометров и более (таблица 8) .
| Таблица 8 – Высота неровностей профиля по 10 точкам Rz и наибольшая высота неровностей профиля Rmax В микрометрах |
| - | 10,0 | 1,00 | 0,100 | ||
| - | 8,0 | 0,80 | 0,080 | ||
| - | 6,3 | 0,63 | 0,063 | ||
| - | 5,0 | 0,50 | 0,050 | ||
| - | 4,0 | 0,40 | 0,040 | ||
| - | 3,2 | 0,32 | 0,032 | ||
| - | 25,0 | 2,5 | 0,25 | 0,025 | |
| - | 20,0 | 2,0 | 0,20 | - | |
| 16,0 | 1,60 | 0,160 | - |
Важной геометрической характеристикой качества поверхности является направленность штрихов (ГОСТ 2889-–73) – следов механической и других видов обработки (таблица 9). Она влияет на износостойкость поверхности, усталостную прочность, прочность прессовых соединений. В ответственных случаях конструктор должен оговаривать направленность следов обработки на поверхности детали. Это может оказаться необходимым, например, в связи с направлением относительного скольжения сопряженных деталей или с необходимостью их неподвижного прочного соединения.
Таблица 9 – Типы направлений неровности поверхностей
| Типы направлений неровностей | Схематическое изображение | Пояснение |
| Параллельное |

| Параллельно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
| Перпендикулярное |

| Перпендикулярно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
| Перекрещивающееся |

| Перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
| Произвольное |

| Различные направления по отношению к липни, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
| Кругообразное | 
| Приблизительно кругообразно по отношению к центру поверхности, к шероховатости которой устанавливаются требования |
| Радиальное | 
| Приблизительно радиально по отношению к центру поверхности, к шероховатости которой устанавливаются требования |
| Точечный |

| В виде точек произвольно расположенных по отношению к линии, изображающей на чертеже поверхность |
Таблица 10 – Термины и определения
| Наименование параметров шероховатости | Условное обозначение | Определение |
| Номинальная поверхность | Поверхность, заданная в технической документации без учета допускаемых отклонений | |
| Базовая линия (поверхность) | Линия (поверхность) заданной геометрической формы, определенным образом проведенная относительно профиля (поверхности) и служащая для оценки геометрических параметров поверхности | |
| Нормальное сечение | Сечение, перпендикулярное базовой поверхности | |
| Базовая длина | l | Длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности |
| Средняя линия профиля | m | Базовая линия, имеющая форму номинального профиля и проведенная так, чтоб в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально |
| Выступ профиля | Часть реального профиля, соединяющая две соседние точки пересечения его со средней линией профиля, направленная из тела | |
| Впадина профиля | Часть реального профиля, соединяющая две соседние точки пересечения его со средней линией, направленная из тела | |
| Линия выступов профиля | Линия проходящая через высшую точку профиля в пределах базовой длины | |
| Линия впадин профиля | Линия проходящая через низшую точку профиля в пределах базовой длины |
Продолжение таблицы 10–Термины и определения
| Наименование параметров шероховатости | Условное обозначение | Определение |
| Линия впадин профиля | Линия, эквидистантная средней линии, проходящая через низшую точку профиля в пределах базовой длины | |
| Неровность профиля | Выступ профиля и сопряженная с ним впадина профиля | |
| Направление неровностей поверхности | Условный рисунок, образованный нормальными проекциями экстремальных точек неровностей поверхности на среднюю поверхность | |
| Шероховатость поверхности | Совокупность неровностей поверхности с относительно малыми шагами. выделенная с помощью базовой длины | |
| Шаг неровностей профиля | Отрезок средней линии профиля, ограничивающий неровность профиля | |
| Шаг местных выступов профиля | Длина отрезка средней линии между проекциями на нее двух наивысших точек соседних местных выступов профиля | |
| Средний шаг неровностей | Sm | Среднее арифметическое значение шага неровностей профиля в пределах базовой длины |
| Средний шаг неровностей профиля по вершинам | S | Среднее арифметическое значение шага неровностей профиля по вершинам в пределах базовой длины |
| Наибольшая высота профиля | Rmax | Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины |
| Отклонение профиля | Y | Расстояние между любой точкой профиля и средней линией |
| Опорная длина профиля | p | Сумма длин отрезкой в пределах базовой длины, отсекаемых на заданном уровне. |
Продолжение таблицы 10–Термины и определения
| Наименование параметров шероховатости | Условное обозначение | Определение |
| Относительная опорная длина профиля | 
| Отношение опорной длины профиля к базовой длине |
| Уровень сечения профиля | p | Расстояние между линией выступов профиля и линией, пересекающей профиль эквидистантной линии выступов профиля |