Дефекти стикового, точкового, шовного і рельєфного зварювання
ДЕФЕКТИ І КОНТРОЛЬ ЯКОСТІ ЗВАРНИХ з’єднань
КОРОТКІ ТЕОРЕТИЧНІ ВІДОМОСТІ
Дефекти стикового, точкового, шовного і рельєфного зварювання
Зовнішні дефекти виявляються чи оглядом обмірюванням, а внутрішні при руйнуванні чи з'єднання його іспиті приладами (останнє не завжди можливо).
Допустимість тих чи інших дефектів при кожнім виді зварювання визначається ТУ на виріб відповідно до яких контролюють з'єднання. Дефекти з'являються при порушеннях технології підготовки, зборки і зварювання деталей, а також при наступній обробці. На появу дефектів також впливає знос електродів, зміна характеристик машини і її вузлів, коливання напруги й ін.
Головне в контролі - попередження браку. Автоматизація контролю, гарне знання причин утворення і способів усунення дефектів полегшують цю задачу.
До дефектів стикового зварювання (рис. 6.1, а - і) відносять неприпустимі відхилення в розмірах деталей і перекручування їхньої форми, а також несприятливу структуру (непровар, перегрів, тріщини й ін.).
Дефекти попереджують при усуненні причин їхньої появи чи при строгому дотриманні технології, контролі роботи машини, періодичній перевірці якості з'єднань і своєчасній заміні інструмента.
До дефектів точкових з'єднань відносять неприпустимі відхилення в розмірах деталей і відстаней між точками, раковини, пористість (рис. 6.2, б), тріщини (рис. 6.2, в) у ядрі, непровари (рис. 6.2, а), малий розмір ядра, глибокі вм'ятини і налипання металу електродів, підплавлення, пропалення і вириви точок. Відсутність розплаву на одній з деталей може давати дефект типу "склеювання" (з малою кількістю загальних зерен у зламі).
Дефекти шовного зварювання, за винятком перегріву поверхонь і більш сильного короблення деталей, аналогічні дефектам точкового зварювання.
"Нерівномірні лусочки" на шві зв'язані з великою швидкістю зварювання і чи перекосом неправильним заточенням роликів.
Глибокі ум'ятини виникають при великій тривалості імпульсу струму, малому тиску і великому струмі. Гарна підгонка і прихватка деталей при рівномірному розподіленні зазорів попереджають продавлювання і розкриття кромок при зварюванні.
Вихід литого ядра звичайно зв'язаний з поганим зачищенням, великою тривалістю імпульсу струму і його великою величиною.
Тріщини в кромок і їхнє роздавлювання викликаються близьким розташуванням шва до кромок і великим струмом. Негерметичність шва зв'язана з великим кроком між точками, з порушенням режиму (по струму, тиску, тривалості імпульсу, швидкості, а також по діаметрі і ширині роликів), з поганою зборкою деталей, великою різницею діаметрів верхнього і нижнього роликів і т.д.
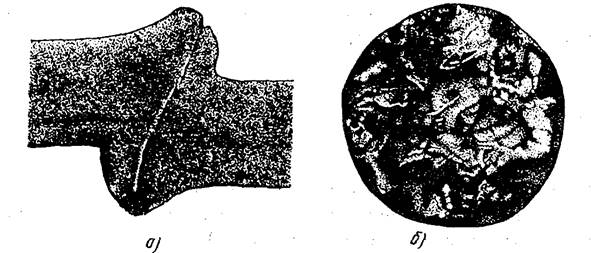
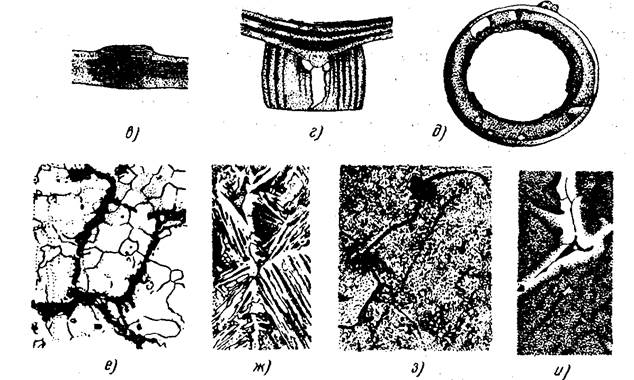
Рисунок 6.1. Дефекти стикового зварювання
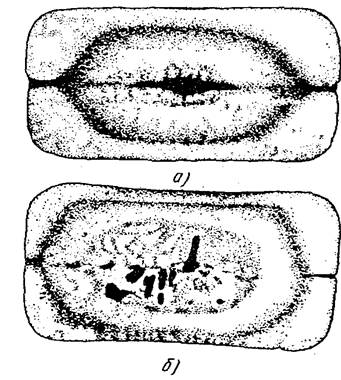

Рисунок 6.2 Дефекти точкового зварювання
Непровар, тріщини і внутрішній виплеск виявляються на технологічній пробі і при мікродослідженнях.
Нерівномірність лусочок, ум'ятини, продавлювання, вихід литого ядра, пропал, зовнішні виплеск і тріщини виявляються оглядом через лупу.
У ряді випадків припустимі пори, дрібні тріщини, перегини. Допускається ремонт до 10...20% довжини шва.
Дефекти попереджуються при усуненні причин їхньої появи. Іноді допускається підварка дефектних з'єднань на точковій машині з застосуванням залізного порошку (пропал і глибокі вм'ятини на сталі), постановка додаткових точок (при непроварі), заклепок і аргонодугова підварка. Припустимі види виправлень вказують у ТУ на виріб.
Більшість дефектів рельєфного зварювання по природі близько до дефектів точкового зварювання. На відміну від точкового при рельєфному зварюванні вм'ятини з боку однієї деталі відсутні, а з боку другої - представляють сліди зворотної деформації рельєфу. Непровар при ній частіше буває місцевим, особливо коли з'єднання формується одночасно у твердому стані і при наявності розплаву. При рельєфному зварюванні одні точки можуть формуватися нормально, а інші з виплеском (при перекосах і нерівномірному розподілі тиску). Для Т-подібних з'єднань типові ті ж дефекти, що і для стикового зварювання. В даний час ще немає загальноприйнятих норм про допустимість тих чи інших дефектів при рельєфному зварюванні. При усуненні дефектів керуються технологічними даними.