Пневматичний привід стиску
Лабораторна робота №2
На тему: «Вивчення конструкції і принципу роботи точкової машини МТ-1215»
Підготував:
Ст. групи ЗВ-31
Саковець Андрій
Прийняв:
Забранський А. Є.
Львів – 2013р.
МЕТА РОБОТИ
· Вивчити будову, принцип роботи і технологічні показники машин для точкового зварювання.
· Визначити технологічні можливості машини.
· Навчитись встановлювати і регулювати параметри режиму зварювання.
·Засвоїти техніку налагоджування машини і виконання зварювання.
ЗАГАЛЬНІ ВІДОМОСТІ ПРО МАШИНИ
Сучасні машини для контактного зварювання являють собою складні електромеханічні агрегати, які в більшості, мають електронне управління циклом зварювання. Основні операції, які виконує машина - це стискання і нагрів деталей в зоні зварювання електричним струмом. За способом зварювання машини поділяються на точкові, рельєфні, шовні та стикові.
Специфічні особливості налагоджування і експлуатації машин контактного зварювання залежать в першу чергу від характеристики струму, який застосовується при зварюванні, тобто струму, що протікає у вторинному контурі машини. Згідно з видом струму всі машини можуть бути класифіковані на:
а) машини змінного струму промислової частоти (однофазні);
б) машини низькочастотні (трифазні);
в) машини конденсаторні (однофазні і трифазні);
г) машини постійного струму (трифазні з випрямленням струму у вторинному контурі).
Машини змінного струму найбільш розповсюдженні і використовуються для всіх способів контактного зварювання різноманітних металів. Електрична потужність точкових і шовних машин не перевищує 300-400кВ із-за поганих енергетичних показників (низький cos, однофазне навантаження, великі піки струму при вмиканні).
В експлуатації для точкового, рельєфного і шовного зварювання найбільш поширені машини серії МТ, МТП, МРП, МР, МШ і МШП. В машинах комутація первинного струму проводиться за допомогою іонних (ігнітрони) і напівпровідникових (тиристори) приладів. Для управління циклом зварювання і регулювання величини і тривалості протікання зварювального струму використовують регулятори часу і синхронні переривачі різних типів. В сучасних машинах тонке регулювання величини струму здійснюється за рахунок зміни кута (фазне регулювання) вмикання вентилів (ігнітрони або тиристори) в первинному колі зварювального трансформатора. Інколи фазове регулювання використовують для програмної зміни величини зварювального струму, забезпечуючи при цьому поступове нарощування і зниження струму на початку і в кінці циклу.
Машини контактного зварювання, згідно з ГОСТ 297-80, мають такі умовні позначення. Перша буква - М (машина). Друга відповідає способу зварювання: Т - точкова, Р – рельєфна, Ш - шовна, С - стикова. Тротя буква (якщо вона є) позначає вид зварювального струму (крім змінного): В - машина постійного струму, Н - низькочастотна, К - конденсаторна. В машинах змінного струму третя буква може уточнювати конструктивні особливості: П - підвісна, Р - радіального типу. Інколи в позначенні машини постійного струму може бути четверта буква: наприклад, МТВР - машина точкова постійного струму радіального типу. Крім букв, в позначенні типу машин передбачені цифри, які характеризують найбільший вторинний струм (ГОСТ 297-80) або найбільший зварювальний струм (ГОСТ 297-73) і модель або реєстраційний номер: наприклад, по ГОСТ 297-80МТ-2023 - точкова машина змінного струму з найбільшим вторинним струмом 20кА; та сама машина за ГОСТ 297-73 позначалась МТ-1223 (номінальний зварювальний струм 12кА).
Будова і принцип роботи точкової машини МТ-1215
Машина МТ-1215 використовується для точкового зварювання деталей з маловуглецевої, нержавіючої сталі і алюмінію.
Технічні характеристики
1. Номінальна напруга мережі, В 380
2. Номінальна частина, Гц 50
3. Номінальна споживана потужність, кВт 60
4. Номінальний зварювальний струм, А 12500
5. Номінальний тривалий вторинний струм, А 5600
6. Номінальний первинний струм, А 14,1
7. Коефіцієнт потужності при короткому замиканні
на номінальному ступені 0,4
8. Межі регулювання вторинної напруги, В 2,3+4,4
9. Кількість ступенів регулювання вторинної напруги
зварювального трансформатора 8
10. Номінальний ступінь регулювання вторинної напруги, В 7
11. Опір вторинного кола машини постійному струму, Ом,
не більше 56*10-6
12. Межі товщин деталей, що зварюються:
а) із мало вуглецевої сталі на жорсткому від 0,5+0,5
режимі, мм до 1,6+1,6
б) із мало вуглецевої сталі на пом'якшеному
режимі, мм не більше 5,0+5,0
в) із нержавіючої сталі, мм, не більше 1,0+1,0
г) із алюмінію, мм, не більше 0,6+0,6
13. Номінальна товщина зварювальних деталей із
мало вуглецевої сталі, що зварюється на жорсткому
режимі, мм 1,5+1,5
14. Номінальне зусилля стиснення при стиску повітря
=490*103Па/5,0кГс/-см2/р*кН 6,17/630кГс/
15. Машини, кг, не більше 445
Будова машини
Машина (рис. 1) складається з: корпусу 1, зварювального трансформатора 2, перемикача ступенів 3, контактора тиристорного 4, регулятора циклу зварювання 5, струмопідводів верхнього 6 і нижнього 7, пневматичного приводу 8. На верхньому кронштейні машини закріплений електропневматичний клапан 9, маслорозпилювач 10, регулятор тиску повітря з манометром 11. На правій боковій поверхні машини закріплено пневматичний кран управління робочим вильотом електродів 12. На задній стінці корпусу встановлено автоматичний вимикач 13. Машина має пересувну педаль 14.
Струмопідвід
Струмопідвід верхній (рис. 2) складається з електрода 1, електродотримача 2, хобота 3, кришки 4, гнучкої шини контактного кутника -- 5, струмопідвід верхній ізольований від корпусу машини. Струмопідвід нижній складається з електрода 1, електродотримача 2, хобота 3, кришки 4, кронштейна 5 і шини 7. Кронштейн 5 можливість трьох фіксованих положень кронштейна 5 з розчином l1=80*10-3 м, l2=160*10-3 м,
l3=220*10-3


Рис.1. Машина МТ-1215 Рис.2. Струмопідвід
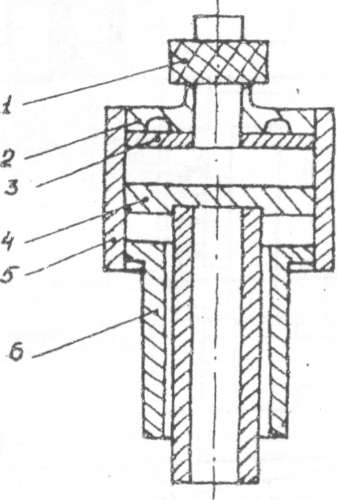
Пневматичний привід стиску
Привод пневматичний (рис. З) складається з направляючої 1, циліндра 5, кришки 2, двох поршнів зі штоками 3, 4, ущільнюючих кілець.
Поршні, які знаходяться в циліндрі, утворюють в ньому три камери.При подачі стисненогоповітря в нижню камеру нижній поршень виконуєробочий хід -переміщується вниз. При подачі стисненого повітря в нижню камеру нижній поршеньповертається в попереднє положення.
Положення верхнього поршня в циліндрі встановлюється регулюючою гайкою 1, яка нагвинчується на різьбовий кінець штока поршня 3 і спирається на верхню кришку циліндра. Стиснене повітря, яке знаходиться під поршнем у верхній камері циліндра, утримує поршень в цьому положенні. Коли випускають стиснене повітря з верхньої камери, повертаючи ручку крана управління 12 (рис.1), нижній поршень робить додатковий підйом.
Така будова приводу забезпечує безступінчасте регулювання величини робочого ходу, а також можливість, зварювання різноманітних виробів з виступами, які потребують періодичного збільшення ходу верхнього електрода.
|
Рис.3. Пневматичний привід
Таблиця 1.
Зусилля стиснення електродів в залежності від тиску повітря
