Токарно-револьверный станок
Цель работы
Изучить назначение, возможности и конструктивные особенности металлорежущих станков токарной группы.
Содержание и оформление отчета
Объем отчета 4-6 страниц машинописного текста (без рамки, шрифт Times New Roman 14, один межстрочный интервал). Иллюстрации – не более 20-25% объема отчета.
Отчет должен быть оформлен в соответствии с СТ СФУ и содержать следующие разделы:
Токарно-винторезный станок
Токарно-карусельные
Лоботокарный станок
Токарно-револьверный станок
Токарно-винторезный станок
окарно-винторезный станок предназначен для выполнения разнообразных токарных работ по чёрным и цветным металлам, включая точение конусов, нарезание метрической, модульной, дюймовой и питчевых резьб.
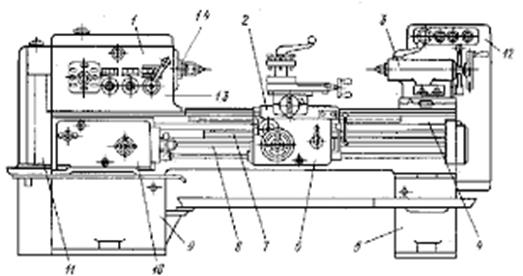
Токарно-винторезные станки являются наиболее универсальными станками токарной группы и используются главным образом в условиях единичного и мелкосерийного производства. Конструктивная компоновка станков практически однотипна. Основными узлами принятого в качестве примера станка 16К20 являются:
· станина, на которой монтируются все механизмы станка;
· передняя (шпиндельная) бабка, в которой размещаются коробка скоростей, шпиндель и другие элементы;
· коробка подач, передающая с необходимым соотношением движение от шпинделя к суппорту (с помощью ходового винта при нарезании резьбы или ходового валика при обработке других поверхностей);
· фартук, в котором преобразуется вращение винта или валика в поступательное движение суппорта с инструментом;
· задняя бабка, которая предназначена для поддержания второго конца изделия и придания ему определенного положения при обработке в центрах. Также задняя бабка используется для установки в ней различных режущих инструментов (сверл, зенкеров, разверток), посредством которых производится соответствующая обработка изделия;
· суппорт служит для закрепления режущего инструмента и сообщения ему движений подачи.
Суппорт состоит из нижних салазок (каретки), перемещающихся по направляющим станины. По направляющим нижних салазок перемещаются в направлении, перпендикулярном к линии центров, поперечные салазки, на которых располагается резцовая каретка с резцедержателями. Резцовая каретка смонтирована на поворотной части, которую можно устанавливать под углом к линии центров станка.
Основными параметрами станков являются наибольший диаметр обрабатываемой детали над станиной и наибольшее расстояние между центрами. Важным размером станка является также наибольший диаметр заготовки, обрабатываемой над поперечными салазками суппорта.
Токарно-карусельные
Станки предназначены для токарной обработки деталей больших габаритов. На этих станках можно выполнять точение и растачивание цилиндрических и конических поверхностей, подрезать торцы, прорезать канавки. При оснащении станка дополнительными устройствами на них можно точить фасонные поверхности по копиру. Можно производить фрезерование, шлифование, и нарезание резьбы резцом.
Основным узлом является стол. На нём находится планшайба, на которой крепится заготовка. Две стойки. Стойки соединяются порталом. По двум стойкам перемещается траверса. На траверсе находится два суппорта. Правый суппорт — револьверный суппорт. Он состоит из продольной каретки и ползуна (перемещающегося вертикально). На ползуне расположена револьверная головка. В отверстия револьверной головки устанавливается державки с инструментом. Револьверный суппорт используется при подрезании торцов при сверлении отверстий, иногда для обработки наружных поверхностей. Второй суппорт называется расточным суппортом. Он состоит из продольной каретки, на которой устанавливается поворотная часть, на которой есть ползун, на который устанавливается резцедержатель. Расточной суппорт используется при растачивании отверстий, прорезания внутренних канавок и при обработке конических поверхностей. На правой стойке расположен боковой суппорт. Он состоит из продольной каретки, ползуна и резцедержателя и предназначен для обработки наружных поверхностей.
Характерным размером токарно-карусельных станков является диаметр планшайбы. В зависимости от этого размера бывают одностоечные (с диаметром планшайбы 2000 мм) и двухстоечные станки (с диаметром свыше 2000 мм).
Движения в станке:
· главное движение — вращение планшайбы с заготовкой;
· движение подачи — перемещение суппортов;
· вспомогательное движение — перемещение траверсы; это движение нужно для подвода инструмента ближе к заготовке.

Лоботокарный станок
Лоботокарный станок предназначен для обработки лобовых, цилиндрических, конических, фасонных поверхностей типа валов, труб или дисков выполненных из чугуна и стали в деталях типа дисков и фланцев. В лоботокарных станках ось вращения детали располагается горизонтально

Токарно-револьверный станок
Токарно-револьверный станок применяется для обработки заготовок или деталей из калиброванного прутка.
На станке производятся следующие виды токарной обработки: обточка, расточка, подрезка, проточка и расточка канавок, сверление, зенкерование, развёртывание, фасонное точение, обработка резьб метчиками, плашками и резцами.
Название «револьверный» происходит от способа закрепления режущих инструментов в барабане. При этом инструмент (как правило) крепится в держателе (блок), который непосредственно устанавливается в револьверную голову. Различают статические блоки для не вращающегося инструмента (сверло также может выступать в качестве статического инструмента, в некоторых случаях) и приводные блоки. Приводные блоки позволяют существенно расширить возможности станка: с их помощью осуществлять сверление отверстий, не соосных с осью детали, нарезание резьбы и даже фрезерование. Однако не все револьверные станки имеют возможность использования приводных блоков. Существует два основных типа блоков: VDI, фиксируемые в револьвере сухарем, и BMT, которые крепятся болтами.
Также станок может иметь контршпиндель, расположенный напротив основного. В процессе работы станок с контршпинделем может перехватить деталь с одного шпинделя на другой. Часто такая операция даже происходит на скорости, без остановки шпинделя. Таким образом можно в один установ обработать деталь с обеих сторон.
Современные револьверные станки с ЧПУ сводят участие оператора в производстве детали к минимуму. Станок может быть снабжён прутковым податчиком, тогда работа осуществляется, по сути, автоматически. Иногда смена заготовки осуществляется роботом.
Токарно-револьверные станки применяют в серийном производстве для изготовления деталей сложной конфигурации из прутков или штучных заготовок. В зависимости от этого станки делятся на прутковые и патронные.
