еализация подпрограмм в G-кодах
API функции Solidworks для выполнения твердотельных операций.
SolidWorks API (Application Programming Interface) — это интерфейс, позволяющий разрабатывать пользовательские приложения для системы SolidWorks. API-интерфейс содержит сотни функций, которые можно вызывать из программ Microsoft Visual Basic, VBA (Microsoft Excel, Word, Access и т.д.), Microsoft Visual C++ или из файлов-макросов SolidWorks. Эти функции предоставляют программисту прямой доступ к функциональным возможностям SolidWorks.
С помощью API – приложений можно решать множество различных задач, например такие как: интеграция SolidWorks с другими программными пакетами, разработка специализированных модулей, добавляющих к базовым возможностям SolidWorks дополнительную функциональность и различные другие задачи. API – приложения позволяют получить множество конфигураций одной детали или сборки, тем самым выиграть огромное количество времени при принятии конструкторских решений.
Разработка API — приложения может осуществляться на уровне создания макроса в SolidWorks, либо на уровне отдельного приложения, написанного на языке C# или VisualBasic. Все динамические библиотеки, необходимые для работы с API – приложениями автоматически инсталлируются вместе с SolidWorks. Как правило, если необходимо разработать полноценное приложение, для геометрических построений удобнее использовать программный код, записанный в макрос SolidWorks. Для начала работы с макросами, необходимо в программном пакете SolidWorks отобразить панель инструментов «Макрос».
API – приложение можно разрабатывать непосредственно в Visual Studio, используя при этом программный код, сгенерированный при записи макроса. В результате получаем сгенерированный код на языке C#, который мы можем использовать в своем Windows Form приложении.
еализация подпрограмм в G-кодах
Программирование систем числового программного управления (ЧПУ) производится посредством G-кода.
В целом программа, написанная с использованием G-кода, состоит из кадров, каждый кадр содержит набор команд управления.
Команды управления могут следовать в кадре в любом порядке, но обычно в целях удобства прочтения управляющей программы системы числового программного управления, сначала идут подготовительные команды, затем команды управления перемещением, следом команды выбора режимов обработки материала и завершают кадр - технологические команды.
Начинается и заканчивается текст управляющей программы символом «%».
Далее может следовать название программы после символа «O».
Комментарии в тексте управляющей программы размещаются либо в круглых скобках, либо предваряются символом «;».
Подпрограммы могут быть описаны после команды M02, но до M30. Начинается подпрограмма с кадра вида Lxx, где xx — номер подпрограммы, заканчивается командой M17.
Каждая управляющая команда может иметь один или несколько параметров, которые обозначаются буквами латинского алфавита.
G-код позволяет использовать следующие основные параметры для управляющих команд:
X - координата точки траектории по оси X (например, G00 X25.4 Y2.3),
Y - координата точки траектории по оси Y (например, G01 X25.4 Y2.3 Z0.2),
Z - координата точки траектории по оси Z (например, G01 X25.4 Y2.3 Z0.2),
P - параметр команды G04 (например, P120),
F - скорость рабочей подачи (например, G01 X10.5 F75),
S - скорость вращения шпинделя (например, S1500 M3),
R - параметр стандартного цикла или радиус дуги,
H - параметр коррекции выбранного инструмента,
I,J,K - параметры дуги при круговой интерполяции (например, G03 X5 Y5 I0 J0).
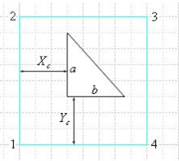
3. Разработать программу для обработки прямоугольного треугольника с длинами катетов 20 и 30 мм с глубиной обработки 5мм (5 слоев) на условном вертикально-фрезерном станке с ЧПУ с использованием подпрограмм для задания глубины обработки.
%
G00 Z0.5
G00 X5 Y15
G01 Z-1
G01 X5 Y35
G01 X35 Y15
G01 X5 Y15
G01 Z-2
G01 X5 Y35
G01 X35 Y15
G01 X5 Y15
G01 Z-3
G01 X5 Y35
G01 X35 Y15
G01 X5 Y15
G01 Z-4
G01 X5 Y35
G01 X35 Y15
G01 X5 Y15
G01 Z-5
G01 X5 Y35
G01 X35 Y15
G01 X5 Y15
G00 Z0.5
G00 X0 Y0
M30
%