онды № 5,6,7,9 Технология постановки звука X
(рис. 5, 6, 7, 9)
Способ постановки звука «х» при помощи зонда аналогичен тому, с помощью которого ставится «к» от «т». Ребенка побуждают произнести слог сса, протягивая согласную фонему, а зондом нажимают на переднюю часть спинки языка, удерживая его за нижними резцами.
Зонды № 5,6,7,9 Технология постановки звука Г
(рис. 5, 6, 7, 9)
Фонема гставится аналогично приему постановки к от т. При произнесении слога давводится зонд, который нажимает на язык и выгибает его, удерживается в таком положении получения до слогов да, дя, гя, га.
Зонды № 5,6,7,9 Технология постановки звука Й
(рис. 5, 6, 7, 9)
Механический способ постановки «й» от фонемы «з» аналогичен тому, как фонема «х» ставится от «с», но с той разницей, что завершающим является не третий, а второй этап работы. Ребенка побуждают произнести слог за(протягивая согласную фонему) и нажимают зондом на самую переднюю часть языка, в результате чего получается нечто среднее между за и жа. Затем зонд продвигается несколько глубже, пока не будет услышано четкое йа. Далее предлагаются сочетания зо, зу, зе; азо, азу, азе, получаются слоги йо(е), йу(ю), йе(е), ае, аю, ае.
Комплект логопедических зондов может использоваться и для проведения массажа у лиц с дизартрическими расстройствами.
Логопедический массаж — часть комплексной логопедической работы, направленной на коррекцию речевых расстройств. Он может проводиться на всех этапах коррекционного воздействия, но особенно важно его использование на начальных этапах. Нередко массаж является необходимым условием эффективности логопедического воздействия. При преодолении артикуляторных нарушений логопедический массаж применяется наряду с пассивной, пассивно-активной и активной артикуляционной гимнастикой.
Нарушение мышечного тонуса всегда в большей степени выражено в мышцах языка.
При массаже языка дополнительно могут использоваться такие приспособления, как постановочные (рис 1, 7, 8, 10) или массажные (рис. 11—18) зонды (последние разработаны Е. В. Новиковой).
При использовании логопедических зондов массажные движения выполняются в трех направлениях:
горизонтальном: от кончика к корню языка и наоборот;
вертикальном: ритмичное надавливание на язык;
поперечном: направление справа налево и обратно по каждой половине языка. Массаж подъязычной уздечки 7.
Воздействие осуществляется с помощью следующих действий: поглаживание, штрихование, рубление, надавливание, вибрация (легкая и сильная), постукивание, ввинчивание.
В этом случае при выполнении массажных движений следует учитывать, что:
при расслабляющем массаже движения должны быть легкими (поглаживание, легкое надавливание и легкая вибрация);
при активизирующем массаже, напротив, движения должны быть энергичными (штрихование, рубление, надавливание, сильная вибрация, постукивание, ввинчивание).
Дифференцированное применение различных приемов массажа позволяет понизить тонус при спастичности мышц и, наоборот, повысить его при вялых парезах артикуляционной мускулатуры, помогает формированию и осуществлению активных произвольных, координированных движений органов артикуляции.
Таким образом, комплект логопедических зондов может быть использован как в подготовительной работе к массажу в наиболее сложных случаях, так и при постановке звуков традиционными способами.
· 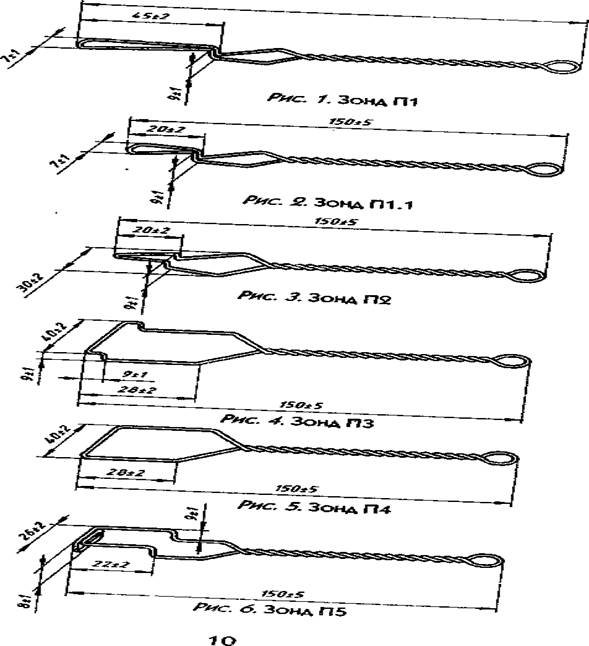

Рис. 7. Зонд П6

Рис. 9. зона П7

Рис. /7.30НАМ1


Рис. /43ондМ4

Рис. 15. ЗондМБ

Настоящие технические условия распространяются на зонды логопедические, в дальнейшем — зонды, предназначенные для эксплуатации на внутреннем рынке и для экспорта. Климатическое исполнение зондов по ГОСТ 15150-УХЛ, категория размещения 4.2.
Зонды применяются в качестве вспомогательных логопедических инструментов для правильной постановки звуков и используются в медицине и в педагогике.
В зависимости от возможных последствий отказа, зонды являются изделиями класса Г, от воспринимаемых механических воздействий — изделиями группы 2 по ГОСТ 20790. Перечень документов, на которые даны ссылки в настоящих технических условиях, приведены в приложении А.
Обозначение зондов при заказе и в документации другого изделия:
«Зонд логопедический П1. ТУ РБ 600464219.001-2003».
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1. Основные параметры и характеристики.
1.1. Зонды (П1; П1.1; П2; ПЗ; П4; П5; П6; П6.1; Ш; П8; М1; М2; МЗ; М4; М5; Мб; М7; М8) должны соответствовать требованиям настоящих технических условий, ГОСТ 19126 и изготавливаться согласно конструкторской документации ИМЯУ.001.010 : ИМЯУ.001.180 и образцов-эталонов, утвержденных установленном порядке.
2. Зонды должны изготавливаться из материалов, разрешенных Минздравом Республики Беларусь. Материал для изготовления зондов — нержавеющая сталь по ГОСТ.
3. Основные и габаритные размеры зондов приведены на рисунках 1-5-18. Диаметр проволоки 1,5 (+0,1) мм.
4. Масса зонда должна быть не более 10,5 г.
5. Шероховатость поверхности зондов Rа должна быть не более 1,25 мкм по ГОСТ 2789.
1.6. На поверхности зондов не должно быть трещин, раковин, заусенцев, расслоений.
7. Зонды должны быть коррозионностойкими в условиях эксплуатации, транспортировки и хранения.
8. Зонды должны быть устойчивы к циклу обработки, состоящему из дезинфекции, предстерилизационной очистки и стерилизации.
1.9. Зонды при эксплуатации, транспортировке и хранении должны быть устойчивы к воздействию климатических факторов по ГОСТ 15150 для исполнения УХЛ 4.2.
1.10. Зонды, упакованные в транспортную тару, должны сохранять работоспособность после механических воздействий и обладать вибропрочностью при действии вибрационных нагрузок в соответствии с ГОСТ 20790 для изделийгруппы 2.
1.11. Средний срок службы до списания должен быть не менее 5 лет.
1.12. При производстве должны соблюдаться требования СанПиН 11-09.
2. Комплектность.
2.1. В каждый комплект должны входить:
* зонды;
паспорт — 1 шт. на партию, отправляемую в один адрес;
этикетка согласно ГОСТ 2.601 — 1 шт. на упаковку;
упаковка.
3. Маркировка.
3.1. Маркировка должна соответствовать требованиям ГОСТ 20790.
3.2. Маркировка наносится на потребительскую тару либо на этикетку, которая должна быть выполнена печатным способом с указанием на ней:
наименования и адреса предприятия-изготовителя;
наименования изделий;
обозначения технических условий;
назначения изделий;
условного знака «Н» или «нержавеющая сталь»;
года выпуска;
отметки о приемке изделий отделом технического контроля;
гарантии изготовителя;
среднего срока службы.
3.3. Транспортная маркировка должна соответствовать ГОСТ 14192.
4. Упаковка.
1. Перед упаковыванием зонды должны быть обезжирены путем протирки салфеткой (РСТ БССР 723), смоченной в этиловом спирте (ГОСТ 18300).
2. Зонды должны быть упакованы в потребительскую тару по ГОСТ 12301. Потребительскую тару оклеивают полиэтиленовой лентой с липким слоем по ГОСТ 20477 так, чтобы она не могла быть вскрыта без нарушения целостности упаковки.
Допускается производить упаковку зондов в пакеты из полиэтиленовой пленки по ГОСТ 10354. Пакеты должны быть заварены. Этикетку наклеивают на потребительскую тару либо вкладывают в полиэтиленовый пакет вместе с изделиями.
4.3. Потребительская тара с изделиями, в количестве согласно заявке потребителя, должна быть упакована вместе с паспортом в дощатые ящики по ГОСТ 2991.
ПРАВИЛА ПРИЁМКИ
1. Правила приемки и виды испытаний — по ГОСТ 19126.
2. Для контроля соответствия зондов требованиям настоящих технических условий проводят следующие виды испытаний:
приемо-сдаточные;
периодические.
3. Приемо-сдаточным испытаниям должна подвергаться каждая партия зондов. Партией считается любое количество изделий одного типоразмера, предъявленных по одному сопроводительному документу. Вид и объем испытаний приведен в таблице.
| Наименование испытаний | Номер пункта | I Вид контроля, объем выборки | |
| технического требования | метода контроля | ||
| 1. Проверка материала | 1.2 | По ГОСТ 24297 | |
| 2. Проверка основных и габаритных размеров | 1.3 | Выборочный, 10 %, но не менее 1 0 шт. | |
| 3. Проверка шероховатости поверхности | 1.5 | 5 | Выборочный, 10 %, но не менее 1 0 шт. |
| 4. Проверка внешнего вида | 1.6 | 100% | |
| 5. Проверка комплексности | 100% | ||
| 6. Проверка маркировки | 100% |
Примечание. Приемо-сдаточные испытания зондов по п. 1.2 проводятся на входном контроле.
4. Если в процессе приемосдаточных испытаний при 100%-ном контроле будет установлено несоответствие зонда хотя бы одному из требований, указанных в таблице, изделие бракуют и заменяют годным.
5. При выборочном контроле в случае несоответствия хотя бы двух изделий либо одного по двум параметрам, указанным в таблице, всю партию бракуют. После устранения дефектов
партию повторно предъявляют техническому контролю.
6. В зависимости от характера дефектов допускается проводить повторные испытания зондов только по пунктам несоответствия и пунктам, по которым приемо-сдаточные испытания не проводились.
7. Периодические испытания должны проводиться на изделиях, прошедших приемо-сдаточные испытания и упакованных для отгрузки. Объем выборки не менее 3 зондов
одного типоразмера.
8. Периодические испытания для определения соответствия изделий всем требованиям настоящих технических условий,кроме п. 1.9—1.11, проводятся не реже одного раза в год.
9. Проверку зондов на воздействие климатических и механических факторов (п. 1.9, 1.10) проводят на опытных образцах и образцах из установочной серии.
10. Проверку среднего срока службы (п. 1.11) проводят на изделиях установочной партии. Периодические испытания проводят не реже одного раза в три года.
11. При неудовлетворительных результатах периодических испытаний проводятся повторные испытания на удвоенном количестве зондов.
12. Если при проведении повторных периодических испытаний установлено несоответствие требованиям проверяемыхпунктов, результаты периодических испытаний считаются
неудовлетворительными и в этом случае приемка и отгрузка зондов прекращается до выяснения и устранения причин брака. Возобновлению приемо-сдаточных испытаний, прекращенных из-за удовлетворительных периодических испытаний, должны предшествовать новые периодические испытания.
МЕТОДЫ КОНТРОЛЯ
1. Испытания зондов проводят при нормальных условиях испытаний но ГОСТ 15150, за исключением особо указанных в настоящем разделе. Перечень инструментов и оборудования, необходимых для контроля зондов, приведен в приложении Б.
2. Проверку материала (п. 1.2) проводят на входном контроле путем сличения сертификатов или других документов, подтверждающих марку материала и качество изделия с требованиями настоящих технических условий и конструкторской документации.
3. Измерение основных геометрических и габаритных размеров (п. 1.3) проводят — штангенциркулем ШЦ-1 0-125 и ШЦ-П 0-250 по ГОСТ 166. Погрешности, допускаемые при
измерении, не должны превышать 0,33 поля допуска на измеряемый размер.
4. Измерение массы (п. 1.4) производят взвешиванием зонда на весах лабораторных общего назначения по ГОСТ 24104. Наибольший предел взвешивания — 20 г, цена деления — 2 мг.
5. Проверку шероховатости поверхности зондов проводят визуально путем сравнения изделия с образцами шероховатости по ГОСТ 9378 или образцами-эталонами, аттестованными в установленном порядке. Результат испытаний должен соответствовать требованиям п. 1.5 настоящих технических условий.
6. Проверку внешнего вида зондов (п. 1.6) проводят визуально. При внешнем осмотре зонды должны соответствовать указанным требованиям.
7. Проверку коррозионной стойкости зондов (п. 1.7) проводят методом кипячения в воде по ГОСТ 19126. Зонды считают выдержавшими испытания, если на их поверхности не
обнаруживаются темные (коррозионные) пятна.
8. Устойчивость зондов к многократной дезинфекции, пред- и стерилизационной обработке (п. 1.1.8) контролируется пятью циклами испытаний с интервалом (15 + 2) мин.
Цикл включает:
дезинфекцию путем погружения в 4%-ный раствор пероксида водорода по ГОСТ 177 при температуре не менее 18 °С на 90 (+5) мин;
предстерилизадионную очистку в растворе с применением моющего препарата типа «Биолот» (ТУ 18 РСФСР 718) при температуре 40 (+5) °С в течение 15,0 (+1,0) мин;
стерилизацию в течение 180 (±5) мин в 6%-ном растворе пероксида водорода по ГОСТ 177 при температуре 50 (+2) °С.
После каждой обработки зонды промывают проточной водой в течение 5 мин.
После испытаний на изделиях не должно быть пятен коррозии.
Допускается проводить очистку, стерилизацию и дезинфекцию другими средствами, разрешенными к применению Министерством здравоохранения Республики Беларусь, согласно методическим и эксплуатационным документам на них.
9. Методы испытаний зондов на тепло-, холодо- и влагоустойчивость при эксплуатации, транспортировке и хранении (п. 1.9) — по ГОСТ 19126. Время выдержки зондов в
камерах тепла и холода — по 4 ч, в камере влажности — 48 ч. Время выдержки при всех испытаниях учитывается с момента достижения требуемого режима.
Устойчивость зондов к воздействию климатических факторов при транспортировке и хранении следует проверять в потребительской таре.
Результаты испытаний считают положительными, если по окончании каждого вида испытаний зонды не изменили форму и на изделиях отсутствуют коррозионные пятна.
10. Испытания комплектов зондов на устойчивость к механическим воздействиям (п. 1.10) следует проверять по ГОСТ 20790 для изделий группы 2.
После испытаний не должно быть механических повреждений зондов.
Допускается проводить испытания транспортировкой в автомобиле по дорогам с неусовершенствованным покрытием на расстояние не менее 200 км.
11. Проверку среднего срока службы зондов (п. 1.11) проводят методом подконтрольной эксплуатации изделий установочной партии и ооотнотствии с РД 50-707. Признаком предельного состояния зондов является появление пятен коррозии, моханических поломок.
12. Проверку комплектности (п. 2), маркировки (п. 3) и упаковки (п. А) проводят визуально, путем внешнего осмотра и сличения с конструкторской документацией.
ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
1. Зонды транспортируются всеми видами закрытого транспорта в соответствии с правилами перевозки грузов, действующими на данном виде транспорта, при этом условия транспортировки — 5 (ОЖ4) по ГОСТ 15150.
2. Условия хранения зондов — 1 (Л) по ГОСТ 15150.
ГАРАНТИИ ИЗГОТОВИТЕЛЯ
1. Изготовитель гарантирует соответствие зондов требованиям настоящих технических условий при соблюдении потребителем условий эксплуатации, транспортировки и
хранения.
2. Гарантийный срок эксплуатации — 12 месяцев с момента продажи.
3. Гарантийный срок хранения — 3 года с момента изготовления.
Приложение А
(справочное)
Перечень документов, на которые даны ссылки в технических условиях
| Обозначение | Наименование |
| ГОСТ 2.601-95 | Единая система конструкторской документации. Эксплуатационные документы. |
| ГОСТ 166-89 | Штангенциркули. Технические условия. |
| ГОСТ 177-88Е | Водорода пероксид. Технические условия. |
| ГОСТ 2789-73 | Шероховатость поверхности. Параметры и характеристики. |
| ГОСТ 2991-85 | Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия. |
| ГОСТ 5632-72 | Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки. |
| ГОСТ 9378-93 | Образцы шероховатости поверхности (сравнения). Общие технические условия. |
| ГОСТ 10354-82 | Пленка полиэтиленовая. Технические условия. |
| ГОСТ 12301-81 | Коробки из картона, бумаги и комбинированных материалов. Общие технические условия. |
| ГОСТ 14192-96 | Маркировка грузов. |
| ГОСТ 15150-69 | Машины, приборы и другие технические изделия. Исполнение для различных климатических районов. Категории, условия эксплуатации, хранения и транспортировки в части воздействия климатических факторов внешней среды. |
| ГОСТ 18300-87 | Спирт этиловый ректификованный технический. Технические условия. |
| ГОСТ 19126-79Г | Инструменты медицинские металлические. Общие технические условия. |
| ГОСТ 20477-86 | Лента полиэтиленовая с липким слоем. Технические условия. |
| ГОСТ 20790-93 | Приборы, аппараты и оборудование медицинские. Общие технические условия. |
| ГОСТ 24104-2001 | Весы лабораторные. Общие технические требования |
| ГОСТ 24297-87 | Входной контроль. Основные положения. |
| РСТ БССР 723-87 | Изделия обтирочные. Общие технические условия. |
| РД 50-707-91 | Методические указания. Изделия медицинской техники. Требования к надежности. Правила и методы контроля показателей надежности. |
| ТУ 18 РСФСР 718-77 | «Биолот». |
| СанПиН 11-09-94 | Санитарные правила организации технологических процессов и гигиенические требования к производственному оборудованию. |
Содержание
ПОСТАНОВКА ЗВУКОВ......................................................... 3
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ............................................ 13
ПРАВИЛА ПРИЕМКИ ........................................................... 15
МЕТОДЫ КОНТРОЛЯ........................................................... 17
ТРАНСПОРТИРОВКА И ХРАНЕНИЕ 19
ГАРАНТИИ ИЗГОТОВИТЕЛЯ.............................................. 19
ПРИЛОЖЕНИЯ....................................................................... 20