Образец для определения значения просвета
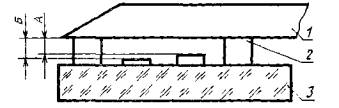
1 - лекальная линейка; 2 - плоскопараллельные концевые меры длины, 3 - плоская стеклянная пластина; А, Б - значения просвета
Для штангенциркулей, выпускаемых из ремонта и находящихся в эксплуатации, допускают завалы на расстоянии 0,5 мм от краев измерительной поверхности.
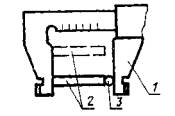
1 - губка; 2 - концевая мера длины; 3 - ролик
3.6. Отклонение от параллельности плоских измерительных поверхностей губок определяют при помощи концевых мер длины и ролика (черт. 2) при трех положениях подвижной губки, близких к пределам измерений и середине диапазона измерения штангенциркуля.
За отклонение от параллельности плоских измерительных поверхностей губок принимают наибольшую разность измеренных расстояний при каждом положении подвижной губки, которая не должна превышать значений, установленных ГОСТ 166-80.
Допускается при выпуске из производства штангенциркулей с пределом измерения до 400 мм определять отклонение от параллельности губок по просвету между измерительными поверхностями при сдвинутых губках как при незатянутом, так и при затянутом зажиме рамки. При этом значение просвета не должно превышать 0,008 мм - при значении отсчета по нониусу 0,05 мм, 0,012 мм - при значении отсчета по нониусу 0,1 мм.
Значение просвета определяют визуально сравнением с образцом (рис.1) или бруском для определения значения просвета (справочная характеристика).
В штангенциркулях, имеющих микроподачу, подвижную губку перемещают при ее помощи.
Допускается для штангенциркулей с верхним пределом измерения свыше 400 мм определять отклонение от параллельности губок без применения ролика и в точках, соответствующих нижнему и верхнему пределам измерений.
Для штангенциркулей, выпускаемых из ремонта и находящихся в эксплуатации, допускается заменять определение отклонения от параллельности определением погрешности штангенциркуля по п. 3.11 при двух положениях концевой меры длины, указанных на рис. 2.
3.7. Размер сдвинутых до соприкосновения губок и отклонение от параллельности образующих измерительных поверхностей губок для внутренних измерений штангенциркулей типов ШЦ-II и ШЦ-III определяют микрометром или индикаторной скобой (справочная характеристика) при зажатом стопорном винте рамки. При определении размера по цилиндрическим измерительным поверхностям губок боковые поверхности устанавливают в одной плоскости и находят наибольший размер.
Допускается смещение линии наибольшего размера от оси симметрии губок при повороте микрометра или индикаторной скобы относительно оси штанги на угол не более 15°.
Размер сдвинутых до соприкосновения губок штангенциркулей, выпускаемых из производства, указанный в маркировке, должен выражаться целым числом миллиметров. Отклонение измеренного размера от указанного в маркировке не должно превышать значений, установленных ГОСТ 166-80.
У штангенциркулей, выпускаемых из ремонта и находящихся в эксплуатации, размер сдвинутых до соприкосновения губок должен быть не менее: 7 мм - для штангенциркулей с пределом измерения до 400 мм, 10 мм - для штангенциркулей с пределом измерения более 400 мм. Размер, указанный в маркировке, может быть равен целому числу десятых долей миллиметра.
Для штангенциркулей, выпускаемых из ремонта и находящихся в эксплуатации, отклонение измеренного размера отуказанного в маркировке не должно превышать ± 0,03 мм.
При определении отклонения от параллельности образующих измерительных поверхностей губок размер сдвинутых до соприкосновения губок измеряют в двух или трех сечениях по длине губок. Разность между отсчетами равна отклонению от параллельности и не должна превышать значений, установленных ГОСТ 166-80.
3.8. Усилие перемещения рамки по штанге штангенциркуля определяют при помощи весов. Штангу штангенциркуля упирают в чашку весов; при перемещении рамки по штанге снимают показание по шкале весов. За значение усилия перемещения принимают наибольшее значение разности показаний весов и массы штангенциркуля.
Контроль усилия перемещения рамки по штанге штангенциркуля типа ШЦ-I осуществляют при помощи мер массы общего назначения и подвески (справочная характеристика) при вертикальном положении штангенциркуля. Штангенциркуль устанавливают на верхний предел измерения. Подвеску крепят к штанге штангенциркуля и нагружают мерами, вес которых при этом равен нормируемому измерительному усилию перемещения за вычетом веса штанги 1 Н (100 гс) (схема справочной характеристики). Перемещение штанги относительно рамки под действием приложенной нагрузки должно происходить на полном диапазоне измерений штангенциркуля.
Усилие перемещения рамки по штанге штангенциркуля не должно превышать значений, установленных ГОСТ 166-80.
3.9. Отклонение от параллельности измерительных поверхностей губок для внутренних измерений штангенциркулей типа ШЦ-I и расстояние между ними определяют гладким микрометром или индикаторной скобой (справочная характеристика) при затянутом зажиме рамки. Штангенциркуль устанавливают на размер 10 мм по концевой мере длиной 10 мм. Микрометром или индикаторной скобой измеряют расстояние между измерительными поверхностями губок в двух или трех сечениях по длине губок. Разность расстояний равна отклонению от параллельности измерительных поверхностей и не должна превышать значений, установленных ГОСТ 166-80.
Для штангенциркулей типов ШЦ-I и ШЦТ-I, выпускаемых из ремонта и находящихся в эксплуатации, отклонение от параллельности измерительных поверхностей губок для внутренних измерений не должно превышать 0,04 мм.
Расстояние между измерительными поверхностями губок для штангенциркулей, выпускаемых из производства, должно соответствовать  мм, а выпускаемых из ремонта и находящихся в эксплуатации
мм, а выпускаемых из ремонта и находящихся в эксплуатации  мм.
мм.
Расстояние между измерительными поверхностями губок штангенциркулей, выпускаемых из ремонта и находящихся в эксплуатации, допускается определять гладким кольцом (справочная характеристика).
Определяют разность между диаметром кольца, измеренным штангенциркулем, и размером, указанным на маркировке кольца. Разность не должна превышать ± 0,1 мм. Отсчет производят при зажатом стопорном винте рамки штангенциркуля.
3.10. Погрешность штангенциркулей типов ШЦ-I и ШЦТ-I при измерении глубины определяют по концевым мерам длиной 20 мм. Для штангенциркулей, выпускаемых из ремонта и находящихся в эксплуатации, допускается использовать гладкое кольцо (справочная характеристика) или установочную меру длиной 25 мм из комплекта микрометрического глубиномера по ГОСТ 7470-78. Две концевые меры или гладкое кольцо устанавливают на плоскую стеклянную пластину или поверочную плиту. Торец штанги прижимают к измерительным поверхностям концевых мер или гладкого кольца. Линейку глубиномера перемещают до соприкосновения с плоскостью стекла или плиты и производят отсчет.
Погрешность штангенциркуля при измерении глубины не должна превышать значения, установленного ГОСТ 166-80.
3.11. Погрешность штангенциркулей определяют по концевым мерам длины. Блок концевых мер длины помещают между измерительными поверхностями губок штангенциркуля. Усилие сдвигания губок должно обеспечивать нормальное скольжение измерительных поверхностей губок по измерительным поверхностям концевых мер длины при отпущенном стопорном винте рамки. Длинное ребро измерительной поверхности губки должно быть перпендикулярно к длинному ребру концевой меры длины и находиться в середине измерительной поверхности.
В одной из поверяемых точек погрешность определяют при зажатом стопорном винте рамки, при этом должно сохраняться нормальное скольжение измерительных поверхностей губок по измерительным поверхностям концевых мер.
У штангенциркулей со значением отсчета по нониусу 0,05 мм, выпускаемых из производства, погрешность определяют в шести точках; допускается определять погрешность в трех точках при условии отклонения от прямолинейности базовой поверхности штанги, по которой базируется рамка, не более 0,02 мм. У штангенциркулей со значением отсчета по нониусу 0,1 мм, выпускаемых из производства, погрешность определяют в трех точках.
Примечание. Отклонение от прямолинейности базовой поверхности штанги определяют при помощи лекальной линейки типа ЛД, класса точности 1, длиной 320 мм по ГОСТ 8026-75 и щупа толщиной 0,02 мм, класса точности 2 по ГОСТ 882-75.
У штангенциркулей, выпускаемых из ремонта и находящихся в эксплуатации, погрешность определяют в трех точках, равномерно расположенных по длине штанги и нониуса.
Погрешность определяют при помощи разметочных губок у штангенциркулей типа ШЦ-II одновременно с определением погрешности измерительных губок в трех точках, равномерно расположенных по длине штанги и нониуса.
При поверке штангенциркулей класса точности 1 со значением отсчета по нониусу 0,1 мм несовпадение штрихов основной шкалы и шкалы нониуса, соответствующих действительному размеру блока мер, измеряют при помощи микроскопа.
Несовпадение штрихов равно погрешности штангенциркуля в поверяемой точке.
Погрешность штангенциркулей, выпускаемых из ремонта и находящихся в эксплуатации, на участке шкалы свыше 500 мм допускается определять микрометрическими нутромерами по ГОСТ 10-75.
Погрешность для каждой пары губок не должна превышать значений, установленных ГОСТ 166-80.
Одновременно проверяют нулевую установку штангенциркуля.
Для штангенциркулей типов ШЦ-I и ШЦТ-I при сдвинутых до соприкосновения губках смещение штриха нониуса должно быть в плюсовую сторону. Смещение нулевого штриха определяют при помощи концевой меры длиной 1,05 мм, которую перемещают между измерительными поверхностями губок. При этом показание штангенциркуля должно быть не более 1,1 мм.
Для штангенциркулей типов ШЦ-I и ШЦТ-I класса точности 2, выпускаемых из ремонта и находящихся в эксплуатации, допускается смещение нулевого штриха нониуса до минус 0,1 мм при сдвинутых до соприкосновения губках.